某隔离器罩表面质量改进与测量技术
2017-03-18唐丽
唐丽
摘 要:某隔离器罩材料是30CrMnSiA,属于塑性金属,加工后表面粗糙度非常差,通过调整工艺参数使产品表面粗糙度得到很大的改善,由于表面粗糙度的检测技术对确定产品粗糙度是否满足图样要求至关重要,因此对表面粗糙度的检测技术进行介绍。
关键词:表面粗糙度;30CrMnSiA;积屑瘤;粗糙度检测
1 绪论
加工后某型机隔离器罩表面粗糙度非常差,严重影响零件的各种性能,尤其对零件的抗疲劳强度影响最大,所以提高表面粗糙度的质量极为重要。表面粗糙度的检测技术为检验员及检验技术人员检验表面粗糙度是否符合图样要求提供指导。
2 问题的分析
某隔离器罩在精车时,已加工表面粗糙度较差,并有环形沟痕出现。零件在粗车和半精车时,表面粗超度较好可达到Ra1.6以上,由此可见表面粗糙度差的原因主要在加工余量上。该隔离器罩所选用的材料为30CrMnSiA,该材料是高强度合金调质钢,塑性较大,导热系数低,故切削力较大,切削温度较高,加工时热量集中在刀刃区域,加快了刀具的磨损,从而极易形成加工硬化,影响已加工表面粗糙度。当加工硬化产生后精车时吃刀量过小,工件材料抵抗塑性变形的能力越强,刀具和材料原子之间的相互作用力越弱,所以不完整切削的形成只能使表面粗糙度的值增加,易出现挤压、打滑等现象,使硬化表面层金属不能完全去除,致使表面粗糙度值增大。
3 减小表面粗糙度的方法
3.1切削厚度对粗糙度的影响
经过对材料性能的分析,精车时最后一刀的余量要适当增加,不能小于0.15~0.20mm,也就是不能低于最小切削厚度(最小切削厚度被定义为能够从工件材料上有效地去除金属的最小厚度),这样就可以减小表面粗糙度。
3.2切削速度对粗糙度的影响
切削速度过小(小于5 m/min),切屑流动较慢,切削温度较低,切屑与前刀面接触不紧密,形成点接触,摩擦系数小,不会产生积屑瘤;中等切削速度加工时,切屑与前刀面接触面积增大,最易产生积屑瘤,致使工件表面产生毛刺,使表面粗糙度值增大。当切削速度增大时,切屑底层金属变软,切屑与加工表面的塑性变形减小,摩擦系数明显下降,积屑瘤不会产生,表面粗糙度值减小;为提高生产效率而尽量不采用低的切削速度,因此加工该零件应选用较高的切削速度(大于70m/min)。
3.3走刀量对粗糙度的影响
走刀量是工件转一转车刀沿走道方向移动的距离,显而易见,走刀量的快慢直接影响着零件的表面粗糙度的好坏,走刀量增加,加工的零件表面残留面积高度高,反之减少走刀量就可降低零件表面残留面积的高度,零件表面粗超度值减小。
3.4切削液对粗糙度的影响
切削液在切削过程中起润滑作用,可以减小前刀面与切屑,后刀面与已加工表面间的摩擦,形成部分润滑膜,从而减小切削力、摩擦和功率消耗,降低刀具与工件坯料摩擦部位的表面温度和刀具磨损,改善工件材料的切削加工性能,使排屑顺利并可以控制积屑瘤的形成,提高工件表面质量。
4零件表面粗糙度的检测方法
4.1检验方法的选择
4.1.1目视检查
对于粗糙度与规定值相比明显地好或明显地不好,或者因为存在明显影响表面功能的缺陷,没必要用更精确的方法来检验的工件表面,采用目视法检验。
4.1.2 比较检查
对于目视检查不能做出判断,但符合以下情况之一时,采用与粗糙度比较样块进行触觉和视觉比较的方法:
Ra>0.4;
Ra≤0.4,但取样长度不能满足要求。
对于目视检查不能做出判断,且符合以下情况之一时,采用粗糙度检测器进行检验:
Ra>0.4,但目视法无法判断;
Ra≤0.4,且取样长度能够满足要求。
4.2 粗糙度被测面的选取
4.2.1 被检特征的区域
在检验表面结构时,不应把表面缺陷,例如划痕、气孔等考虑进去。被检验工件表面结构看来均匀时,应采用整体表面上测得的参数值与图样上或技术产品文件中的规定值相比较。如果个别区域的表面结构有明显差异,应将每个区域上测量的参数值分别与图样上或技术产品文件中的规定值相比较。当参数的规定值为上限值时,应在几个测量区域中选择可能会出现最大参数值的区域测量。
4.2.2 被测表面的测量方向
对于指定测量方向的,按照指定测量方向进行测量。没有指定测量方向时,工件的安放应使其测量截面方向与得到粗糙度参数(Ra、Rz)最大值的测量方向相一致,该方向垂直于被测表面的加工纹理,对无方向性的表面,测量截面的方向可以是任意的。应在被测表面可能产生极值的部位进行测量,可通过目视来估计。应在表面这一部位均布分别的位置上分别测量,以获得各个独立的测量结果。
4.3 粗糙度评定参数的选择
当工业产品文件或图样的技术条件中对评定参数做出规定的,按相应文件或技术条件执行。如工业产品文件或图样的技术条件中没有对评定参数做出规定,可按以下方法对评定参数进行选择。
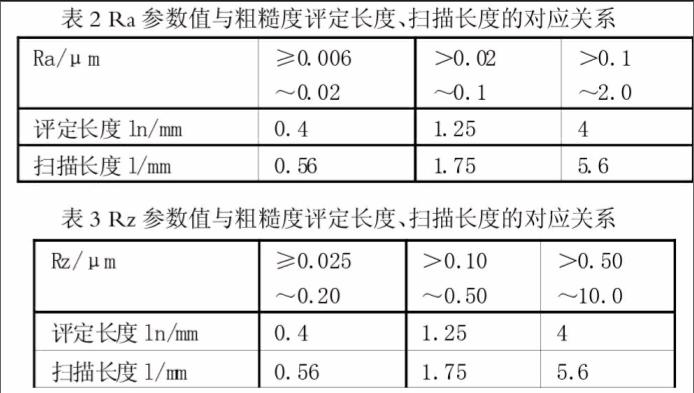
4.3.1粗糙度评定长度、扫描长度
见表1和表2。
4.3.2 截止波长λc
采用λc=0.8mm为截止波长,特别是具有深谷影响的表面的测量。
4.3.3 取样段数
兼顾测量可靠性和测量成本,取样段数≥5。
4.4 粗糙度测得值的评价
测得值与公差极限值相比较应按照以下规则。
4.4.1 16%规则
当参数的规定值为上限值时,如果所选参数在同一评定长度上的全部实测值中,大于图样或技术产品文件中规定值的个数不超过实测值总數的16%,则该表面合格。
当参数的规定值为下限值时,如果所选参数在同一评定长度上的全部实测值中,小于图样或技术产品文件中规定值的个数不超过实测值总数的16%,则该表面合格。
当参数的规定值为上、下限值时:
(1)在所标注的参数符号后面没有注明“max”(最大值)的要求时,若出现下述几种情况,工件是合格的并停止检测。否则,工件应判不合格。
——第1个测得值不超过图样上规定值的70%;
——最初的3个测得值不超过规定值;
——最初的6个测定值中只有1个值超过规定值;
——最初的12个测得值中只有2个值超过规定值。
(2)在标注的参数符号后面有尾标“max”时,一般在表面可能出现最大值处应至少进行三次测量;如果表面乘均匀痕迹,则可在均匀分布的三个部位测量。
4.4.2 最大规则
检验时,若参数的规定值为最大值(参数符号后面有“max”标记),则在被检表面的全部区域内测得的参数值一个也不应超过图样或技术产品文件中的规定值。
5 结束语
通过调整工艺参数使隔离器罩表面粗糙度得到很大的改善,并介绍了表面粗糙度的检测技术。
