大型水箱可调量具设计
2017-03-09赵玉波陆迺田苏宾陈重信
赵玉波,陆迺田,苏宾,陈重信
(1.中国科学院沈阳计算技术研究所有限公司, 辽宁 沈阳 1 1 0 1 6 8;2.中航工业沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 1 1 0 0 4 3)
大型水箱可调量具设计
赵玉波,陆迺田,苏宾,陈重信
(1.中国科学院沈阳计算技术研究所有限公司, 辽宁 沈阳 1 1 0 1 6 8;2.中航工业沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 1 1 0 0 4 3)
本文介绍一种特殊量具。该量具主要解决了在机械设备的检测中因被检测零件与其周围的其它零件距离太近,造成量具与周围的其它零件产生干涉,致使常规量具无法检测的问题。
量具;设备检测;精度
机械设备的精度主要取决于机械加工精度和组装精度。事实上随着我国数控机床的快速发展,机械加工精度有了很大的提高。但机械设备安装后的精度比世界工业发达国家还有不小的差距。所以组装过程及组装后的检测技术是其重要组成部分。检测就像一把尺子。而且很多情况下需高精度检测。调试过程离不开检测。鉴定一个零件或一个产品的最终精度更是靠检测。但在有些情况下因各种原因,采用常规的量具无法测量。所以必须根据具体情况设计专用量具。尤其是对高精度的检测,设计专用量具难度较大。设计土洋结合的量具是解决此类问题的有效方法之一。
1 具体问题
图1所示是在大型水箱中垂直安装相互平行的3根T 3 6 x 6丝杠的横截面图(即水平横截面)图。
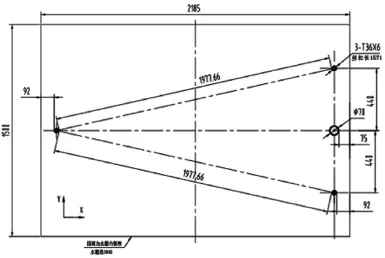
图1 1:1 0
由于丝杠之间中心距很大,而丝杠与水箱侧壁之间的距离又太近(仅9 2 mm)。从而导致3根丝杠安装后的中心距无法测量。因为卡尺尾部的多余长度远远超过9 2 mm。就连卡尺的游标长度也超过了9 2 mm。如果用游标卡尺量爪的外侧测量,不仅卡尺尾端与水箱内侧壁产生干涉,而且量爪外侧直线段的长度也不够)。由于该三根丝杠之间的相互平行度要求较高(仅为0.0 5 mm)。所以不仅要设计适合于此种情况下的专用量具。而且该专用量具必须具有较高的测量精度。
2 量具要求
(1)保证在测量过程中量具的头部和尾部与水箱的侧面不得产生任何干涉现象,并要留有足够余量的空间。
(2)测量过程要简单、方便、快捷(因为还要涉及到3根丝杠安装后中心距的调整问题,调整次数比较多)。
(3)由于设备在运行过程中3根丝杠上的3个丝母要在丝杠全长1 5 0 0范围内运动。为满足3根丝杠相互平行度0.0 5 mm的要求。测量精度应为0.0 2 mm。
3 量具结构
该量具是通过测量两丝杠内侧外圆表面之间的距离再加上丝杠外径尺寸而计算出中心距的。这样就缩短了量具的总长度。该量具的基体应选用有足够刚度的构件作为量具的基体,选择6.3号槽钢作为量具的基体。在该基体上的某一长度部位安装(固定)一精度为0.0 2 mm的游标卡尺。(该段长度应选一个尺寸精度十分精确的正整数,以方便测量时计算。其长度尺寸公差不得超过±0.0 3)。该量具相当于通过小卡尺的特殊应用使小卡尺变为具有特殊功能的大卡尺,而具解决了常规大卡尺因尺尾干涉到其它零件导致不能测量的问题。该量具的可移动部分必须位于两丝杠之间的区域范围内。以避免与水箱内侧壁干涉。具体方法见图2、3。

图2 1:1 0
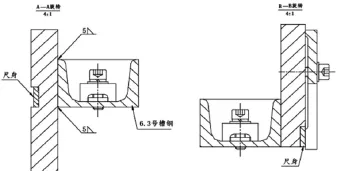
图3 1:4
量具基体的形状及卡尺在基体上的定位形态见图4。现场使用状态见图5。
4 量具体的加工及整个量具的安装与调整
(1)量具体的加工应该选择高精度的铣床加工,最好在数控铣床上加工。必须一次装夹全部加工完成,以确保量具体具有高精度的尺寸公差和形位公差。
(2)安装与调整。虽然组装很简单。但需仔细调整。尤其是游标卡尺的尺身较长,而压板的作用面积较小。压板压紧后很容易造成尺身变形致使游标不能自由顺利滑动。另外在两个压板都压紧后容易导致游标拉不动。这些问题首先要通过机械加工精度保证在尺身上支撑卡尺的两个平面应共面。必须一次装夹加工而成。另外卡尺的两处都被压紧后必然产生微小变形。该问题要靠钳工师傅精确修研被压表面以及在保证压板有足够压力的情况下使两个压板的压紧力有所不同得以解决,最终达到游标能在游标卡尺的尺身全长上自由顺利滑动。
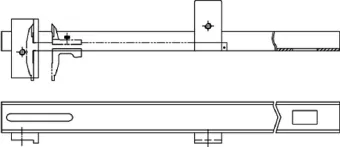
图4 1:1 0
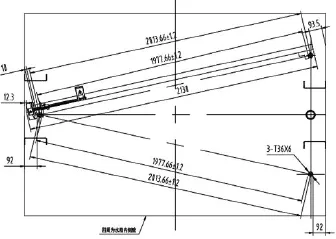
图5 1:1 0

T H 1 2 2
A
1 6 7 1-0 7 1 1(2 0 1 7)0 1(上)-0 1 5 8-0 2
沈阳市科技计划项目。
项目编号:F 1 5-0 0 8-2-0 0