AUT校准试块的制作和质量控制
2017-02-27张立艳
陈 亮,张立艳
(海洋石油工程股份有限公司, 天津 300452)
AUT校准试块的制作和质量控制
陈 亮,张立艳
(海洋石油工程股份有限公司, 天津 300452)
AUT校准试块作为AUT系统校准的唯一标定试块,其加工质量直接影响系统的可靠性。通过监控AUT校准试块加工的每个环节,准确测量各反射体的加工精度及综合效果,获得了高质量的AUT校准试块。总结出了试块加工的质量控制方法,以为同行提供借鉴。
AUT;校准试块;质量控制;反射体
目前,全自动超声波检测技术(AUT)已广泛应用于海底管道环焊缝检测。AUT检测系统在进行焊缝检测前,需按标准要求设计制作AUT校准试块。AUT校准试块作为整个系统的校准及各通道灵敏度设置的唯一校准试块,其试块用料、反射体设计及反射体加工质量直接影响到AUT系统的可靠性、灵敏度及显示评定的准确性,对焊缝的质量控制起着至关重要的作用。
笔者通过监控AUT校准试块加工的每个环节,准确测量各反射体的加工精度及综合效果,总结出了试块加工的质量控制方法。
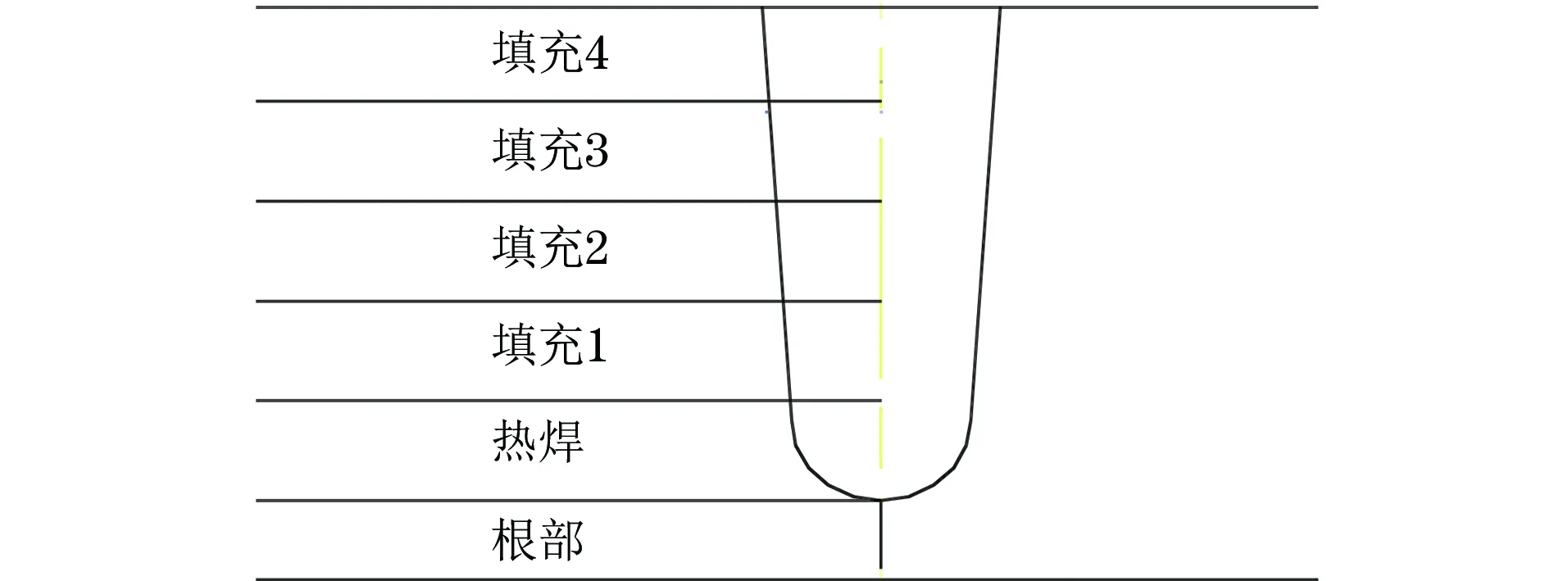
图1 试块的典型焊缝分区示意
1 试块设计方案
使用的AUT检测系统采用分区扫查(典型分区见图1),焊缝分区将焊缝划分为若干个分区,每个分区的高度一般为1~3 mm,每个分区以焊缝中心线为界,分为上游、下游两个通道(典型试块反射体布置见图2),其检测结果在带状图上以相对应的通道显示出来(典型带状图的显示见图3)。AUT校准试块的设计是根据焊缝分区,在每个分区设置一个独立的反射体[1],反射体类型及尺寸参照灵敏度、检出率及最小缺陷检测能力的相关要求,通常采用平底孔及表面槽的形式。每个分区采用一组独立的波束进行检测(典型通道检测波束路径见图4),以此达到AUT检测快速、高效、缺陷定位准确的要求。
2 试块材料选取
选取规格为(外径×壁厚)φ457 mm×19.1 mm的管料进行加工。试块用材料在项目用管上截取700 mm长,截取的管的壁厚应达到管材制造公差要求。对试块加工的管料进行管料材质证书,炉批号等信息的跟踪,并进行表面外观检测,超声波0°纵波检测及表面磁粉检测,壁厚测量及材料的声速测量,所有检测出具相关检验报告。
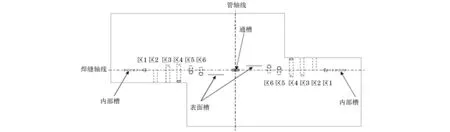
图2 典型试块反射体布置示意
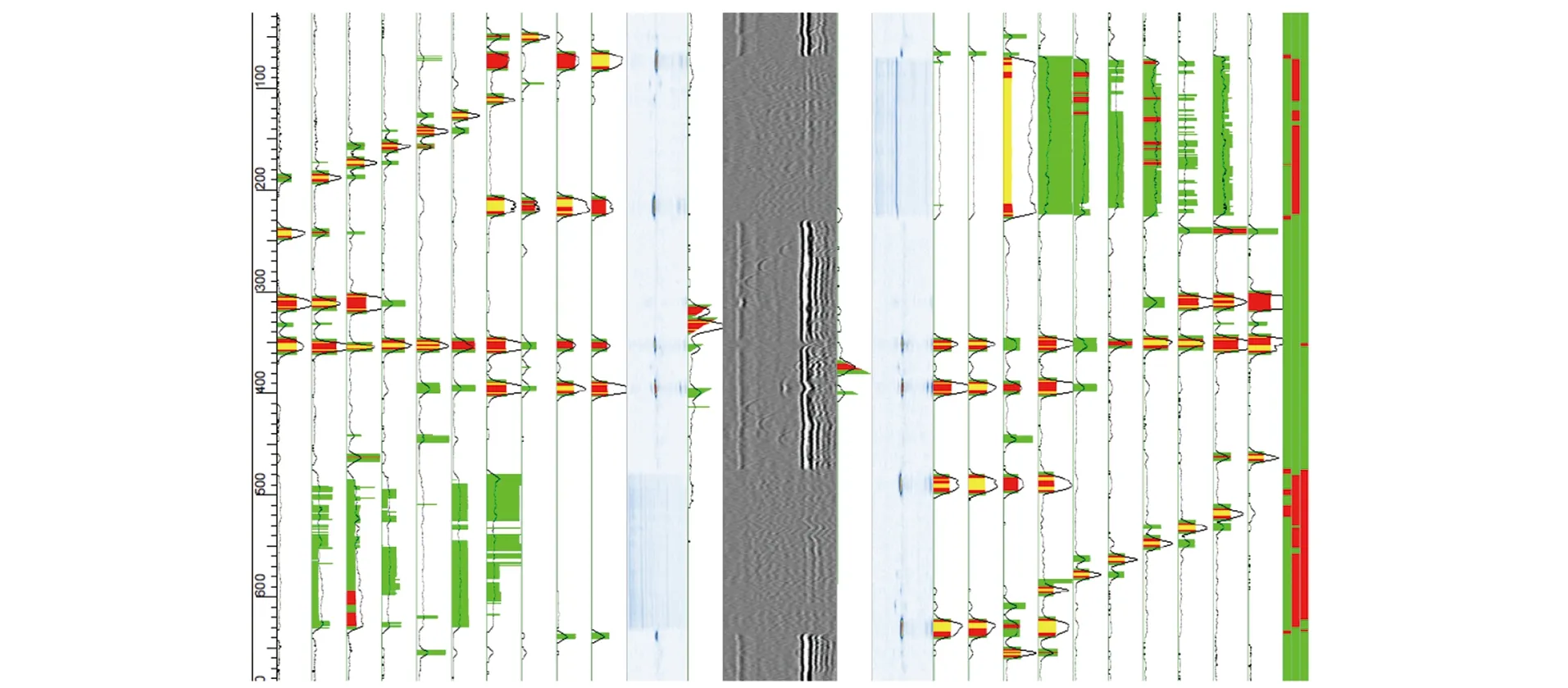
图3 试块的典型带状图显示
3 反射体加工方法
对于不同的反射体类型,采用不同的加工方式。平底孔类型反射体,采用机加工方法完成;槽类型反射体采用电火花(EDM)方法完成,保证反射体加工的精度。
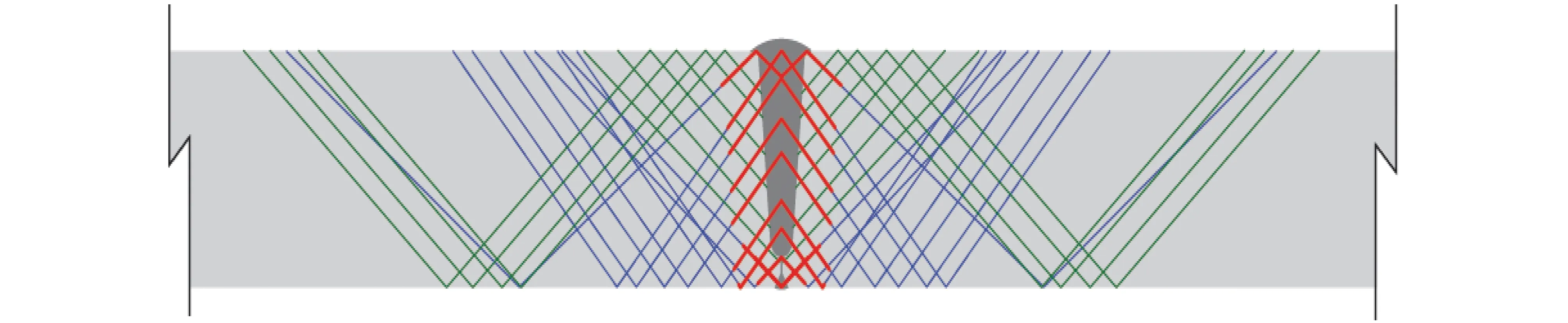
图4 试块的典型通道检测波束路径
4 反射体质量控制
4.1 精度控制
依据批准的AUT试块设计图纸,进行所有反射体加工的精度测量。对于平底孔反射体,测量孔的深度,长度,角度,孔径,直线度及端部的平直度。对于槽反射体,测量槽的深度,高度,宽度,长度及横向位置。反射体加工精度测量采用覆膜方法,通过专业测量软件对覆膜进行相关尺寸测量,采用专用工具进行反射体角度及位置的测量。
4.2 对称性控制
在试块组装前,使用校验好的超声波设备,对于可进行超声检测的反射体进行手动超声波检测以验证上下游反射体的对称性(测量数据见表1),确保反射体反射回波信号偏差在2 dB范围内[1],探头步进偏移偏差控制在1 mm之内。
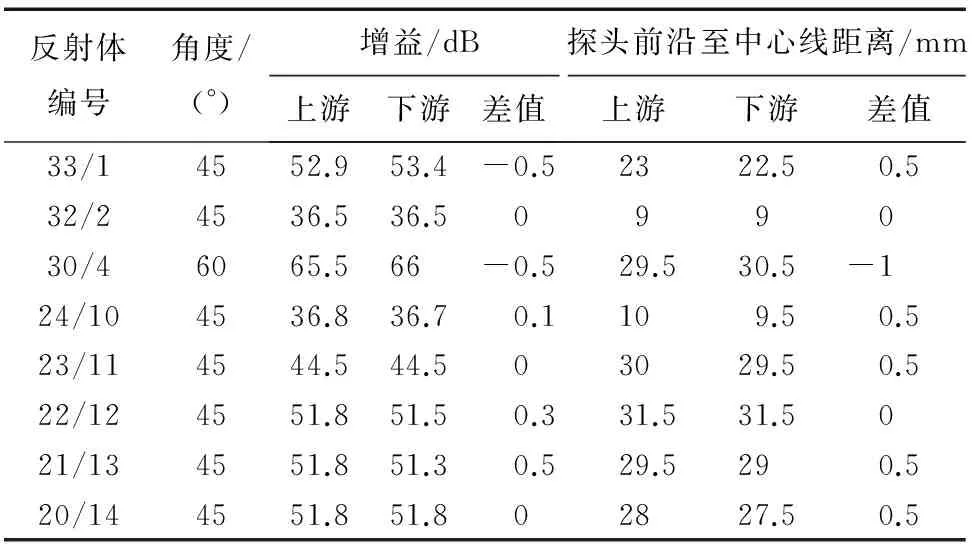
表1 组装前反射体对称性测量数据
由表1得知,试块组装前,上下游反射体增益偏差最大为0.5 dB,达到标准[1]规定的2 dB要求。
另外,需注意平底孔反射体在整体装配前应进行端部保护,以防止水、油等异物进入,影响系统校验灵敏度。
4.3 试块装配尺寸控制
试块装配完成后,需对其进行圆度测量,反射体加工区域与管体其他区域应在同一个圆度上,精度应不影响探头的移动。
5 试块综合性能验证
使用设置完成的AUT系统对装配好的试块进行综合性能测试。测试过程中,上下通道采用相同的检测角度、聚焦法则、第一晶片位置及晶片数量,分别测量上下游反射体的回波增益,其差值应小于2 dB,相邻反射体相互无影响,相邻通道波束需达到5%~40%[1]的波束覆盖,上下游探头至中心线偏差不超过1 mm,试验数据见表5。
由表5得知,试块加工完成后,所有通道AUT检测增益偏差最大为1.5 dB,满足标准规定的2 dB要求[1]。
通过全面有效的质量监控,加工试块的所有反射体均满足标准要求,能保证AUT系统检测的可靠性及缺陷评定的准确性,达到了工程使用要求。
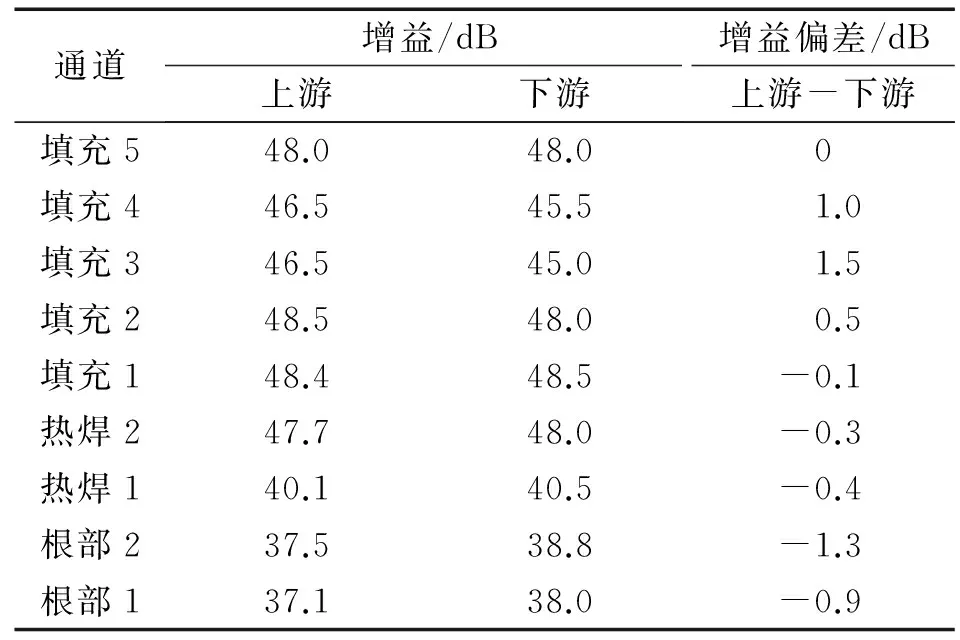
表2 AUT综合测试数据
6 结语
依托工程实例,使用合适测量方法,保证了AUT校准试块的加工准确性,很好地满足了AUT现场应用的要求,得出了各反射体的测量方法及过程质量控制的关键点,为获得合格的AUT校准试块提供了可靠的质量控制指导。
[1] DNV-OS-F101(2013) 海底管线系统[S].
The Manufacture and Quality Control of AUT Calibration Block
CHEN Liang, ZHANG Li-yan
(Offshore Oil Engineering Co., Ltd., Tianjin 300452, China)
As the only AUT system calibration block, the quality of the block directly influences the reliability of the system performance. This article is to show how a high quality of AUT calibration block is completed by monitoring each step of AUT calibration block manufacture and by accurately measuring the reflectors size and its comprehensive effect. The quality control method of the block manufacture is summarized, providing a good reference for the peer.
AUT; Calibration block; Quality control; Reflector
2016-05-25
陈 亮(1983-),男,高级工程师,主要从事无损检测技术研究及应用工作。
陈 亮,E-mail: chenliang@mail.cooec.com.cn。
10.11973/wsjc201702016
TG115.28
A
1000-6656(2017)02-0064-03
