钛管手工氩弧焊接工艺
2017-03-15王高飞
何 磊, 王高飞, 兰 玲
(1.海军驻沪东中华造船(集团)有限公司 军事代表室, 上海 200129; 2.上海船舶工艺研究所, 上海 200032)
钛管手工氩弧焊接工艺
何 磊1, 王高飞2, 兰 玲2
(1.海军驻沪东中华造船(集团)有限公司 军事代表室, 上海 200129; 2.上海船舶工艺研究所, 上海 200032)
针对船用钛管,开展手工氩弧焊接技术研究。通过焊接保护气罩的制作和手工焊接试验,分析了钛管的焊接性能。通过对焊缝进行无损检测和力学性能检测,焊缝内没有明显缺陷,抗拉强度达到母材的0.9倍,检测结果符合要求。
钛管;手工氩弧焊;焊接工艺
0 前言
焊接在整个造船周期中约占30%~50%的工作量,为提高造船质量和效率,对先进焊接技术有了更新的要求[1]。同时,随着船舶建造要求的不断提高,出于对造船全周期成本和质量的考虑,对新材料新工艺的需求也日益迫切。
钛及钛合金是一种新型高性能材料,具有较高的强度,密度为4.5 g/cm3左右,仅为钢的60%,具备较高比强度[2],能够在相同强度下显著减轻产品重量,被广泛应用于航空航天、石油化工等领域[3]。同时,钛及钛合金具有良好的耐腐蚀性[4],在海水、石油等易腐蚀介质中能够长期工作,相比目前船舶中常用的不锈钢、镍铜等材料具有更好的耐蚀性能。目前钛及钛合金已经在部分船厂得到小规模应用,其不仅可以减重,提升船舶性能,且钛合金系统拥有全寿命的工作周期,显著降低建造及维护成本。
钛及钛合金在焊接过程中,随着焊缝温度的升高,易吸收空气中的氢、氧、氮等元素。在400℃时焊缝能快速氧化变色,接头性能下降较快[5]。由于钛合金比热较高,同时其导热系数较低,易导致焊接完成后焊缝仍保持着较高的温度,冷却很慢,这就对焊接保护提出了很高的要求。
本文针对海水管路用钛管焊接,开展手工氩弧焊接工艺研究,分析钛合金管的焊接性能,设计适于手工TIG焊的保护气罩,并对完成焊接的钛管进行无损检测和力学性能检测,得到性能优良的焊接接头。
1 试验方法
1.1 试验材料
试验材料为钛管,尺寸为108 mm×3 mm×250 mm,材料化学成分和力学性能如表1所示。焊丝采用纯钛焊丝,牌号为HTA2,直径2.4 mm。焊接保护气采用高纯氩气,纯度≥99.99%。焊接设备为福尼斯交直流焊机,型号为fronius wave 3000。

表1 钛管化学成分及力学性能
1.2 试验准备
1.2.1 焊前清理
首先使用钢丝刷清理焊缝两侧20~30 mm处的焊缝,直至显露出银白色金属光泽,使用白绸布蘸取丙酮擦拭打磨位置,清洗附着在表面的油污及灰尘,保证焊缝及坡口处的清洁。用砂纸打磨焊丝表面去除焊丝表面氧化层,然后使用丙酮擦拭焊丝表面,去除表面的油污及杂质。
1.2.2 焊前准备
焊接位置为平位置,接头形式为管-管对接,焊缝坡口为单边30°坡口,焊缝间隙为0 mm,坡口形式如图1所示。装配时,采用三点法进行点焊。
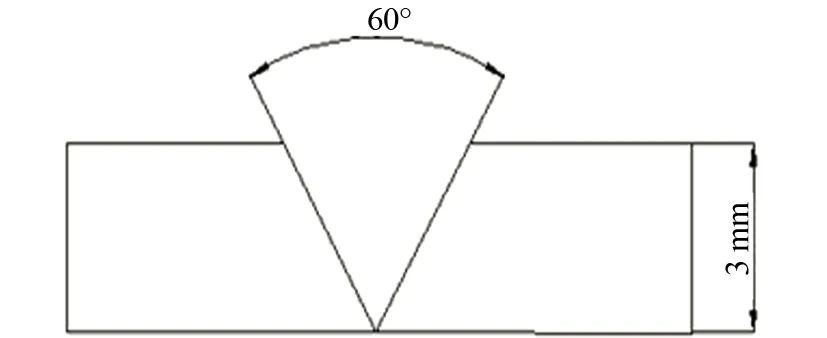
图1 焊缝坡口形式
1.2.3 焊接保护
焊接过程中采用3种保护方式,分别为焊枪保护、保护拖罩保护、背气保护。由3路保护气分别供气,背气保护采用整体充气的方式进行保护,管子两端采用海绵封堵的方式焊接。
中国加入WTO后,真正意义上融入了国际社会,不仅经济得到极大发展,思想又一次得到解放。当时一位年轻的中国经济学博士写道:“既然我们已经下定决心选择了开放与竞争,就没有理由对加入WTO后中国的经济发展与社会进步满怀忧虑,因为WTO对于我们的最终价值在于,它能够对国人较长时间处于相对凝固和禁闭状态的思想观念产生根深蒂固的影响。”
制作钛合金管焊接用的保护气罩,实物如图2所示。保护气罩设计采用独立式的气罩设计,为减轻保护气罩重量,材料选用不锈钢。为达到良好的保护效果,缩减保护气罩高度,并在氩气入口下方,放置多层的细密铜网,分散保护气,这样能对焊缝起到良好的保护作用。

图2 钛管焊接保护气罩
2 焊接试验
焊接过程采用手工加丝的方式进行焊接,焊道布置顺序如图3所示。钛管焊接时,分为5段焊缝进行焊接,示意图如图4所示。打底焊采用自熔的方式进行焊接,盖面层采用手工加丝的方式进行焊接,焊接工艺参数如表2所示。

图3 焊道布置顺序

图4 焊缝位置示意图
焊接过程中须注意:
(1) 焊缝表面颜色,银白色及淡黄色为合格,如出现金黄色或蓝色则为不合格。
(2) 在进行后续焊道焊接时,焊缝需充分冷却,层间温度控制在80 ℃以下;焊接前,清理表面出现的氧化色,并使用丙酮擦拭焊缝表面。
(3) 焊枪摆动幅度较小,保持与焊缝垂直,盖面层采用两道焊道焊接,采用大的焊接参数进行焊接。
表2 钛管手工氩弧焊工艺参数
3 试验结果与分析
3.1 焊缝表面外观
焊接后钛管表面均为银白色,表面未见氧化色,焊缝成形良好,如图5所示。

图5 钛管照片
3.2 焊接管无损检测
无损检测按照标准NB/T 47013《承压设备无损检测》执行。检测项目包括着色渗透探伤和射线探伤检测。着色渗透探伤照片如图6所示,焊缝表面没有裂纹、气孔等缺陷,经检验评定,着色探伤为Ⅰ级,焊缝表面没有缺陷。X射线探伤为Ⅱ级,焊缝内部无裂纹、未熔合等缺陷,焊缝内有极个别气孔存在,但能满足标准要求。

图6 钛管焊缝着色渗透探伤
3.3 焊接钛管力学性能检测
钛管力学试验试样取样位置如图7所示。在0°,180°两个位置加工2个拉伸试样;45°,135°,225°,315°加工4个拉伸试样,2正弯,2背弯,如图8所示。按照钛合金焊接工艺评定标准,弯曲直径选定为10倍的管壁厚,弯曲角度为90°。

图7 钛管力学性能试样取样位置
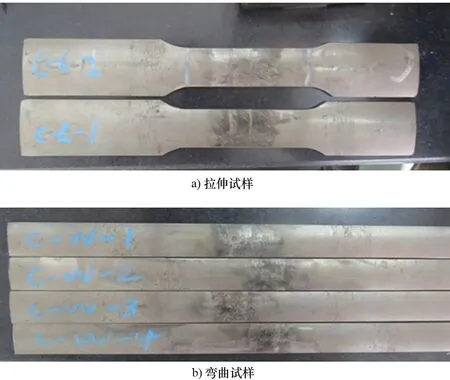
图8 钛管力学性能试验试样
钛管力学试验结果如图9所示。结果显示:两拉伸试样抗拉强度分别为415 MPa和423 MPa,达到母材拉伸强度0.9倍,断裂位置均为焊缝位置;4个弯曲试样受拉面均未发现裂纹。弯曲试验结果符合要求。

图9 钛管力学性能试验结果示意图
[][]
4 结论
通过开展钛合金管手工焊接技术研究,制作完成了钛合金管焊接用保护气罩,获得了表面质量优异的焊缝,经检测焊缝各项性能满足要求,最终形成了适用钛合金管焊接的手工焊焊接工艺。此焊接工艺能够为钛合金管实际生产应用提供参考,提高钛合金管的焊接质量。
[1] 陈家本,华永成,马玉江.造船业应用先进焊接技术的几点思考[J].造船技术,2002(1):29-31.
[2] 张喜燕,赵永庆,白晨光.钛合金及其应用[M].北京:化学工业出版社,2005.
[3] CHRISTOPH L,MANFRED P. Titanium and Titanium Alloys:Fundamentals and Applications[EB/OL]. 2005.
[4] Myers J R,林永新. 钛及钛合金的腐蚀特性和应用[J].稀有金属材料与工程,1985(5):51-59.
[5] 刘会杰.焊接冶金与焊接性[M].北京:机械工业出版社,2007.
TIG Technology of TA2Titanium Pipe
HE Lei1, WANG Gaofei2, LAN Ling2
(1.Navy Representatives Office of Hudong-Zhonghua Shipbuilding Co., Ltd., Shanghai 200129, China;2.Shanghai Shipbilding Technology Research Institute, Shanghai 200032, China)
The TIG welding technology has been researched at the titanium pipe used in the ship. Through the manufacture of the gas shielding tank and experiment of TIG welding, the wielding performance of the pipe has been analyzed. The result of non-destructive test and mechanical property test of the welding beam provides that the welding beam has no defect and the beam tensile strength value is above 0.9 of the value of the pipe. The test result meets the requirement of the standard.
titanium pipe; TIG welding; welding technology
何 磊(1982-),男,工程师,主要从事舰船机电工程工作。
1000-3878(2017)01-0067-04
U671
A
