夹持式高速交叉铺网机控制的研究
2017-03-09山东日发纺织机械有限公司何旭平彭国印石怀海
山东日发纺织机械有限公司 何旭平 彭国印 石怀海/文
产品开发
夹持式高速交叉铺网机控制的研究
山东日发纺织机械有限公司 何旭平 彭国印 石怀海/文
通过分析铺网小车的往返相对运动,用PLC控制与各个监测信号的相互配合,建立起全新的交叉铺网控制系统。在保证成网质量的同时,提高出网速度。
铺网小车 PLC 控制
1 引言
传统铺网机生产的产品所具有的现象是中间略薄、两端较厚,而且所生产的非织造布产品的克重越大,边部两端与中间的厚度所产生的差异就越大。高速铺网机运动速度快,部件的运动质量大,惯性力也随之增大,在铺网的往复过程中,为减少两边换向时纤网的超喂影响,必须精确控制上下小车及前帘驱动电机与后帘驱动电机的频繁起停的加减速时间。如果小车加减速时间过短,就会造成动态冲击力很大,导致运动过程的不稳定,这将直接影响铺网的速度。对此,需规划出最优的加减速控制规律曲线,在减小小车冲击的同时也将保证小车平稳的运行。
传统的梳理机出网速度相对恒定,在铺网小车运动过程中翻转反向加速/减速使纤网超喂,导致纤网两边厚,中间薄,在后续的加固过程中,由于张力因素而使纤网产生横向收缩以及针刺机对纤网中部针刺作用强的缘故,也造成产品边部重量较高。这说明在铺网时,若将边部铺网较薄、中间铺较厚,经过纤网的横向收缩以及后面的针刺加工,就有望得到横向均匀的非织造布。

图1 纤网在铺网机的运动方式
2 铺网机运动控制
纤网从梳理机输出后,经皮帘送到前帘上,有上帘压持,进入前帘和后帘的V型夹口中,因两帘呈倾斜状态,逐渐将薄纤夹紧。两帘夹持的纤网经传动罗拉后改变方向,在铺网小车A中被前帘和后帘夹持,经铺网小车A的往复运动铺叠在成网帘上,由成网帘输出。纤网的运动方式如图1。
铺网层数等于输出纤网的总面积除成网后的总面积:

N:铺网层数;
V2:铺网帘的往复速度(m/min);
W:道夫输出的薄网宽度(m);
V3:成网帘的薄网速度(m/min);
L:成网帘上铺叠成的纤网宽度(m);
为避免由于两端梳理纤网的张力及铺网完成后续加固过程中因牵伸导致的纤维横向收缩,造成纤网厚度在幅宽方向上呈类似二次曲线的凹形不匀分布,即两端厚中间薄,影响产品的质量。需要对各运动部件的速度曲线进行优化调整,改变纤网截面厚度分布,即控制铺网百分比的曲线变化,实现纤网截面轮廓修整功能。下图2为铺网各驱动速度检测曲线,本设计采用积分算法+凸轮控制算法,实现铺网换向的均匀性和同步性。
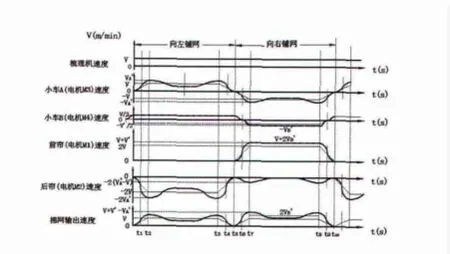
图2 铺网各驱动速度检测曲线
3 上位机介绍
上位机采用工控机+组态模式,全部用户操作通过触摸按钮及对话框来实现完成。系统使用虚拟主轴及梳理机的喂入速度作为所有轴运行的参考速度;系统曲线通过SIMOTION运动控制软件规划每根轴的CAM运动曲线;组态软件中预留CAM曲线规划点设定,以方便现场根据不同材质及克重需求对运行曲线进行修调;组态软件具有配方设定、存储、调用等功能。
上位机控制所能完成的要求具体如下:
1、各执行机构可以在手动模式下进行独立操作;
2、各监测点及执行机构所有的状态在人机界面内均可以观察显示;
3、小车零点校准可以在断电后储存,并且在绝对值编码器配合下长期保持;
4、各传动机构生产相关的参数都可以进行独立的调修及联机修调;
5、曲线可以实时规划、储存、调用和修改;
6、工艺相关参数具有配方记录及调用功能;
7、生产速度:最高车速≤120m/min,出网速度≤80m/min;
8、预留一定比例的控制点,以便于后期加装、更改门保护类产品或产品升级改动。
4 控制系统介绍
高速铺网机控制系统采用西门子SIMOTION控制器控制,驱动器要求性能稳定,便于维护,控制精度高,执行速度快,满足大惯量大扭矩输出需求。
底帘升降调节电机具有供电检测、过载保护功能;张力调节气缸控制具有雅鹿检测及设定功能;上下小车实时位置由绝对值编码器检出;纠偏调节由气缸及光电检测传感器组合控制。
4.1 CPU配置
本系统采用西门子SIMATIC S7-300系列6ES7315-6TG10-0AB0作为PLC控制平台,输入点数8,输出点数8,扩展方便,分布式模型控制,运算能力非常强大,目前伺服的控制周期为1ms,可满足高速的控制要求。通讯模块完成与上位机的数据传输,该模块主要检测输入上下小车的零点及前限位,输出检测伺服使能信号及指示灯,并同时将电机的编码器信息、上下车的绝对编码器位置及设备的输入/输出状态,返回到触摸屏。整套系统完成人机界面、运动规划、I/O逻辑运算、故障诊断及通讯等功能;
4.2 扩展模块
扩展DI模块选用6SE7321-1BH02-0AA0,输入点数16,主要检测前后纠偏,碳帘限位,小车后限位,伺服驱动报警等信号;扩展DO模块选用6SE7322-1BF01-0AA0,输出点16,主要控制前后帘纠偏升降,手动喂入反转及故障停车等执行信号;扩展AI模块选用6SE7331-7KB02-0AB0,主要接收并处理纠偏信号及设备的速度信号;扩展AO模块选用6SE7322-5HF00-0AB0,主要负责喂入输出等动作的速度给定。
4.3 接口模块
接口模块选用IM174模块,控制器与IM174之间的通信专门通过PROFIBUS使用IM174特定额消息帧类型来进行,主要作用是完成CPU与伺服驱动器之间的数据通讯。
下图3为系统结构框图,
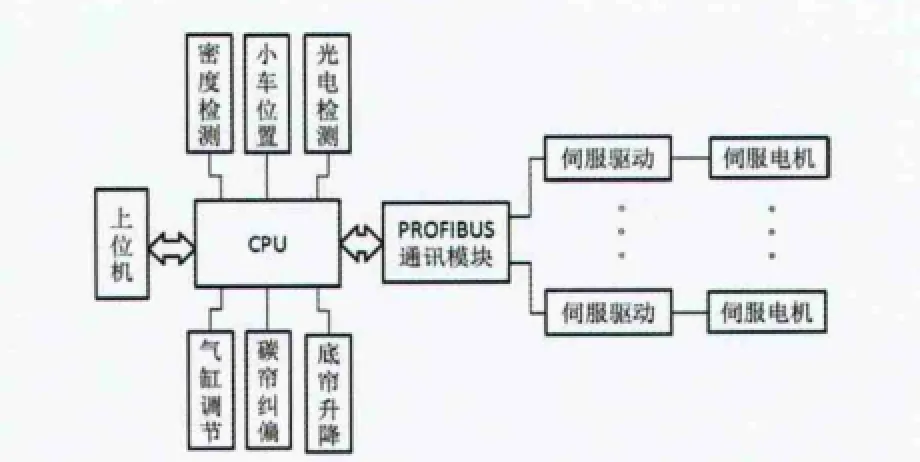
图3 系统结构框图
4.4 光电传感器的选用
碳帘纠偏所用的光电传感器使用洞头耀星电子生产的GUX-UD4524PA/4L(3L),PNP常开,具有四个检测点,可根据检测信号数来设定纠偏电机的纠偏程度。
4.5 伺服控制系统
采用西门子推出的SINAMICS S120伺服驱动器。CPU集成SIMOTION控制器内核,通过PROFIBUS-DP通讯口等时同步通讯模式,实现总线、分布式运动控制系统。伺服电机选用西门子FK和FT系列,组态时通S7TConfig调试软件,使用自动配置方式,可以自动将所有西门子伺服电机及驱动器参数读取,免去繁琐的伺服参数配置过程。减速机选用弗兰德,性能稳定,故障率低,速度位置控制精度高,往复运行冲击小,满足可靠运行速度至少达120m/min。伺服控制结构图如图4。
5 系统软件设计
位于STEP 7编程库中的T-CPU运动控制专用指令功能块,通过简单调用运动控制指令功能块,完成复杂的运动控制任务。同时,可以借助强大的SIMATIC 平台,顺利完成SIMATIC HMI操作画面的开发,SIMATIC NET通讯工作的开发,远程诊断维护工作的开发,等等。本系统采用PLC梯形图编程控制实现各种的逻辑顺序。
下图5为铺网系统主控制检测流程,

图4 伺服控制结构图

图5 铺网系统主控制检测流程
6 结束语
整个系统采用全位置闭环控制,外部使用绝对值编码器或磁致伸缩尺检测铺网小车实时绝对位置可以有效的解决铺网小车因为皮带打滑而引起的位置偏差及累计偏差。在设定及校准好基准点后可以长期保持,简化开机动作。该控制系统可以保证性能稳定,故障率低,速度位置控制精度高,往复运行冲击小,满足铺网工艺需求。