基于触摸屏的连铸工艺参数模拟
2017-02-22纪振平徐美柱
纪振平,徐美柱
基于触摸屏的连铸工艺参数模拟
纪振平,徐美柱
(沈阳理工大学 自动化与电气工程学院,沈阳 110159)
阐述了中间包温度和铸坯拉速在钢水连铸过程中的作用,根据实际生产过程中采集的中间包温度变化的数据,采用最小二乘法,拟合出中间包温度的变化曲线。应用昆仑通态的触摸屏,依据钢水连铸的工艺过程,通过脚本程序,模拟产生钢水的中间包温度和连铸坯的拉速曲线。实现不同的钢水温度模拟和多条拉速曲线的设置,并建立触摸屏与西门子PLC之间的MPI通信,为下一步进行连铸二冷区水量控制的研究奠定基础。
连铸;中间包;拉速;触摸屏;最小二乘法
钢铁工业是原材料工业,是国民经济发展的基础工业,而连铸是提高其生产率、简化生产流程、降低生产成本的重要环节[1]。中间包是将钢水按照生产要求,分配给连铸机的结晶器。浇注过程中,中间包温度会持续不断地变化[2],钢水的浇注温度直接影响二冷区的冷却水量和铸坯的表面温度,决定铸坯的生产质量[3-4]。铸坯的拉速是决定二冷区冷却水量的主要参数,拉速不仅决定连铸机生产率,也是影响铸坯表面温度的关键因素,其变化引起冷却水量的突变,导致铸坯表面温度偏离目标温度,产生严重的质量问题[5-7]。因此,模拟中间包温度和铸坯拉速的变化是一个值得研究的课题。中间包温度模拟是根据连铸实际生产过程中采集的温度数据,采用最小二乘法,并通过Matlab软件获得拟合曲线。拉速模拟是依据连铸生产工艺要求,模拟产生矩形波曲线、正弦曲线和恒定拉速曲线等。
在连铸工艺生产过程中,触摸屏以其使用方式灵活、功能强大、舒适的人机界面等优点得到了广泛的应用。昆仑通态的MCGS是一种用于快速构造和生成监控系统的组态软件[8],为用户提供了实时数据库 、数据处理 、支持多种硬件设备、良好的可维护性、强大的网络功能等解决实际工程问题的完整方案和开发平台[9]。本文应用MCGS组态软件,编写脚本程序,针对中间包温度和拉速进行模拟,建立触摸屏与西门子PLC之间的MPI通信,为下一步研究连铸二冷控制系统奠定基础。
1 中间包温度的模拟
1.1 最小二乘法曲线拟合
曲线拟合又称函数逼近,是指对给定的N个数据点(xi,yi),在取定的函数类φ中,求一个函数P(xi)∈φ,使所有的数据点与拟合点的误差的平方和E2最小。
E2=∑[P(xi)-yi]2
(1)
式中函数P(x)为拟合函数,这种方法称作曲线拟合的最小二乘法。通过分析在实际连铸工艺生产过程中获得的钢水中间包温度的数据(如表1所示),确定拟合曲线的函数模型为多项式类,设:
P(x)=ax+b
(2)
通过Matlab软件,拟合出钢水中间包温度与时间的变化曲线,如图1所示。
拟合的曲线方程为
P(x)=-0.02557x+1532.42
(3)
1.2 基于触摸屏的温度模拟

表1 中间包温度数据与拟合数据

图1 中间包温度拟合曲线
根据拟合出的中间包温度曲线,通过脚本程序,在触摸屏中实现中间包温度的组态设置。中间包温度曲线包括初始温度和浇注周期两个参数,部分相关程序如下:
IFT3=1 ANDm=1 ANDz=1 THEN
!TimerRun(1)
//启动定时器1
!TimerSetLimit(1,T4,0)
//设置定时器1的工作时间,并且循环工作
T5=!TimerValue(1,0)
//读取定时器1的当前值
T=T2*((-0.02557)*T5+1532.42)/1532.42
//计算中间包的温度值
ENDIF
其中:开关量m和z分别为“准备好”和“开浇”信号;T为温度模拟值;T2为浇注初始温度;T4为浇注周期。在画面窗口中,添加实时曲线构件,设置画笔属性、标注属性和基本属性等参数;组态中间包的初始温度值和浇注周期。
2 拉坯速度的模拟
铸坯的拉速曲线可根据实际生产工艺要求,模拟不同形式的拉速曲线,如矩形波、正弦曲线和恒定值等。
(1)矩形波
拉速曲线为矩形波,目的是模拟铸坯在恒定拉速下,外界突然产生扰动,铸坯拉速偏离原来的基准值。矩形波拉速曲线包含基准值、扰动点、运行周期和偏移量四个参数,部分脚本程序如下:
IFFF=1 ANDm=1 ANDz=1 THEN
!TimerRun(2)
!TimerSetLimit(2,5,1)
a5=!TimerValue(2,0)
a6=a2 *a5/5
//拉速由零达到基准值需要5秒
!TimerRun(3)
!TimerSetLimit(3,a1,0)
b1=!TimerValue(3,0)
IFb1 //定时器3的当前值小于设定的扰动时间,拉速等于设定的基准值 b=a6 VV=b ENDIF IFb1 >=a3 THEN //定时器3的当前值不小于设定的扰动时间,拉速等于设定的基准值与偏移量的和。 b=a4+a6 VV=b ENDIF ENDIF 其中:a1为矩形波的周期;a2为基准值;a3为扰动时间;a4为偏移量;VV为拉速的模拟值。在MCGS组态软件中,建立子窗口(如图2所示),将矩形波曲线涉及的相关参数,在子窗口中显示出来。组态子窗口中的输入框与对应的变量链接。组态按钮属性对话框中的相关参数。MCGS组态软件提供打开和关闭窗口的函数: !OpenSubWnd() !CloseSubWnd() 在按钮的属性对话框脚本程序中,分别使用这两个函数,运行时可以灵活切换各个窗口界面。 图2 子窗口界面 (2)正弦曲线 铸坯的拉速曲线是正弦曲线,其目的是产生一个随时间不断变化的拉速,分析研究由于拉速的不断改变,对连铸二冷控制系统的影响。正弦拉速曲线包括拉速基准值和运行周期两个参数,部分脚本程序如下: IFFF1=1 ANDm=1 ANDz=1 THEN !TimerRun(4) !TimerSetLimit(4,s1,0) s3=!TimerValue(4,0) s4=6.28*s3/s1 //计算定时器当前值对应的弧度 s=s2 *!sin(s4)/2+s2/2 //计算拉速值 VV=s ENDIF 其中s1为正弦曲线的周期;s2为拉速基准值;s为拉速的模拟值。 (3)恒定拉速 模拟恒定拉速曲线,目的是为后续的二冷区水量和铸坯表面温度控制的研究,排除由于拉速的改变而引起的参数变化。恒定拉速曲线的组态中,只含有一个参数。部分程序如下: IFFF2=1 ANDm=1 ANDz=1 THEN VV=h ENDIF h为恒定拉速的基准值。打开触摸屏主窗口,拖入实时曲线构件,正确的组态实时曲线构件属性,确保拉速曲线能准确的显示。 基于MCGS组态软件的连铸工艺参数模拟,由一个主窗口和四个子窗口组成。其中四个子窗口分别是中间包温度、拉速的矩形波曲线、正弦曲线、恒定值曲线的参数设置窗口,修改相应的参数,显示不同的曲线。在主窗口中,有两个实时趋势构件,以显示中间包温度曲线和铸坯的拉速曲线,分别点击“矩形波”、“正弦”、“恒定拉速”和“温度”按钮,显示出相应的参数设置子窗口。点击“准备好”、“开浇”按钮,系统开始运行。 当中间包的浇注周期是20min,浇注起始温度为1500℃;拉速基准值为1.8m/min,周期10min,在第4min出现扰动,扰动的偏移量为0.3m/min。拉速和温度曲线如图3所示。 图3 连铸工艺参数模拟1 当中间包的浇注周期是20min,浇注起始温度为1550℃;拉速基准值为2m/min,周期10min,在第6min出现扰动,扰动的偏移量为0.2m/min。拉速和温度曲线如图4所示。 图4 连铸工艺参数模拟2 当中间包的浇注周期是25min,浇注起始温度为1580℃;拉速基准值为2m/min,周期15min,在第10min出现扰动,扰动偏移量为-0.2m/min。拉速和温度曲线如图5所示。 图5 连铸工艺参数模拟3 MCGS嵌入版拥有设备窗口,在设备窗口内配置各种各样的设备构件,根据实际工程中设备的类型和特征,选择相应的设备构件,并设置相关属性。打开设备管理窗口,添加串口通讯父设备(如图6所示),设置串口端口号、通讯波特率、数据位位数、奇偶校验位等相关参数,触摸屏与PLC的通讯波特率须一致。添加西门子S7-300-400 MPI作为子设备挂在串口父设备下,根据PLC的硬件组态,设置PLC站地址、PLC槽号以及网络传输速率等参数,打开设备编辑对话框,设置通道属性,将拉速、中间包温度、准备好、开浇等变量连接到对应的设备通道上。通过西门子MPI标准适配器和RS232完成触摸屏与S7-400之间的通信。 图6 通用串口设备属性对话框 依据连铸实际工艺生产中采集的中间包钢水温度的数据,应用最小二乘法曲线拟合方法,获得中间包温度的变化趋势曲线,通过触摸屏的脚本程序,完成了基于触摸屏的钢水中间包温度的模拟和多条拉速曲线的设置,并可修改每条曲线的参数;实现了触摸屏与西门子PLC之间的MPI通讯。 [1]马振寰,罗永昌.小方坯连铸机二冷水控制方法研究[J].加热工艺,2015,44(23):87-91. [2]纪振平,刘文红,谢植,等.连铸拉速和中包过热度的藕合作用分析及二冷配水控制实现[J].钢铁钒钛,2007,28(3):51-55. [3]Subhasis Chaudhuri,Rajeev Kumar Singh Design and implementation of an automated secondary cooling system for the continuous casting of billets[J].ISA Transactions,2010(49):121-129. [4]窦志超,张晓峰,尹佳,等.基于有效拉速和有效过热度的连铸二冷控制模型[J].北京科技大学学报,2011,33(11):1349-1353. [5]梁智学.连铸拉速扰动前馈补偿控制传递函数辨识研究[J].重庆邮电大学学报,2013,25(4):557-562. [6]Lubomír Klimes,Josef Stetina.A rapid GPU-based heat transfer and solidification model for dynamic computer simulations of continuous steel casting[J].Journal of Materials Processing Technology,2015,226(1):1-14. [7]纪振平,谢植,赖兆奕.连铸二冷配水自适应动态优化控制[J].信息与控制,2008,37(5):576-580. [8]包建华,丁启胜,张兴奎.工控组态软件 MCGS及其应用[J].工矿自动化,2007(3):92-94. [9]邹伟,杨平,徐德.基于 MCGS 组态软件的上位机控制系统设计[J].制造业自动化,2008,30(12):103-107. (责任编辑:赵丽琴) Simulation of Continuous Casting Process Parameters Based on Touch Screen JI Zhenping,XU Meizhu (Shenyang Ligong University,Shenyang 110159,China) The tundish temperature and casting speed are studied in continuous casting of molten steel in the process of role.According to actual production process in the acquisition of tundish temperature data,the tundish temperature curve is fitted by using least squares method.Using the Kunlun Tong Tai touch screen,according to a molten steel continuous casting process by a script,package in the middle of the molten steel temperature and continuous casting billet casting speed curve are simulated to produce.Different temperature simulation of molten steel and setting of multiple casting speed curve are realized.MPI communication is established between Siemens PLC and touch screen for the next step of water control in the secondary cooling zone of continuous casting research foundation. continuous casting;tundish;pulling speed;touch screen;least square method 2016-06-15 国家自然科学基金资助项目(61273178) 纪振平(1964—),男,教授,博士,研究方向:复杂工业过程控制及监控。 1003-1251(2017)01-0046-05 TP274+.5 A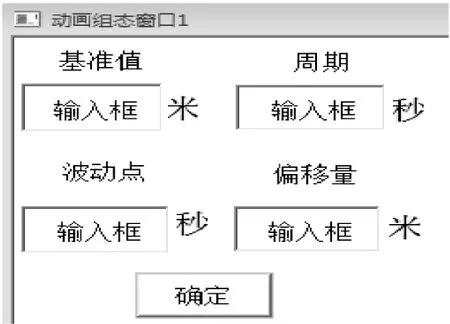
3 模拟运行



4 触摸屏与西门子PLC的MPI通信

5 结束语
