H13模具钢低功率活性激光焊
2017-02-22张成禹戴鸿滨
张成禹 戴鸿滨
(哈尔滨理工大学 材料科学与工程学院,哈尔滨 150040)
H13模具钢低功率活性激光焊
张成禹 戴鸿滨
(哈尔滨理工大学 材料科学与工程学院,哈尔滨 150040)
传统焊接修复失效模具耗时长,热输入分散,容易引起热影响区性能恶化;激光焊修复失效模具自动化程度高、工时短、热输入量集中,但高功率激光修复模具性价比较低。将活性焊接技术应用于模具修复,在低功率下可获得较高的熔深,有效的降低成本。以H13热模具钢为试验对象,研究了低功率下活性剂对激光焊缝宏观表面形貌、熔深熔宽以及微观组织形貌的影响。试验结果表明,涂覆活性剂后,焊缝表面成型更好,焊缝颜色光亮,鱼鳞纹清晰可见;焊缝熔宽在涂敷活性剂后会略有增加,而熔深则增加明显,增深接近一倍。活性剂不管涂敷与否,焊缝均没有裂纹、气孔、夹杂等缺陷,但是涂覆活性剂后导致了焊缝晶粒略微粗化。
活性剂 热模具钢 激光焊 低功率
0 序 言
H13 热作模具钢(国际牌号40CrMoV5,国内牌号4Cr5MoSiV1)是目前世界上应用最广泛的热作模具钢之一[1]。 由于 H13模具钢的合金元素含量较高,从而导致了 H13钢在冶炼铸造过程中容易出现偏析,加上模具工作环境恶劣,使模具内部在服役过程中容易出现裂纹,服役寿命达不到预期,安全可靠性得不到满足。模具的制造成本高、周期长,模具修复采用补焊技术能有效解决模具表面失效问题。
激光焊具有高精密、高自动化、焊接速度快、热输入集中、热影响区小、焊缝性能好等优点,因此激光焊接技术由于其周期短、修复效果好而成为一项常用的模具修补焊接技术,克服了冷焊和氩弧焊在修复模具精细表面上存在的不足[2-3]。但受制于激光功率和成本的限制,如果工件需要熔深较高,就需要较大的激光功率,然而高功率激光焊接成本甚至高于模具制造成本。
20世纪60年代乌克兰巴顿焊接研究所率先在钛合金焊接中引进活性焊接技术,起到增加熔深和收缩电弧的效果[4]。20世纪90年代后,活性焊接技术逐渐引起人们的广泛关注,各国开始进行活性焊接技术的研究与应用。在这样的发展趋势下,活性激光焊接技术被提出,并进行了验证性试验以及广泛的讨论。活性剂能在一定程度上抑制光致等离子体的产生,增加母材对激光辐射的吸收能力,提高激光焊接热输入量密度,同时能够改变熔池表面张力,影响熔池流动方向。因此,相比于传统激光焊,活性激光焊能够获得更大的熔深和熔宽[5-7]。
通过引进活性焊接技术,将活性激光焊应用于模具强化及修复中,在低功率的工艺参数下获得较高的熔深,对降低生产成本,提高焊接效率,具有显著的经济效益和社会效益。文中主要研究了低功率下活性剂对H13热作模具钢激光焊接宏观、微观形貌及熔宽、熔深的影响。
1 试验方法
1.1 试验材料
试验活性剂选用混合活性剂,主要成分为SiO2,TiO2,Cr2O3等。试样选用的是 H13热作模具钢,该材料的化学成分,见表1。

表1 H13模具钢化学成分(质量分数,%)
1.2 试验工艺方法
工艺试验为H13钢激光活性焊接,采用方法为平板堆焊。平板堆焊的钢板规格为60 mm×60 mm×5 mm,试验参数如表2所示。
试验前先将试样用砂纸打磨,用丙酮擦洗表面去除油污等有机物,烘干去除水分防止干扰试验结果。
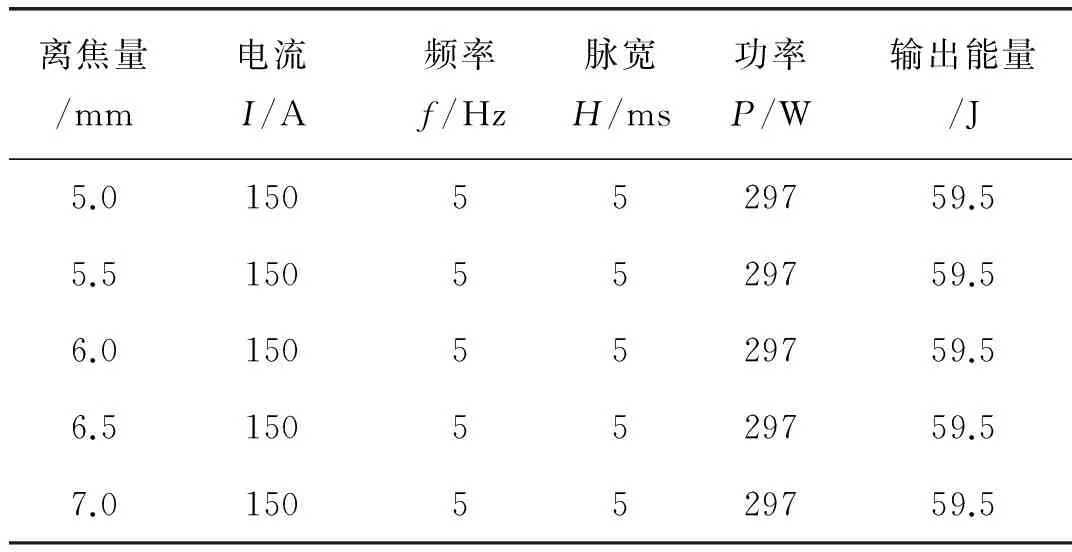
表2 焊接试验参数
然后将研磨过筛的活性剂和丙酮溶剂混合均匀,用毛刷将活性剂溶液均匀地涂敷在试件的一侧,其厚度直到看不到母材表面光泽为宜,留出试样另一侧作为空白对照,如图1为活性剂对比涂覆方式,夹紧试样,等到丙酮完全挥发后,进行焊接试验。
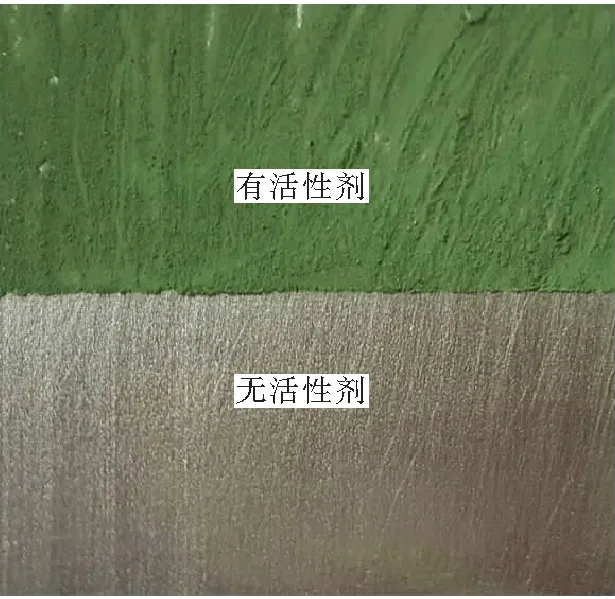
图1 平板堆焊活性剂涂敷图
焊接时采用同一块板材,降低焊接母材对焊接试验的影响。每次焊接后充分冷却,然后再进行下一次焊接。由于脉冲激光焊的功率随周期变化,为获得准确的结果,在5组焊接参数下,分别施焊3次。
焊接后,先用数码相机记录焊缝表面形貌,然后在垂直于焊接方向上切割取样,经打磨、抛光、腐蚀后,使用金相显微镜观察焊缝截面形貌,分析活性剂对焊缝表面成型、焊缝形态以及对焊缝组织的影响。测量焊缝熔深熔宽,整理数据,取平均值绘制折线图。
2 试验结果与分析
活性剂对激光焊接的作用机理一般认为存在3个方面:①活性剂作用于熔池,改变了熔池金属表面的表面张力梯度,影响熔池流动方向,增加熔深[5];②活性剂作用于母材表面,提高母材对激光辐射的吸收率[6];③活性剂对激光等离子体存在抑制作用,增加了工件表面对激光的吸收率[7],减小熔宽,增加熔深。
2.1 宏观表面形貌分析
图2为激光焊接试验焊缝表面对比照片。可见,未涂覆活性剂部分焊缝表面成型良好,鱼鳞纹较为清晰,但由于熔池有负的温度梯度,流动方向从中心向周边,形成浅而宽的熔池,激光能量输入不能扩散到更深一层,因此能量集中在表面附近,导致焊缝颜色变黑。相比之下,涂覆活性剂部分焊缝表面成型更好一些,熔池拥有正的温度梯度,流动方向从周围到中间,焊接热输入更容易扩散到母材内部,减少在表面的积聚,因此焊缝颜色光亮,鱼鳞纹清晰可见。
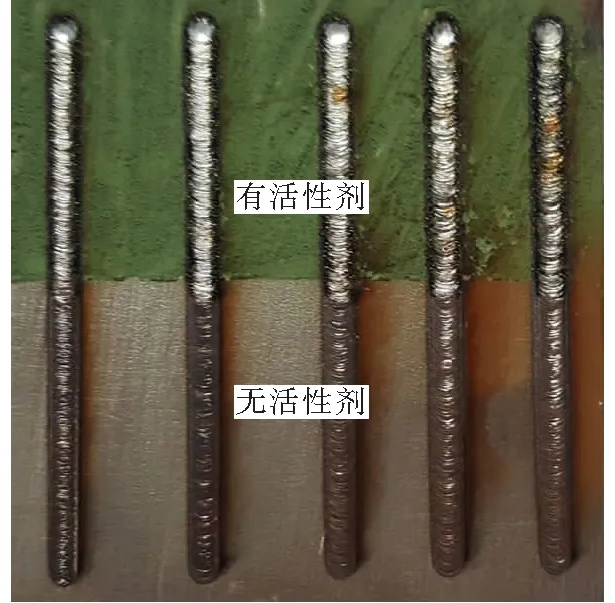
图2 焊缝表面形貌
2.2 活性剂对焊缝熔深熔宽的影响
将不同试验条件下试样进行切割,以制备金相照片。使用硝酸酒精溶液对金相试样进行腐蚀,观察焊缝熔深熔宽。图3至图7为活性剂在不同离焦量参数下焊缝的对比照片,如图可见活性剂对H13钢熔深有很大的提高,熔宽则增加不明显。
以上现象主要原因是:①由于活性剂颗粒在母材表面形成一层具有空隙结构的涂层,降低激光的反射率,增加试样表面对激光辐射的吸收率,进而增加了焊缝的热输入,增加焊缝熔深熔宽;②根据表面张力梯度改变理论[8],活化作用改变熔池流动方向,无活化作用时,熔池的流向为从中心到周围,有活化作用时,熔池流动方向则改为从周边到中心,在中心附近对流,在母材内部形成深且窄的熔池。因此活性剂使焊缝熔深增加明显,熔宽基本没有改变。
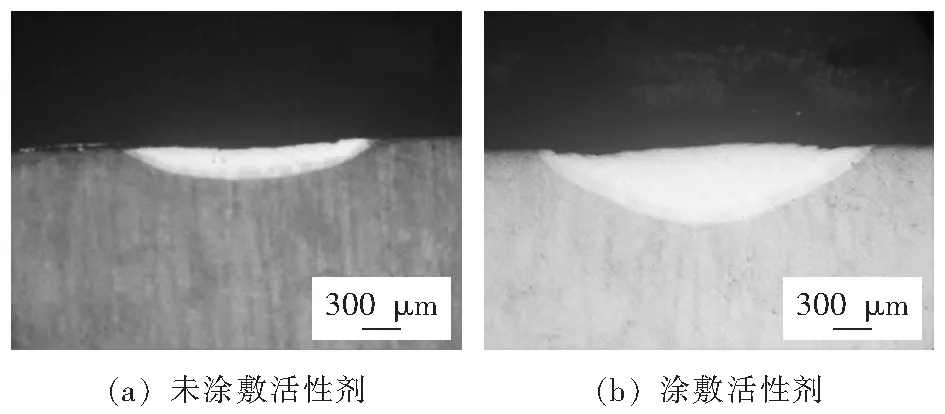
图3 离焦量为5 mm时熔深熔宽对比
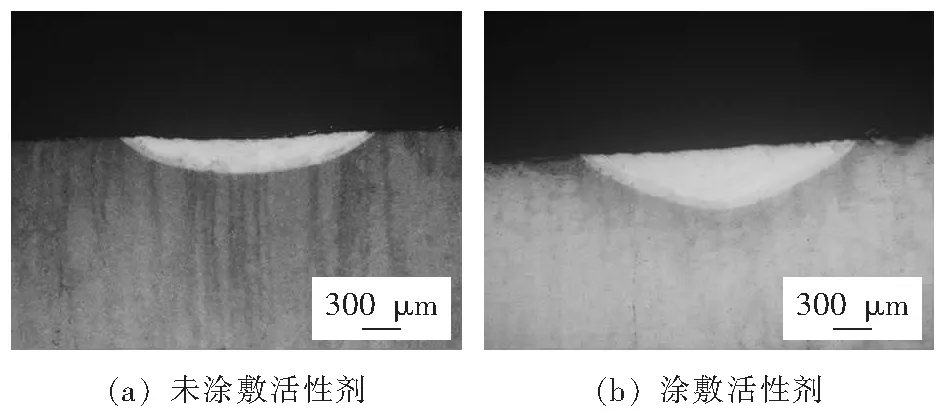
图4 离焦量为5.5 mm时熔深熔宽对比
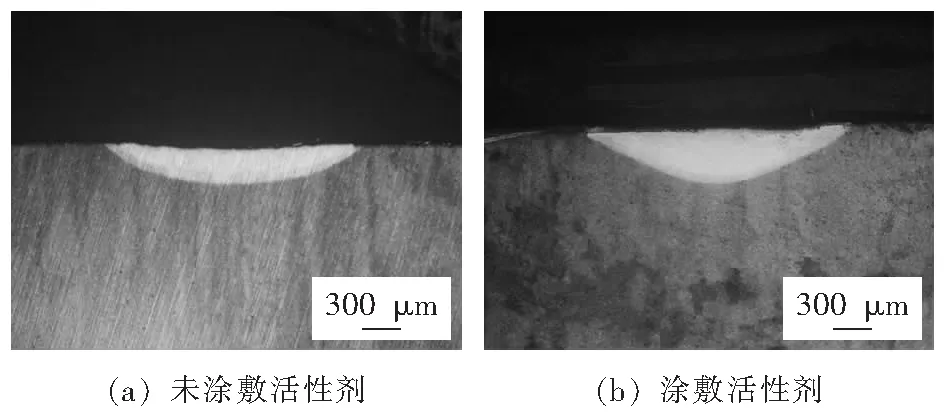
图5 离焦量为6 mm时熔深熔宽对比
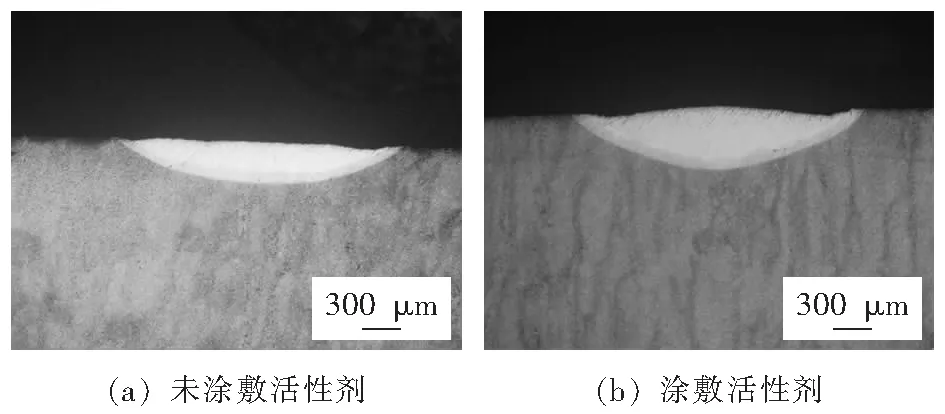
图6 离焦量为6.5 mm时熔深熔宽对比
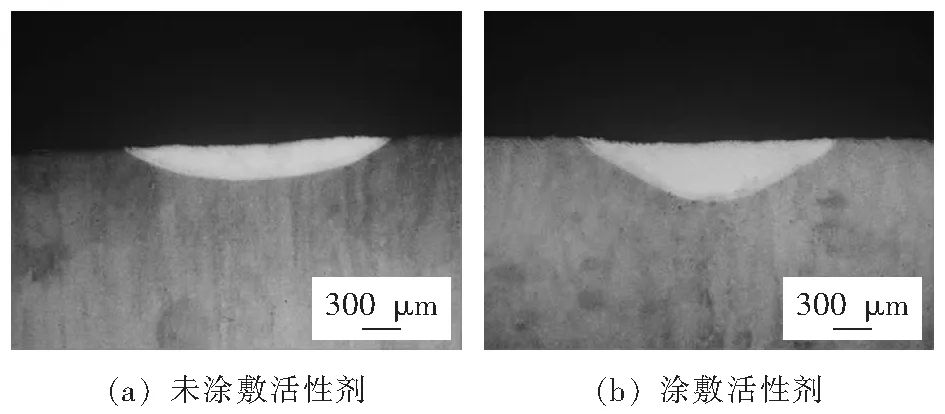
图7 离焦量为7 mm时熔深熔宽对比
图8是焊缝熔深对比图。由图可知,当离焦量为5 mm时,焊缝熔深最大,此时未涂敷活性剂的焊缝熔深为0.327 mm,涂敷活性剂的焊缝熔深则可达到0.548 mm,是未涂敷活性剂处的1.67倍。当离焦量为7 mm时,熔深最小,未涂敷活性剂焊缝的熔深为0.291 mm,涂敷活性剂后焊缝熔深增加到0.482 mm,是未涂敷活性剂的1.65倍。
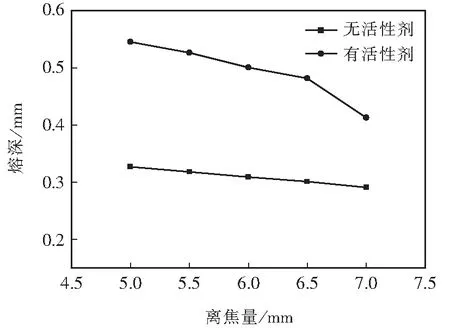
图8 焊缝熔深对比图
经过对比分析可知,活性剂显著的增加焊缝熔深,同时随着离焦量的增加,活性剂增加焊缝熔深的效果降低。其原因为:随着正离焦量的增加,电弧分散,激光辐射能量不足,对活性剂电离效果降低,导致活化效果变差,熔池能量减小,流动变慢,导致了活性剂使焊缝熔深增加效果的降低。
图9是焊缝熔宽对比图。由图可知,当离焦量为5 mm时焊缝熔宽最大,此时未涂敷活性剂的焊缝熔宽为2.27 mm,涂敷活性剂后焊缝熔宽增加至2.45 mm,增加了8%。当离焦量增加到7 mm时熔宽最小,此时未涂敷活性剂的熔宽为2.04 mm,涂敷活性剂后焊缝熔宽增加至2.16 mm,增加了6%。
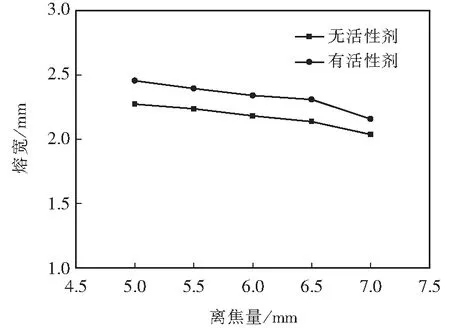
图9 焊缝熔宽对比图
经过对比分析可知,活性剂对焊缝熔宽略有增加,同时随着离焦量的增加,活性剂增加焊缝熔深的效果降低。主要原因为:①活性剂会增加母材对激光辐射的吸收率,使焊缝熔宽增加;②活性剂改变熔池表面张力梯度,使熔池的流动方向改变,增加焊缝熔深,减少焊缝熔宽。在两种原因的共同作用下,活性剂使焊缝熔宽略有增加。
2.3 微观组织形貌分析
重新制备金相试样,使用FeCl3溶液进行焊缝腐蚀,使用金相显微镜观察焊缝变化。焊缝金相对比如图10所示。对比试验中两组试样可知,二者均焊缝成型良好,没有裂纹、气孔、夹杂等缺陷,但涂敷活性剂后焊缝晶粒粗化,主要是因为活性剂增加了试样对激光辐射的吸收能力,使焊接热输入增大,晶粒变粗。

图10 焊缝金相对比图
3 结 论
(1)离焦量较为明显地改变了焊缝熔深熔宽。随着正离焦量的增加,热输入分散,焊缝熔深熔宽均减少。随着正离焦量的增加,激光能量分散,活性剂对焊缝熔深、熔宽的影响降低。
(2)活性剂明显增加了H13模具钢的焊缝熔深,当离焦量为5 mm时,活性激光焊接熔深可达传统激光焊接的1.66倍;但活性剂对焊缝熔宽基本没有影响。
(3)活性剂不改变焊缝微观组织,但由于热输入量的增加,焊缝区晶粒略微粗化。
(4)低功率激光焊中活性剂作用机理主要是通过改变熔池表面张力进而影响熔池流动方向,以及增加试样表面粗糙度增加激光吸收率。
[1] 曹光明. H13热作模具钢的表面热处理[J].特殊钢,2005,26(1):34-37.
[2] 曹洪刚. H13模具半导体激光强化与修复的研究[D].长春:吉林大学硕士学位论文,2015.
[3] 黄 峰,屈金山,赵 朗.激光焊接参数对冷作模具钢焊缝表面成型的影响[J].焊接技术,2009,38(10):12-15.
[4] Zgurevic S M,Zamokov V N,Kushirenko N A. Improving the penetration of titanium alloys when they are welded by tungsten arc proeess[J]. Automatic Welding,1965,18(9): 1-5.
[5] Heiple C R,Roper J R. Effect of selenium on GTA fusion zone geometry[J]. Welding Journal,1981(8): 143-145.
[6] 潘晓冬,刘金合,包海涛,等. 活性剂对不锈钢YAG激光-电弧复合焊接的影响[J]. 航空制造技术,2010(11):92-95.
[7] 马立彩,刘金合,谢耀征,等. 激光焊活性影响等离子体的初步研究[J]. 电焊机,2005,35(7): 35-38.
[8] Heiple C R,Roper J R. Effect of selenium on GTA fusion zone geometry[J]. Welding Journal,1981(8): 143-145.
2016-06-21
TG442
张成禹,1991年出生,硕士研究生。主要研究方向为激光焊接技术。
戴鸿滨,1971年出生,硕士,副教授。主要研究方向为无损检测及焊接技术。