保持架镗孔用大型薄壁件镗孔装置介绍及保持架装配过程简述
2017-03-17何志兴刘利荣
何志兴 刘利荣
摘 要:本文主要说明了大型薄壁回转件在小型卧式镗床T110上辅助于工装进行机械加工的技术问题,并简要阐述了回转件的装配要点,同时,介绍了工装设计原理及加工时的使用技巧,并对工装适用范围进行了简要说明。
关键词:保持架;镗孔装置;内外支撑板;弧形定位板;高度调整支架
引 言:随着国际贸易经济的发展,在全球物流持续增加、船舶大型化的驱动下,港口数量日益增加;这些特点在中国及发展中国家尤为突出,为此港口机械产品规格越来越大,但相应的港口机械零部件的加工越来越成为制约相关制造企业发展的瓶颈,国内只有少数大型企业才具有这么大的加工能力,而更多的中小型港机制作企业只能对大型工件进行委外加工,关键部件受制于人现象十分突出,严重影响产品制造周期,并压缩了其制造利润。为维持公司生存,企业只能压缩成本支出,最终将导致港口机械的质量下降,不利于整个港机行业的整体发展。为解决大型部件的加工难题,我们研究出一套使用小型卧式镗床便可以加工港机大型保持架的工艺装备及工艺方法,此相关技术不但可以有效降低企业加工费用,并能有效保证工件加工质量。
一、保持架基本结构及加工难点
回转保持架分为内、外圈形支撑板,内外支撑板均为薄板,直径却达八九米,内、外圆形支撑板上均布几十个七级精度的高精度孔,孔距也有着较高的要求,且要求内、外圆形支撑板上相应的孔中心的连线与圈板中心相交,如果不能保证其精度,则不能使用。综上所述:保持架具有尺寸大、精度要求高、易变形、难加工等特点,常规条件下,国内现有设备很难对其进行机械加工。为解决保持架加工难题以及避免类似相关大型薄壁件无法镗孔的问题,我们设计制作了大型薄壁件镗孔装置。
二、保持架镗孔用大型薄壁件镗孔装置的设计原理
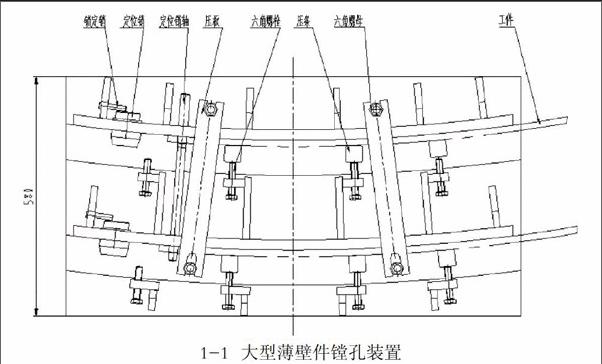
该装置主要包括模座、定位销、压板、压条、双头螺柱等部件(如图1-1)。
1)将工装内外支撑板分别加工成跟工件内外圈板直径等大的圆弧,作为内、外圈板加工时的靠山,其作用有两点:可以矫正薄壁圈板滚圆时的加工误差,达到圈板固定时,内外圈板同心的目的;其次,内外支撑板是整个工装定位、压紧的基准,是工件是否加工成功的关键。
2)通过定位销结构的设计,可以实现对待加工件的定位,有效进行内外圈板侧面多个均布精度孔的精确分度,工件加工完第一组孔,然后移动工件,将已加工完毕孔使用定位销定位,压紧工件后加工第二组孔,各孔按照此方法依次分度加工直至加工完毕。
3)定位销轴是以回转圈板拼接一起的连接孔定位装置,作为第一组孔加工时的定位基准,可以有效保证回转圈板分段部位与各侧板孔位置精度,从而保证整个圈板的整个加工精度。
4)通过模座、压板、压条夹紧工件与模座贴合紧密,保证圈板曲率,实现待加工孔中心线交点与圈板中心相一致。
三、保持架镗孔用大型薄壁件镗孔装置使用范围及优点
1)该工艺装备及工艺方法适合各种直径的圆形零件侧壁镗孔,以较小的投入即可获得相当于超大型加工设备的加工能力,可以有效节约工件制作成本,缩短工件制作周期。
2)本装置适用范围广,不仅可以放置于普通卧式镗床上,占用空间较小,也可在大型机床上使用,相当于机床拓展了一个回转直径不限的回转工作台。
3)本装置调平找正后,可以完成圆形支撑板分段镗孔加工,避免圆形支撑板半径大,无法夹紧定位加工的难题且解决了因工件变形引起的孔中心线交点与圈板中心不重合的问题,加工精度高。
四、回转保持架装配检测工具
保持架制作装配过程中必须先进行精密测量划线、精确定位装配,装配完成后也要进行严格的质量检验,才能保证其精度、质量要求,最终满足使用要求。但因工件直径过大,现有的通用测量工具不能满足精确测量定位的需求。为此,我们设计了一套操作简单、测量范围大且成本低廉的保持架检测装置。
弧形定位板与测量杆件之间采用铰制螺栓联接,弧形定位板与中心轴用弹簧夹紧环进行固定,既能保证弧形定位板的圆弧与中心轴紧密贴合,也能让其以中心轴为中心实现360°旋转,这样在任何方位均能够非常方便地测量回转构件与汇装中心的距离与相对偏差。弧形固定板根据中心轴的形状特征来设计的,测量杆件的长度与开口位置根据实际测量位置进行布置,均采用加工中心进行加工,保证弧形定位板的圆弧与中心轴紧密配合,又保证了测量杆件测量尺寸的精确。装置下方布置有高度调整支架,当回转结构件测量平面有较大高低差时方便调整测量的位置的高度。支架下安装有滚轮,能非常方便的实现同心定位装置围绕中心轴省力匀速的旋转。
该装置结构简单,便于加工,操作方便,以较小的投入即可获得大型专业测量工具的测量能力,性价比效益明显;并巧妙应用形状定位,利用定位板彈簧夹紧环夹紧后自动定位,测量的范围大;对于高精度回转件,本装置能分别配合游标卡尺和百分表使用,测量的精确度高(该装置和游标卡尺配合测量,最高精度达到0.02mm,该装置和百分表配合使用,精度能达到0.01mm)。
五、回转保持架装配要点
装配时,先将临时划线平台使用水平仪调平,压紧。然后在临时划线平台上先确定保持架圆心位置,使用地规分别画出内外保持架直径轨迹,并使用样冲打几组均布样冲眼。将保持架滚轮依次装入保持架内外环内,并按直径轨迹线将装好的保持架部分使用千斤顶压紧,直至所有保持架滚轮装配完成,最后将保持架内外环使用铰制螺栓接头连接。待所有工序制作完毕,使用千斤顶对各支撑点微调直至保持架内外环与各直径线重合。最后使用我们自制的专用检测工具进行检测,并辅助百分表,缓慢推动检测工具的测量杆,如出现某处超差,使用微调千斤顶对工件进行二次微调,最终调整到图纸要求。
结束语:在该项目研究过程中,我们组织相关人员进行全程现场跟踪及技术服务,对生产现场的问题及时解决,保证了项目的顺利推进。遇到技术难题时,积极研究解决方案,使用各种全新的工艺装备、工艺方法设计对应的加工设备及工具,克服一个个困难,最终圆满完成制作任务。同时,在研发制作过程中我们积累了丰富的设计和制造经验,并且对相关人员的专业知识和能力是一次全面的锻炼和提升,为以后大型装备的制造提供了技术和人才积累,大幅提升了我们的工艺制造水平,为以后在该领域的发展奠定了坚实的基础,提高了我公司在港口机械设备的市场竞争力。
参考文献
[1] 吕亚臣.重型机械工艺手册.哈尔滨:哈尔滨出版社.1998.6.
[2] 成大先. 机械设计手册.北京.化学工业出版社.2008.3.
[3] 王先逵. 机械加工工艺手册.北京.机械工业出版社.2008.6.
