木浆纤维水刺复合不同加固结构纤网时的流失现象
2015-08-24李海娇靳向煜
李海娇,靳向煜,徐 原
(1.东华大学 a.纺织学院;b.产业用纺织品教育部工程研究中心,上海 201620;2.新疆轻工职业技术学院,新疆 乌鲁木齐 830000)
木浆纤维水刺复合不同加固结构纤网时的流失现象
李海娇1a,1b,靳向煜1a,1b,徐原2
(1.东华大学 a.纺织学院;b.产业用纺织品教育部工程研究中心,上海 201620;2.新疆轻工职业技术学院,新疆 乌鲁木齐 830000)
木浆纤维经气流成网后,分别与PP/PE(聚丙烯/聚乙烯)纺黏热轧非织造布、PP/PE短纤热轧非织造布、PP/PE短纤热风非织造布和涤纶水刺非织造布纤网叠合形成试样,通过水刺复合,观察水针冲击过程中不同加固纤网结构条件下木浆纤维的流失现象,研究木浆纤维的流失过程和机理,并分析非织造布纤网结构对木浆纤维流失的影响.试验表明:木浆纤维与非织造布纤网中的纤维缠结以摩擦作用为主,当水针冲击力大于纤维之间的摩擦力,纤维互相分离,木浆纤维易脱离纤网而流失;在相同压力的水针冲击条件下,木浆纤维与PP/PE纺黏热轧非织造布、PP/PE短纤热轧非织造布及PP/PE短纤热风非织造布纤网复合时其流失严重,流失率均高于8%,而涤纶水刺非织造布纤网适于与木浆纤维的缠结,木浆纤维的流失率低,仅为2.95%.
水针;冲击;加固;纤网;木浆纤维;流失
木浆纤维是由木材经揉搓加工和化学处理后所制备的一种天然纤维素纤维,其具备吸湿性好、柔软、可生物降解等特性.但木浆纤维长度短,纤维之间不易形成有效的机械缠结,不适合单独进行水刺加固,一般采用木浆水刺复合技术实现生产.木浆水刺复合技术是指将气流成网法形成的木浆纤维网铺在非织造布纤网上,通过水刺将这两层纤网固结复合.然而,在高压水针的冲击作用下,短小的木浆纤维容易在水流带动下脱离非织造布纤网造成流失,有时流失率高达20%以上.控制木浆纤维的流失,以减少原料的浪费、减轻水过滤系统的负担,是一个共性的技术难题.目前,诸多学者对木浆水刺复合非织造材料的工艺及性能进行了深入的探讨[1-4],但对木浆纤维的流失研究甚少.
木浆纤维与非织造布纤网通过水刺复合,非织造布纤网必须具有适当的孔隙结构,使木浆纤维均匀分布并紧密缠结,从而减少木浆的流失[5].因此,研究非织造布纤网的结构对木浆纤维流失的影响有着重要的意义.本文对水刺加工得到的木浆/非织造布水刺复合材料中纤维之间的缠结状况及木浆纤维的流失现象进行观察,研究木浆纤维的流失机理,分析非织造布纤网结构对木浆纤维流失的影响.
1 原料与试验
1.1原料
木浆纤维长度为2~5 mm,宽度为35.4~45.9 μm,厚度为3~5 μm,回潮率为13.8%.试验选用的4种非织造布纤网:PP/PE纺黏热轧非织造布、PP/PE短纤热轧非织造布、PP/PE短纤热风非织造布和涤纶水刺非织造布,其性能如表1所示.

表1 4种非织造布纤网的性能Table 1 The performance of four nonwovens webs
1.2木浆纤网的制备
木浆纤维成网采用气流成网的方式:将已开松的木浆纤维喂入气流成网机的成形头,成形头中的分散机构对木浆纤维进行分散,形成单根纤维悬浮状态,在输网帘的抽吸负压作用下,木浆纤维通过筛网均匀沉降在输网帘上形成纤维网[6].木浆纤网的面密度为30 g/m2.
1.3水刺复合
水刺装置为DHU-600型水刺试验机,幅宽为600 mm,水针直径为0.12 mm,水针排列密度为16针/cm.
在该试验中,木浆纤网在上层,非织造布纤网为下层,高速水针从上往下喷射冲击,水流作用使木浆纤维转移进入非织造布纤网内并进行穿插缠结[7].采用相同的水刺工艺制备4种不同的木浆/非织造布水刺复合材料试样.水刺工艺参数如表2所示.

表2 水刺工艺参数Table 2 Process parameters of hydroentanglement
1.4流失率测试
木浆纤维的流失率P定义为
(1)
其中:m0为水刺前木浆纤网的干重;m1为水刺前木浆纤网与非织造布纤网干重之和;m2为水刺复合试样的干重.测试仪器为电子天平(梅特勒-托利多仪器有限公司,精度为0.0001 g).
采用TM 3000型扫描电镜观察木浆/非织造布水刺复合材料中纤维之间的缠结结构.
2 木浆纤维基本性能
木浆纤维主要成分为纤维素,并含有少数半纤维素、木质素和其他抽出物.木浆纤维典型的表面形貌如图1所示.由图1可知,木浆纤维在电子显微镜下的形态呈扁平矩形,纤维表面不平滑且不规则,凹凸不平,沿着纤维轴向存在褶皱,表面有纹孔[8].木浆纤维主要的化学结构为纤维素大分子,大分子中每一葡萄糖剩基带3个羟基,因此,木浆纤维吸湿性好.在水刺时,木浆纤维吸水膨胀,使迎水面积变大,水针带动纤维运动的效率提高,纤维的缠结效果好[9].
纤维在外力的作用下,会产生弯曲变形和扭转变形(见图2).纤维的抗弯刚度RB=EI[10],其中,E为纤维的弹性模量,I为横截面惯性矩,因此纤维的弯曲刚度不仅与其内部结构有关,其截面形状也有影响.线密度相同时,扁平状截面的纤维横截面惯性矩小于圆形纤维,扁平状纤维更易弯曲[2].木浆纤维的异形截面形态有利于水刺加固.

图2 木浆纤维扭转示意图Fig.2 Diagram of wood pulp fiber twist
3 木浆纤维的流失机理
木浆水刺复合技术利用高压水针对木浆纤网与非织造布纤网进行穿透,使两层纤网上的纤维相互缠结形成复合非织造材料.喷水板喷出的高速水针直接作用在木浆纤网上,木浆纤维在水流带动下进入非织造布纤网内,不仅与非织造布纤网中的化学纤维发生缠结,同时与周围的木浆纤维发生纠缠,形成多种不同的缠结结构,从而形成具有一定力学强度和延伸性的复合产品.
在水针作用下,木浆纤维之间以及木浆纤维与化学纤维之间的机械缠结来自纤维之间的摩擦作用[11].当外力克服纤维之间的摩擦力,纤维之间发生剪切和分离.木浆纤维长度短,与一般纤维相比,纤维之间相互缠结的点数较少,导致纤维之间的摩擦力小,在水针作用下,纤维之间的摩擦力易被克服,木浆纤维易脱离缠结结构而流失.但是,当木浆纤维之间以及木浆纤维与化学纤维之间缠结结构复杂,即木浆纤维被多个点握持时,纤维之间的摩擦力大,克服纤维分离所需的水针冲击能量就高,从而不易脱离纤网发生流失.
木浆纤维的流失包括下述几个过程.在水针冲击初期,非织造布纤网提供合适的孔隙结构,高速水针带动木浆纤维渗透运动并开始缠结.如图3(a)和3(b)所示,非织造布纤网起到骨架支撑的作用,木浆纤维在进入非织造布纤网的孔隙的同时被化学纤维截留缠结.木浆纤维与化学纤维缠结的同时,木浆纤维之间也发生缠结,但由于木浆纤维长度短,缠结效果差,因此,纤维缠结主体是化学纤维对木浆纤维的缠结固定作用.随着水针冲击过程的进行,木浆纤维继续在非织造布纤网厚度方向穿插,同时木浆纤维吸水润胀,纤维素大分子之间的的氢键被水分子打开,纤维的抗弯模量降低,纤维柔软性增加[1],与化学纤维的勾缠增强.由于水针作用,非织造布纤网内的化学纤维也发生位移,以适应木浆纤维的嵌入.木浆纤维的位移变迁如图3(c)所示,其穿插到非织造布纤网反面,并出现了类似“V型”的缠结结构(见图3(d)).有些木浆纤维只有两端被握持,而大部分悬挂于非织造布纤网反面,这种只有少数几个点被化学纤维握持的木浆纤维可被认为是达到临界缠结状态.随着高压水针继续冲击,当冲击合力大于处于临界缠结状态的木浆纤维与化学纤维之间的摩擦力,木浆纤维脱离化学纤维的握持,离开非织造布纤网而发生流失.
(a) 木浆/PP/PE短纤热风非织造布水刺复合材料正面

(b) 木浆/PP/PE短纤热轧非织造布水刺复合材料正面

(c) 木浆/PP/PE短纤热风非织造布水刺复合材料截面

(d) 木浆/PP/PE短纤热轧非织造布水刺复合材料反面图3 木浆/非织造布水刺复合材料的扫描电镜照片Fig.3 SEM photographs of wood pulp fiber/nonwoven hydroentangled composite materials
木浆纤维在水针冲击过程中形成的缠结结构存在如图4所示的几种典型情况,其中,木浆纤维临界缠结状况为V型和L型缠结结构.

图4 木浆纤维与化学纤维的缠结结构示意图Fig.4 Diagram of the entwined structures of wood pulp fiber and chemical fiber
图4(a)所示的 “V型”结构中木浆纤维只有两端被化学纤维握持而中部悬空,图4(b)所示的“L型”结构中木浆纤维长度短,这两种结构中纤维之间的缠绕点少,纤维之间的摩擦力小,导致化学纤维对木浆纤维的握持作用弱,在高压水针的作用下,纤维之间的摩擦点容易被破坏,纤维之间发生分离造成木浆纤维脱离缠结结构而流失.当木浆纤维与化学纤维之间的缠绕点多、多根纤维紧密缠绕时,会呈现如图4(c)和4(d)所示的“M型”结构及复杂缠结结构.此时,纤维之间互相支撑、握持、交叉、挤压形成锁结结构,纤维之间的摩擦力大,化学纤维对木浆纤维的握持作用强,破坏纤维之间的摩擦点所需外力将增大,纤维之间发生分离的可能性将大大减小,木浆纤维不易脱离缠结结构而流失.
另外,木浆纤维强力低,吸水润胀后在足够的外力作用下会发生帚化甚至断裂.帚化是指纤维的部分原纤从主体纤维中裂解成丝,形如扫帚[12].但通过多张电镜照片观察,可以发现木浆纤维在水针作用下几乎没有发生帚化,也无破裂现象(见图5),这可能是因为水刺压力较低,水针对纤网的冲击力小,纤网承受的水针能量低.

图5 木浆纤维在水针作用下无破坏现象SEM图Fig.5 SEM photographs of no damage phenomenon of wood pulp fiber during the hydroentanglement
4 非织造布纤网结构对木浆流失的影响
4种不同结构的非织造布纤网与木浆纤维水刺复合,在相同的冲击压力条件下,木浆纤维流失率大小:PP/PE纺黏热轧非织造布(12.77%)>PP/PE短纤热轧非织造布(11.59%)>PP/PE短纤热风非织造布(8.17%)>涤纶水刺非织造布(2.95%),木浆纤维与涤纶水刺非织造布纤网复合时其流失率最低,而与PP/PE纺黏热轧非织造布纤网复合时其流失率最高,这与4种非织造布纤网的加固方法及结构形态有关.
4.1非织布纤网加固方法对木浆纤维流失的影响
PP/PE纺黏热轧非织造布纤网和PP/PE短纤热轧非织造布纤网均为热轧加固的纤网结构,为典型的两相结构,包括热轧点区和非热轧点区,电镜照片如图6(a)和6(b)所示.从图6(a)和6(b)可以看出,非热轧点区为纤维多孔结构,木浆纤维主要在此区域与纤网中的纤维发生缠结;热轧点区由于纤维中低熔点组分熔融成为薄膜状结构,无法参与纤维缠结,木浆纤维在此处不黏附并在水流作用下发生平面滑移,这阻碍了木浆纤维的穿插;另外,热轧点周边的PP/PE纤维被热黏合所固定,这在一定程度上减弱了PP/PE纤维的运动效果和对木浆纤维的握持.热风加固的PP/PE纤网内交叉纤维之间发生熔融形成黏着点,黏着点面积小且远远小于热轧加固形成的轧点,非交叉点上的纤维之间基本无黏结,纤维之间有间隙,但是PP/PE纤维被黏着点粘连,纤维的运动也受到限制,这降低了PP/PE纤维与木浆纤维的缠结效果.

(a) PP/PE短纤热轧非织造布纤网

(b) 木浆/PP/PE短纤热轧非织造布水刺复合材料正面

(c) 涤纶水刺非织造布纤网

(d) 木浆/涤纶水刺非织造布水刺复合材料正面图6 非织造布纤网及木浆纤维与非织造布纤网缠结的电镜照片Fig.6 SEM photographs of nonwoven web and entanglement between wood pulp fiber and nonwoven web
而水刺加固的涤纶非织造布纤网为机械缠结形成的纤维集合体结构,如图6(c)和6(d)所示,纤维之间主要通过缠绕抱合、圈套、穿插形成固结点,与纺黏热轧、短纤热轧及热风非织造布纤网中纤维熔融点的固定形态不同,在水针作用下,固结点处的纤维可以通过移动、变形打开固结结构,有利于木浆纤维的嵌入.因此,在水针作用下,涤纶纤维容易通过产生位移来帮助木浆纤维的穿插,从而增加了对木浆纤维的握持和缠结,使得木浆纤维的流失率大幅降低.综上所述,非织造布纤网加固方法对木浆纤维流失的影响较大,即非织造布纤网的结构决定木浆纤维的穿插缠结和流失程度.
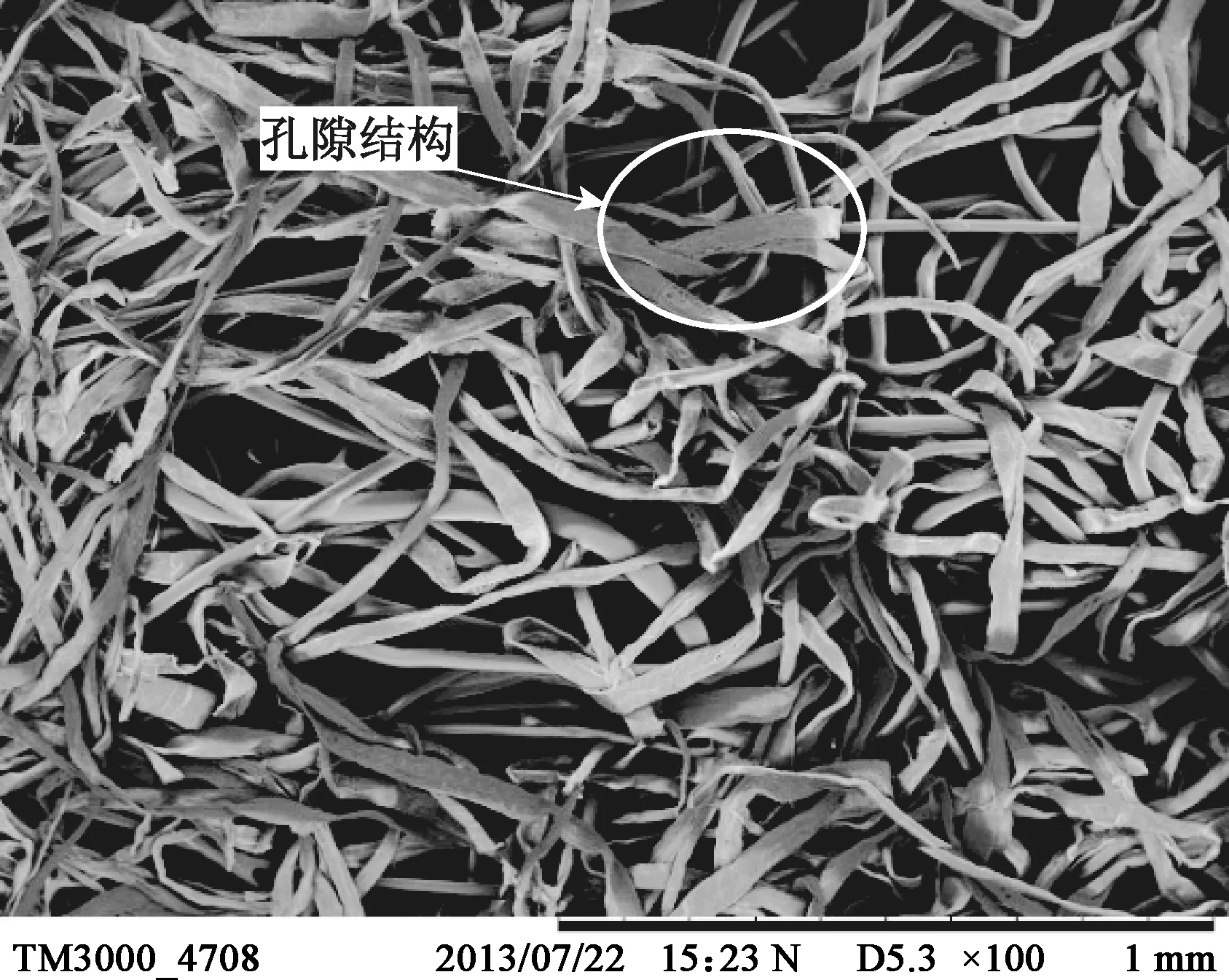
4.2非织造布纤网孔隙结构对木浆纤维流失的影响
由第3节分析可知,当木浆纤维与非织造布纤网中的纤维缠结点越多,缠结越紧密时,纤维之间的摩擦力越大,木浆纤维越不易流失.纤维之间的缠结紧密程度与非织造布纤网中纤维的排列分布有关.4种非织造布纤网的孔径分布与孔径指标分别如图7和表3所示.

图7 非织造布纤网的孔径分布Fig.7 Pore size distribution of nonwoven webs

表3 非织造布纤网孔径指标Table 3 The pore size of nonwoven webs μm
从图7和表3可以看出,涤纶水刺非织造布纤网的孔隙直径分布最窄,孔隙结构最为均匀且平均孔径小于其他3种非织造布纤网;PP/PE短纤热风非织造布纤网的孔径分布最宽,平均孔径最大;PP/PE短纤热轧非织造布纤网和PP/PE纺黏热轧非织造布纤网的孔隙结构较为接近,介于涤纶水刺非织造布纤网和PP/PE短纤热风非织造布纤网之间,但PP/PE纺黏热轧非织造布纤网孔径稍大于PP/PE短纤热轧非织造布纤网.
涤纶水刺非织造布纤网具有良好的空间结构,纤维排列相对最紧密,纤维之间的孔隙尺寸较小,这使得涤纶纤维与木浆纤维以及木浆纤维之间缠结紧密,纤维之间的摩擦力大,纤网对木浆纤维的握持能力强,木浆纤维流失较少;另外,水刺非织造布纤网内涤纶纤维的无规则缠结,使得纤网内部微孔的迂曲度高,这大大增加了木浆纤维与涤纶纤维之间的接触面积,纤维之间的摩擦增多,进而在水针作用下纤网对木浆纤维的握持增强,木浆纤维流失减少.
PP/PE纺黏热轧非织造布纤网和PP/PE短纤热轧非织造布纤网中纤维和纤维之间的孔隙相对涤纶水刺非织造布纤网大,这导致木浆纤维与纺黏热轧及短纤热轧非织造布纤网中纤维的接触面积变小,纤维之间的摩擦变小,纤网对木浆纤维的握持减弱,木浆纤维流失增加.纺黏热轧非织造布纤网和短纤热轧非织造布纤网厚度相对较小,木浆纤维的运动路径相对较小,纤维之间摩擦减小,在一定程度上木浆纤维的流失增加.另外,从图8可以看出,纺黏热轧非织造布纤网内有些孔隙为贯通孔,孔径大,短小的木浆纤维会在水流带动下从这些孔隙中快速流失.纺黏热轧非织造布纤网内PP/PE纤维直径大于短纤热轧非织造布纤网的PP/PE纤维,则短纤热轧非织造布纤网中的PP/PE纤维柔软性较好,提高了PP/PE纤维与木浆纤维之间的缠结效果.通过SEM和图像测试软件测量发现,短纤热轧非织造布纤网中轧点间距大于纺黏热轧非织造布纤网中轧点间距(见图8和9),导致短纤热轧非织造布纤网内的纤维运动程度较大,在水针作用下纤网中的纤维与木浆纤维的缠结效果提高,木浆纤维的流失减少.综上分析可知,相对纺黏热轧非织造布纤网,短纤热轧非织造布纤网与木浆纤维的缠结效果较好,木浆纤维流失率相对较低.

图8 PP/PE纺黏热轧非织造布纤网电镜照片Fig.8 SEM photograph of PP/PE fiber spunbond point bonded web

图9 PP/PE短纤热轧非织造布纤网电镜照片Fig.9 SEM photograph of PP/PE staple fiber point bonded web
PP/PE短纤热风非织造布纤网结构蓬松,厚度最大,在水针作用下木浆纤维的运动路径长,木浆纤维与PP/PE纤维之间接触时间长且面积大,纤维之间的摩擦大,纤网与木浆纤维的缠结效果好.同时,热风非织造布纤网内黏着点小,纤维相对两种热轧加固纤网中的纤维更易移动和对木浆纤维进行握持,提高了纤网与木浆纤维的缠结效果,木浆纤维流失减少.但是热风非织造布纤网中纤维排列最疏松,纤维之间的孔隙大,这减弱了木浆纤维与PP/PE纤维的缠结效果,甚至有些木浆纤维在水流作用下会从大的孔隙中直接流失.另外,纤网内PP/PE纤维直径有两种规格,分别为37.99和21.58 μm,相对纺黏热轧非织造布纤网和短纤热轧非织造布纤网,纤维粗、刚度大,这相对减弱了PP/PE纤维与木浆纤维的缠结效果.综合而言,虽然热风非织造布纤网内孔隙相对最大,但由于其纤网厚且结构蓬松,使得木浆纤维穿越路径变长,运动过程中接触面积增加等因素占主导,造成热风非织造布纤网木浆纤维的流失率低于短纤热轧和纺黏热轧非织造布纤网.
5 结 语
本文利用水刺的方法将木浆纤维与4种不同加固方式的非织造布纤网复合,主要研究了水针冲击条件下木浆纤维的流失机理和非织造布纤网结构对木浆纤维流失的影响.木浆纤维的流失包括3个过程:非织造布纤网起到骨架作用,对木浆纤维握持缠结;木浆纤维在水流带动下沿纤网厚度方向穿插,形成多种缠结结构;水针冲击木浆临界缠结结构,纤维之间的摩擦阻力被克服,木浆纤维脱离纤网流失.在相同的水针冲击条件下,PP/PE纺黏热轧非织造布、PP/PE短纤热轧非织造布和PP/PE短纤热风非织造布纤网结构复合的木浆纤维流失严重,流失率均高于8%,而水刺加固的涤纶非织造布纤网适于与木浆纤维的缠结,木浆纤维的流失率低,仅为2.95%.水刺加固的纤网有利于木浆纤维的穿插缠结,降低木浆纤维流失率.在适合木浆纤维穿插缠结的孔隙直径范围内,随着纤网孔隙的减小,木浆纤维的流失呈减少趋势.
[1] 言宏元.水刺木浆复合非织造布工艺与性能研究[J].产业用纺织品,2009(5):11-14.
[2] 张静峰,靳向煜,饶剑辉.木浆及木浆纸水刺非织造布的结构与性能[J].纺织学报,2005,26(3):51-53.
[3] 张静峰,靳向煜.木浆纸水刺复合非织造布工艺与性能研究[J].非织造布,2005,13(3):18-20.
[4] 张静峰,靳向煜.木浆水刺复合非织造布成形与性能研究[J].产业用纺织品,2005(7):19-22.
[5] 王从南.纺黏与木浆复合的水刺擦拭布[J].非织造布,2002,10(1):1.
[6] 柯勤飞,靳向煜.非织造学[M].上海:东华大学出版社,2008.
[7] POURMOHAMMADI A,RUSSELL S J,HÖFFELE S.Effect of water jet pressure profile and initial web geometry on the physical properties of composite hydroentangled fabrics[J].Textile Research Journal,2003,73(6):503-508.
[8] 王宝玉.木浆纤维表面化学特性与纸页强度关系的研究[D].广州:华南理工大学轻工与食品学院,2011:81-82.
[9] 刘亚,程博闻,庄伟,等.竹浆黏胶纤维水刺非织造布加工工艺与产品性能[J].纺织学报,2009,30(7):55-56.
[10] 于伟东,储才元.纺织物理[M].上海:东华大学出版社,2009.
[11] GRISHANOV S,TAUSIF M,RUSSELL S J.Characterisation of fibre entanglement in nonwoven fabrics based on knot theory[J].Composites Science and Technology,2012,72(12):1331-1337.
[12] 陈函.CPC水刺复合非织造材料的成型和性能研究[D].上海:东华大学纺织学院,2008:38-39.
Wood Pulp Fiber Loss Phenomenon in Different Consolidated Structures of Fiber Web during the Hydroentangled Composite Process
LIHai-jiao1a,1b,JINXiang-yu1a,1b,XUYuan2
(a.College of Textiles; b.Engineering Research Center of Technical Textiles,Ministry of Education,1.Donghua University,Shanghai 201620,China; 2.Xinjiang Institute of Light Industry Technology,Urmuqi 830000,China)
Wood pulp fiber web,which is formed through air-laid forming system,is combined with four nonwoven webs respectively,that is,PP/PE(polypropylene/polyethylene) fiber spunbond point bonded nonwoven,PP/PE staple fiber carded point bonded nonwoven,PP/PE staple fiber carded through-air bonded nonwoven and PET(polyester) fiber carded hydroentangled nonwoven,then integrated by hydroentangling to produce four coherent bi-layer fabrics.The wood pulp fiber loss phenomenon integrated with the second layer webs of different consolidated structures during the spraying of water jets is observed.The process and mechanism of wood pulp fiber loss is studied,and the impact of the nonwoven structures on the wood pulp fiber loss is analyzed.The experiments show that the entwining between wood pulp fiber and fiber in the web mainly is the result of friction,as the water impact force is greater than the friction between the fibers,fibers are separated,wood pulp fiber tends to leave the fiber web and lose.Under the same pressure of water jets spraying,when the PP/PE fiber spunbond point bonded nonwoven,PP/PE staple fiber carded point bonded nonwoven and PP/PE staple fiber carded through-air bonded nonwoven fiber webs are served as base materials respectively,the values of wood pulp fiber loss are great,all above 8%,but PET fibers spunlaced nonwoven fiber web optimizes wood pulp fiber entanglement and the value of wood pulp fiber loss is low,which only 2.95%.
water jet; spraying; consolidate; fiber web; wood pulp fiber; loss
1671-0444(2015)02-0196-08
2013-11-26
李海娇(1989—),女,浙江台州人,硕士研究生,研究方向为非织造材料与工程.E-mail: lhj19891109@163.com
靳向煜(联系人),男,教授,E-mail:jinxy@dhu.edu.cn
TS 172
A
