计算机辅助管材套料系统的开发
2017-03-15王炬成
高 霆, 王炬成, 何 佳
(江苏科技大学 船舶与海洋工程学院, 江苏 镇江 212003)
计算机辅助管材套料系统的开发
高 霆, 王炬成, 何 佳
(江苏科技大学 船舶与海洋工程学院, 江苏 镇江 212003)
随着船厂成本控制意识的不断加强,船厂管加内场车间普遍采用对管材进行手工套料的方式来提高材料利用率。为提高套料的效率和质量,通过提取Tribon软件中管系加工数据,以定长套料为前提,在综合考虑加工工艺和余料管理的基础上设计一套管材套料系统。该系统可以生成套料图,实现管材的自动套料。本系统面向Tribon平台,可以在生产设计阶段进行管材套料,既提高套料的效率和准确性,又可以最大限度地使套料加工更加合理。
管材;套料;余料
1 管材内场管理的现状
在船舶制造领域,大部分管理者在进行材料控制时较多地关注于钢板,往往要求板材利用率要达到90%以上,而对于船舶管路制造的材料利用率则不太关心。目前,常规的管理方式是生产设计根据开工批次按托盘提供内场材料清单,然后仓库根据清单上每种管材的所需长度出库。然而,内场在加工时往往出现管材不足的情况,需要再次出单从仓库申领。这部分材料是由于加工失误所造成还是材料漏领,在实际生产过程中较难分清,因此,有的内场人员在初次领料时会根据个人经验在生产设计提供的材料清单上乘以1.1的系数。但不论是补领还是按系数多领,这都造成了对管材实际利用率不可控的现象,也许一个批次的加工量不大,但一艘常规海运货船的管路在1万根左右,这并不是个小数目。在目前造船利润被不断压缩的情况下,各大船厂越来越重视对管系材料利用率的控制[1]。
2 原因分析
通过对船厂的设计图纸和生产过程分析后发现,造成管材利用率控制困难的原因有2个。
(1) 现有的生产设计信息无法进行准确的材料管理。管系内场车间从仓库领料时依据的是生产设计提供的管材清册,如表1所示。

表1 内场管材清册
由表1可知每种规格的管材总长。对于定长采购的船厂来说,管子标准是1根6m,若从管材清册中得知某种管子的需求总长度是12m时,就会出库2根6m的管子。但是,如果这12m的管子是来源于4根管段,每根长分别为4m,4m,3m,1m时,实际出库的管子会是3根,同时产生分别为1m,2m,3m的3段余料。可见,这种仅凭管材清册领料的方式是无法对材料进行精确管理的[2]。
(2) 管材管理混乱。在上述例子中出现了3段余料,这3段余料可在下一批次再次利用,但在实际生产过程中这部分材料通常被内场自行消化,没有作为余料进行材料管理,这直接导致利用率的下降。此外,大多数船厂没有对管材进行单船管理,易出现材料不够需再次采购的情况发生。这种传统的管材管理方法必然会导致材料上的失控。
(3) 人工套料的局限性。有部分船厂意识到了提高管材利用率的重要性,在实际生产过程中采用人工套料方法进行管子号料,但管子材料、规格、长度多样化,使得套料的计算方法复杂,余料等参数还需人工考虑。随着船厂生产任务不断扩大,对生产效率的要求越来越高,人工套料必然要被淘汰。
因此,随着船舶行业迈入精益造船的时代,推广管材计算机辅助套料系统已经势在必行。
3 套料系统的应用前提
管件号料是管子加工的第一道工序,它与管系放样、生产计划和材料供应等环节密切相关。管件是否可以进行套料主要取决于以下几个条件:
(1) 管件应按批次加工。根据成组技术的原理,无论管件所属的项目、区域和系统有何不同,只要管装托盘的交付日期相似就可以组织同期加工,以形成较大的批量。因此,管件套料必须以管子加工周计划为基础,此计划最好是以车间生产计划为主的,而不应是单船计划。
(2) 管材应尽量减少规格。在满足性能的前提下管子壁厚应按SCH40、SCH80、SCH160选取,尽量减少壁厚等级,以增加同类管的数量,提高利用率。
(3) 管材应定长采购。由于定长采购的成本略高,因此有部分船厂从节约的角度出发采取了不定长采购的方式,但这增加了母材库管理的难度,实际上采用套料系统后节约的成本远大于定长采购增加的成本。
(4) 加强余料管理。提高利用率就需将余料再次利用,这需要船厂改变现有的管理方式,增加控制节点。
4 系统开发思路
套料系统的设计思路如图1所示。
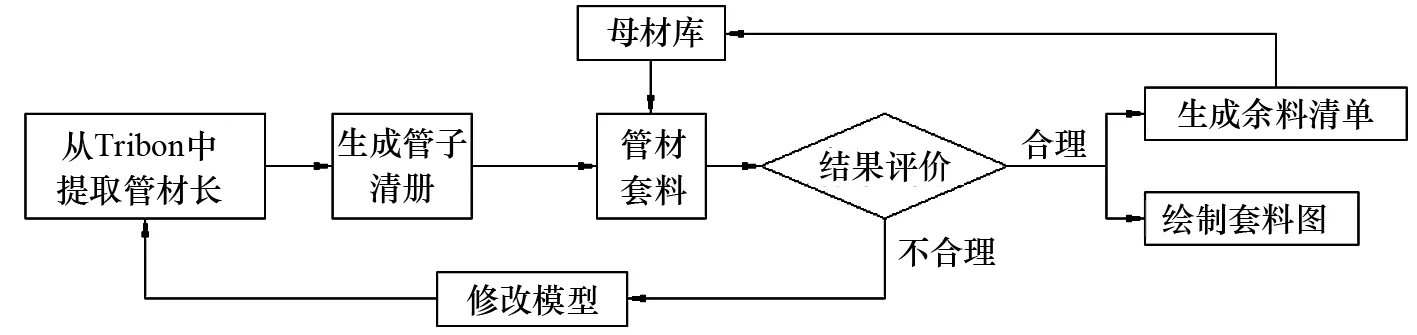
图1 设计思路
系统首先应从管系设计软件中逐段提取管段信息,包括长度、规格等,再将提取的结果以管段零件为单位统计成册。在套料前还需要准备好母材库,需特别注意的是前次套料后的余料也应属于下次套料的母材。管材套料时主要考虑采用最合理的计算方法以提高材料利用率,由于套料结果通常不会一次成功,因此需要进行评价。如不合理时,可通过调整参数或者修改模型以进一步提高利用率,评价合理时就可以绘制套料图,同时产生余料清单输入母材库。
5 系统实现
5.1Tribon软件中数据的提取
管材套料时需要3种信息,即体现管段唯一性的零件号、体现管段特征的材质和规格以及反映管件用料情况的下料长度。零件号是管子的件号加上小票图中的管段序号,如1625P-SH046-3-1;材质和规格是相关管材在附件库中的定义内容;用料长度就是小票图中的下料长度,其已经考虑了钢管弯曲时的延展量、弯曲加工的工艺余量、支管加工的工艺余量。这些信息保存在Tribon软件中的SB_PPDB数据库里,可以通过Extract.DoDataExtractionDexStr直接提取。
接着进行一些简单的字段处理即可获得管材清册,如表2所示。
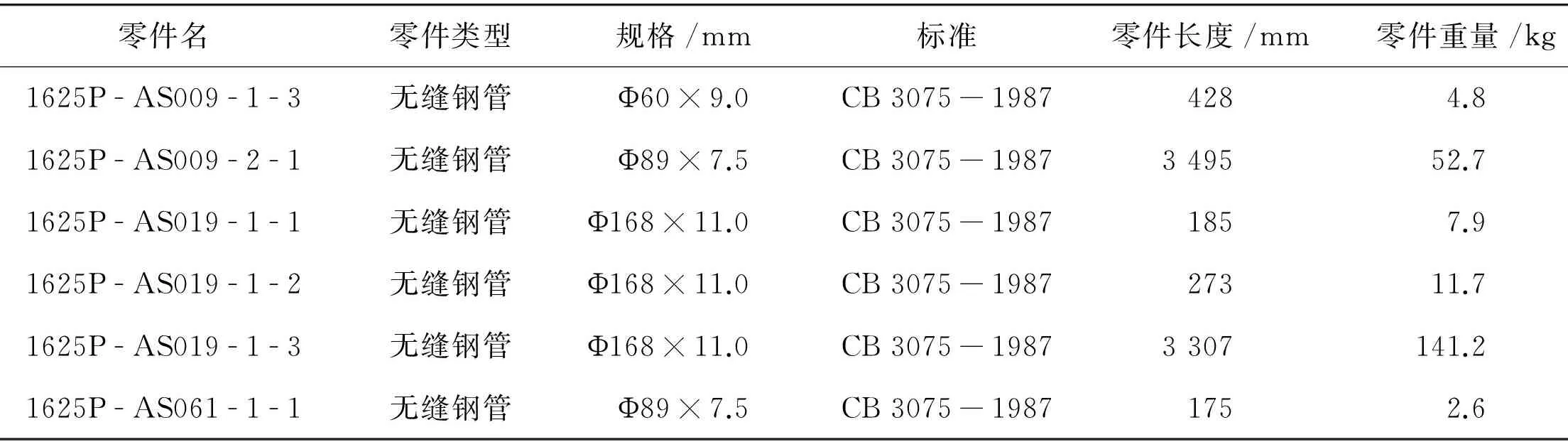
表2 提取的管材清册
5.2 母材库的建立
母材库是系统的一个数据库,主要内容是处理常规的母材类型、规格、数量外还有:余料判断信息——辨别该母材是否是余料,如果是,即优先选用;长度信息——通常为采购长度,如果是余料时即为余料长度;损失量——管材切割时的损失长度,采用锯床时为3mm,采用火焰切割时为5mm;备注——体现余料的名称,由于要求实现余料的二次套料,因此必须要对余料进行编号,可以采用船号-批次号-序号的形式。母材表如表3所示。
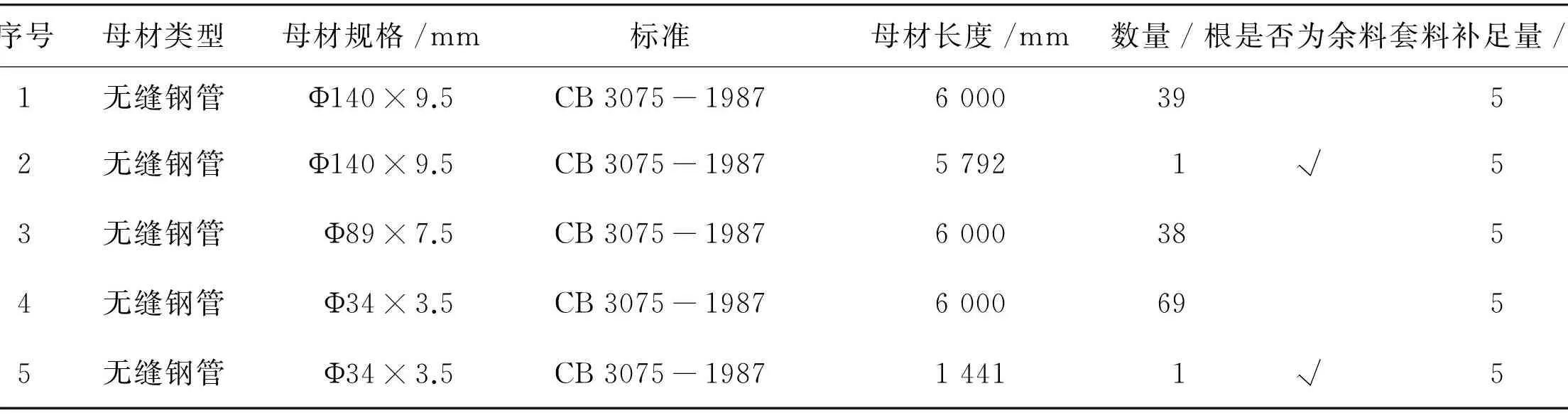
表3 母材表
5.3 套料算法
为了提高结果的优化程度,首先应确立2条原则。
(1) 优先套料原则。如同型材号料一样,管件套料应先考虑长管件,然后根据余料长度拼凑短管件。区分管件长短就必须对管件的号料长度进行排序,以便查找。
(2) 综合利用原则。套料的真正目的是综合利用材料,尽可能减少废料。需确定合理的余料长度判断标准,不能再次利用的余料即作为边角料由管加工内场自由处理[3] 。
管件套料时首先考虑筛选单件管 (1根管子套1个管件);其次考虑2根管,此时需开始考虑切割损失量和余料;接着考虑多根的合套管,此时的算法应和前者有所区别;最后考虑零散管件。算法思路如图2所示。
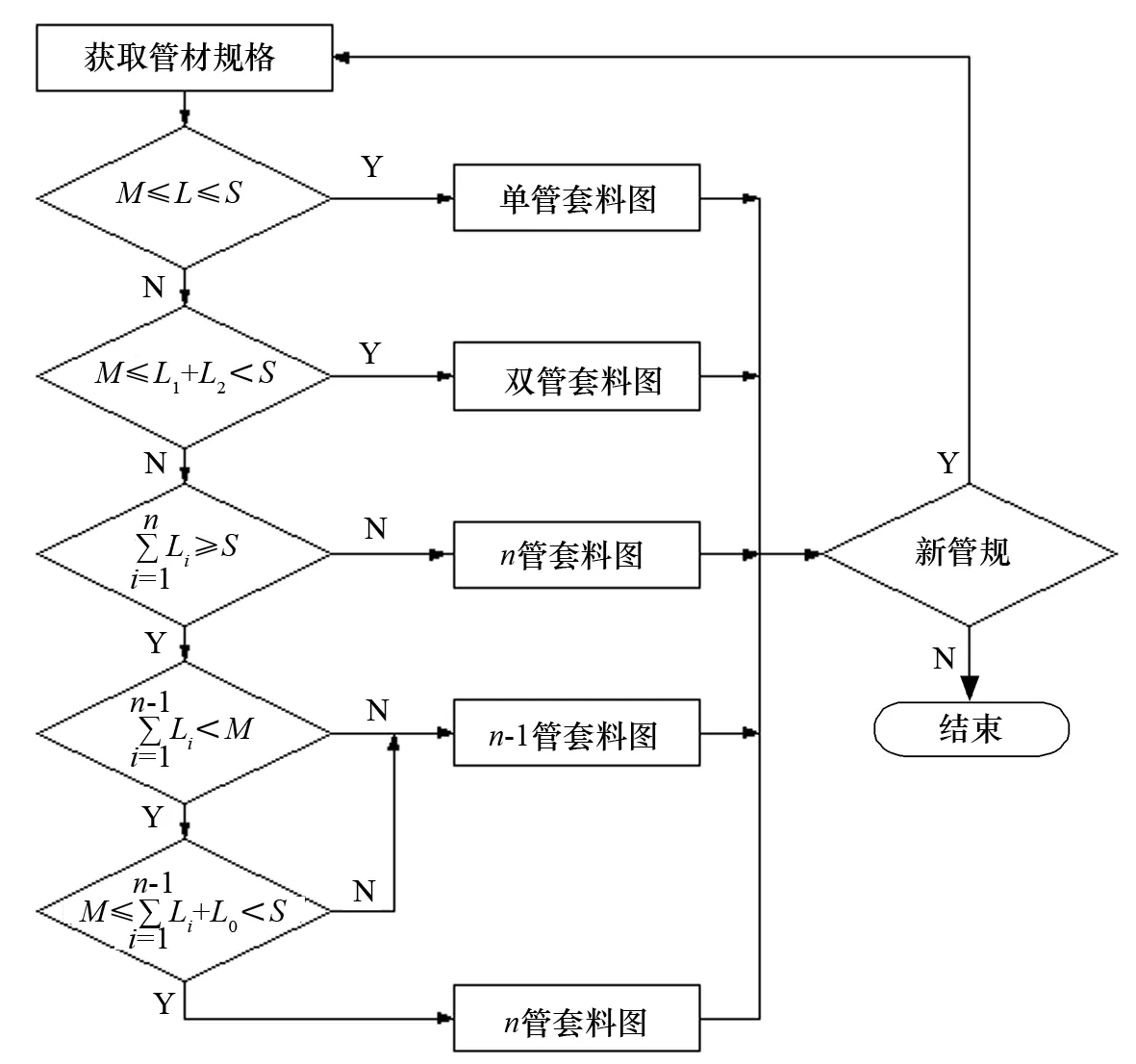
图2 套料算法
设管子母材长度为S,余料标准长度为R,最小套料长度为M,则
M=S-R
据此,管件套料准则为
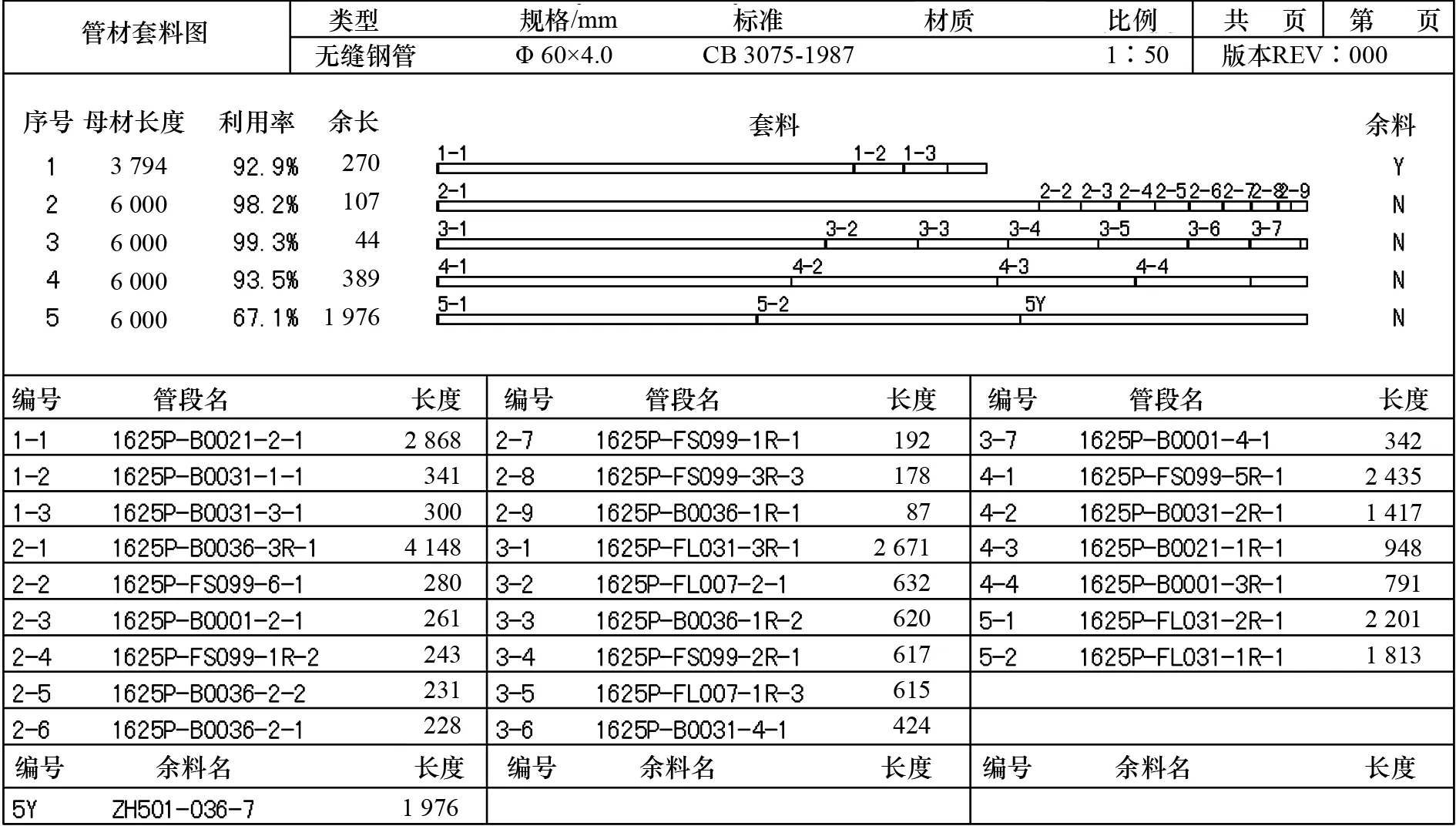
M≤L 式中:L为套料管件的总下料长度。按照这一套料准则,运用正、逆向查找法就很容易确定2件套料管和3件套料管。多件套料较为复杂,其具体做法是先用正向查找法,使 如果 则用逆向查找法选取一根长为L0的管件,使 经过上述4步套料后,剩下的则为零散管 ,它们的总下料长度不会超过最小套料长度。 5.4 结果的体现 套料的结果分两步显示,首先是界面在程序中体现,供设计人员查看,如图3所示。 图3 套料结果显示 选择相应的管材后可以看到该种管材在本次套料中使用的管子根数和每根的利用率,如需进一步提高利用率,就可找到相应的管段在模型中适当修改连接件位置即可。 当认可系统套料结果后可将套料结果输出,套料图比套料表更有直观性,套料图如图4所示。 图4 套料结果 图4中体现了每根管上所套管段的名称,方便管加工内场人员按图套料,经过判断后,满足二次套料条件的余料将编号后入库。 从软件的实际应用效果来看,有以下几点需注意。 (1) 余料标准长度的影响。套料结果受余料标准长度的影响较大,当该批次管件中用作支管的管段较多时,应选取较小的余料标准值。反之,当作用支管的管段太少时,则可选较大值。 (2) 切割损失的影响。管件在下料时对于中小管径一般采用锯床,对于大管径会用火焰切割,不同的切割方式会造成不同的损失量。 (3) 母材长度的影响。就实际应用分析,随着母材长度的增加整管利用率在提升。船舶的货舱区一般较平直,在这个区域内的管子母材可以适当增加,如采用10m、12m定长的管子[4] 。 套料系统的使用虽然增加了一些设计时的工作量,但可以帮助船厂实现对管材的精确管理并提高管材利用率、节约成本。就程序的算法而言,虽然不是最优化的,但在实际应用时已经能够满足现场的需要。系统的不足之处在于目前还不能实现交互式套料。由于管件的数量较大,程序在设计时必然会在计算时间和结果优化上进行取舍,因此在评价阶段通过人工优化方式修改套料结果是一种补偿手段,这是系统需要进一步完善的地方。 [1] 徐宏伟, 王娟. 新模式下的船舶管件生产方法研究[J]. 船海工程,2012(3):33-36. [2] 吕波,唐承统,宁汝新,等. 数控弯管加工过程的计算机模拟[J].系统仿真学报,2006(10): 2936-2939. [3] 李进安. 船体零件套料算法及应用研究[D].大连:大连理工大学,2006. [4] 王进,徐建,张新波,等. 优化套料方法提高系列船建造材料利用率[J]. 黑龙江科技信息,2011(36):34. DevelopmentofComputerAidedPipeMaterialNestingSystem GAOTing,WANGJucheng,HEJia (CollegeofNavalArchitectureandOceanEngineering,JiangsuUniversityofScienceandTechnology,Zhenjiang212003,Jiangsu,China) Astheprogressivelystrengtheningofshipyard'ssenseofcostcontrol,shipyard'spipeprocessingshopsgenerallyadoptpipematerialmanualnestingsoastoimprovematerialutilizationrate.Inordertoimprovenestingefficiencyandquality,onthepremiseoffixed-lengthnestingandonthebasisofcomprehensiveconsiderationofprocessingworkmanshipandexcessmaterialmanagement,asetofpipematerialnestingalgorithmiscreatedwhichisdisplayedinthetypeofnestingdiagrambyextractingthepipingprocessingdatainTribon,realizingtheautomaticnestingofpipematerial.Tribon-oriented,thissystemcanbeappliedtopipematerialnestingduringproductiondesignstage,maximizingthenestingrationality,andimprovingnestingefficiency. pipematerial;nesting;excessmaterial 高 霆(1979-),男,讲师,硕士,研究方向为船舶与海洋工程。 1000-3878(2017)01-0048-05 U A
6 应用分析
7 小结
