基于环境分析的包装器具开发策略
2017-02-21刘展策
孔 杨,刘展策
(风神物流有限公司,广东 广州 510800)
基于环境分析的包装器具开发策略
孔 杨,刘展策
(风神物流有限公司,广东 广州 510800)
基于汽车行业大环境下的物流包装需求,分析了汽车制造企业外协零部件在运输及使用过程中涉及多种环境下对包装设计的要求,提出了包装器具设计开发策略,有利于保障包装质量,降低物流成本。
物流运输;环境因素;包装器具
1 引言
一辆整车由约30 000个零部件组成,这些零部件大部分来自于国内零部件生产企业供应的国产件和国外进口的散装(CKD)件。整车生产厂为了实现零库存,要求汽车零部件供应商按其生产节奏和生产需求量进行供货,由物流服务商通过循环取货(Milk-Run)实施“直送工位”的JIT配送。在这一过程中,需要对零部件进行不同程度的包装以起到防护、方便运输和提高集配效率等作用。
汽车行业涉及零部件品种繁多,不同零部件经由海洋运输、陆路运输(长途运输、短途运输)、室内周转等不同环境送至目的地,因而包装器具的形态也有不同要求。本文通过对不同的环境进行分析,得出基于不同使用环境下包装器具设计开发策略。该策略有助于开发出合理、正确的包装容器,提高厂内、厂外的物流效率,保证零部件质量,降低生产成本,从而保障汽车主机厂生产稳定开展。
2 环境条件研究策略
“包装设计六步法”理论:20世纪70年代,MTS公司与密歇根州立大学包装学院合作,总结出包装设计五步法:①确定环境条件;②确定产品脆值;③选择缓冲材料;④设计原型包装结构;⑤试验评价原型包装。
1986年,Lansmont公司F.C.Bresk等人提出了包装设计六步法,即在五步法的②与③步之间增加了新的一步“产品重新设计”。对物流环境残酷程度的判定是方案设计的重要的一环,也是一切设计的基础。本文将基于包装六步法理论,重点阐述环境条件对包装器具设计开发的影响。
主要是判定存在的何种运输危险和人机条件。它包括搬运过程的偶然跌落、汽车震动、冲击、温湿度极限和堆码压力、作业模式、人机环境。物流包装器具设计尤其要关注以下几点:气象性环境条件—空气温度、温度变化、湿度、低气压、气压变化、风速、辐射(太阳与热)、降雨、其它水源、潮湿等10种参数;机械性环境条件—非稳定振动(含冲击)、稳定振动、自由跌落、碰撞、车翻滚与跌落、静负载等6种参数;人机性环境条件—人机、材料、工艺、需求模式4种参数。
2.1 气象性环境条件
关于气象环境,我们以出口包装为例分析说明。海洋运输过程中盐雾是一致命伤害,堆放于沿海港口码头、运输船甲板上的包装件会受到严重的影响。通常,干燥的盐粒影响极微,但当空气潮湿、大雾或细雨降落时,盐粒便会溶于水中呈离子状态,此时的氯离子,就具有很强的腐蚀作用,同时易被受潮的金属表面所吸附,破坏金属或其表面镀层的钝化而导致金属腐蚀。
气温的日变化对产品件品质亦产生影响。在日变化最大的月份,在日出前到午后的8小时内温度日较差可接近30℃。大温度日较差可能引起密闭包装件内的相对湿度剧烈变化。甚至出现水汽凝结现象。海洋运输用的集装箱,内部处于密封状态。箱内空气状态随外界温度或太阳辐射的变化而变化,若货物或包装材料的含水量相当,极可能发生内部结露现象。在相对湿度不变的情况下,温度的变化可以降低或提高产品的含水量,如图1所示。
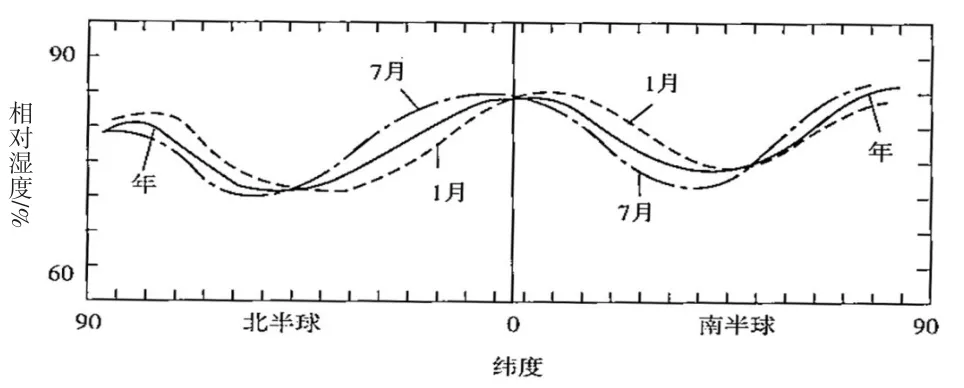
图1 相对湿度随地球纬度的变化
风神物流出口包装业务覆盖面较广泛。以国内某知名品牌乘用车白车身大总成出口为例,其产品最远运输至中东国家。船舶由武汉内陆口岸经由长江水域至上海口岸,装箱集配后经由我国东部海岸南下至南海水域,北上经由阿拉伯海到伊朗地区。海洋运输周期达30天之久,行驶距离远,跨经纬度广,穿越多个气候带。此类凝结现象尤为突出,对部品品质产生了极大的影响。风神物流多年的出口业务数据统计显示:出口包装的风险—搬运、装卸、跌落、压力和潮气、运输、经海关和登陆国的储存、多次搬运、转船和交货,其中可避免损失约占70%:水损10%(淡水、咸水、冷凝水、湿气),偷窃或未交货20%;搬运和储存40%(容器破损、渗漏、压溃、腐蚀、污染、冷藏或其它设备故障);偶然损失30%(沉船、搁浅、火灾、碰撞、天气)。
由数据可见,气象条件对包装器具设计要求极高。关于出口包装容器需要致力解决容器的密封性、内部凝水的吸收处理、铁质零件的防锈处理(常用①喷涂防锈油:即在零件表面喷或涂抹防锈油,形成一层致密的保护薄膜,有效地预防外界物质腐蚀零件。②使用防锈材料:防锈材料一般包含VCI气相防锈和干燥剂,VCI防锈的原理是在密封环境中通过挥发充盈含有VCI防锈因子的混合气体,吸附于金属表面形成致密保护膜层,隔绝金属与外界腐蚀物质的接触);对一些对温度较为敏感的零部件,还要致力于容器的恒温性技术解决。风神物流已积累了一套成熟的防潮和防腐除锈的工艺,极大的降低了气候条件对出口包装产品的影响。
2.2 机械性环境条件
包装件可以说是产品和包装器具所形成的总体,可以将包装件看做一个系统,流通过程中的冲击、振动和压力等机械性环境条件是系统的输入或激励,直接影响着被包装产品在装卸、搬运、运输、中转、仓储、陈列、销售等环节中的安全性。因此,机械性环境条件是造成被包装产品破损的一类重要的环境条件,对产品包装设计和安全流通有重要影响。物流运输中我们着重对非稳定振动(含冲击)、稳定振动、动静负载等3种机械环境分析。
2.2.1 冲击对包装件的影响。冲击是造成物流器具损坏的主要因素之一。物流器具所承受的冲击主要发生在装卸和运输过程中,可分为垂直冲击和水平冲击。垂直冲击主要由搬运、装卸、起吊时对包装的冲击。水平冲击主要发生在运输车辆在凹凸不平路面上行驶、车辆突然启动或者制动、船舶靠岸、飞机着陆等情况时。
装卸作业。装卸作业分为人工装卸和机械装卸。一般情况下,流通过程越长,中转环节越多,装卸搬运次数也越多。据测定,人工装卸的跌落冲击加速度通常在10g(重力加速度)左右,最大达100g。铲车运输垂直冲击加速度约为0.7g。
运输过程。汽车运输(或公路运输)。车轮越过路面上的凹凸部分,车辆的紧急制动,都将导致物流器具承受冲击。冲击加速度的大小取决于路面状况,行车状况、产品质量以及运输工具的装载稳定性。据测定,当汽车以30km/h速度行驶时紧急制动,车厢将产生0.6-0.7g的冲击加速度;当汽车以12.9-24.1km/h速度行驶在三级路面(农村土路),车厢将产生5-10g的冲击加速度,最大为35g。若包装器具设计缺陷,均会对产品造成不可修复的损坏,见表1。

表1 汽车运输时所产生的冲击情况
2.2.2 振动对包装件的影响。包装件在流通过程中的振动情况很复杂,与运输工具(车辆,船舶、飞机等)、运输环境(路面、海浪、气流)、包装结构形式(产品、材质、缓冲包装方法)以及装载情况有关。由于激励的多样性和影响因素的随机性,包装件在运输过程中的振动属于符合随机振动。汽车运输中被包装的产品共振频率一般小于25Hz,而且共振现场与路面起伏关系不大。汽车运输的振动特性可以用图2所示的频谱来描述。实际对汽车运输的振动测试结果表明,汽车运输的振动能量绝大部分分布在0-200Hz内,且能量集中在0-50Hz之内。火车振动与汽车振动相比有明显区别,火车驶过钢轨接缝时车轮受到冲击而引起运行车辆的周期性强迫振动。在火车正常运行、进出站、过岔道、车体摇晃等环境影响。火车运输的振动特性可用图3所示频谱描述,其频率范围通常为20-100Hz。船舶运输的振动特性可用图4所示的频谱来描述,通常表现在不容级别的振动,即在平静的海面上,出现低强度的振动,振动加速度较小;遇到大的风浪或紧急操作航行时的高强度振动,振动加速度较大。
历时出口包装数据测定显示:船舶运输时振动频率较低,但海船航行会经历6个方向的运动,每分钟可能摆7-8次,摆角可能达40度,装在顶部的包装件的摆动幅度可能达到20m。受到的冲击与振动一般是国内运输的50倍。
综上所述,由汽车、火车和海洋运输的振动特性频谱率看出:振动具有随机性,而且振动频率范围很宽。运输方式、地域状况、运输距离不同—振动的强度和频率范围因而不同。船舶运输时频率较低;特别是汽车运输的振动频率与大多数被包装件固有频率比较接近,产生共振的可能性大,应在产品的缓冲设计中充分考虑。

图2 汽车运输振动特性频率谱
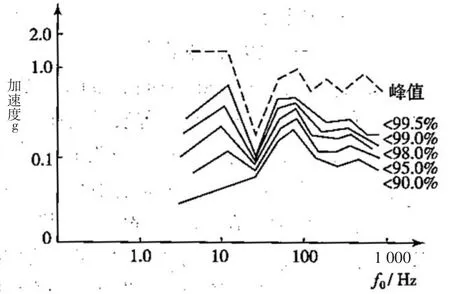
图3 火车运输振动特性频率谱
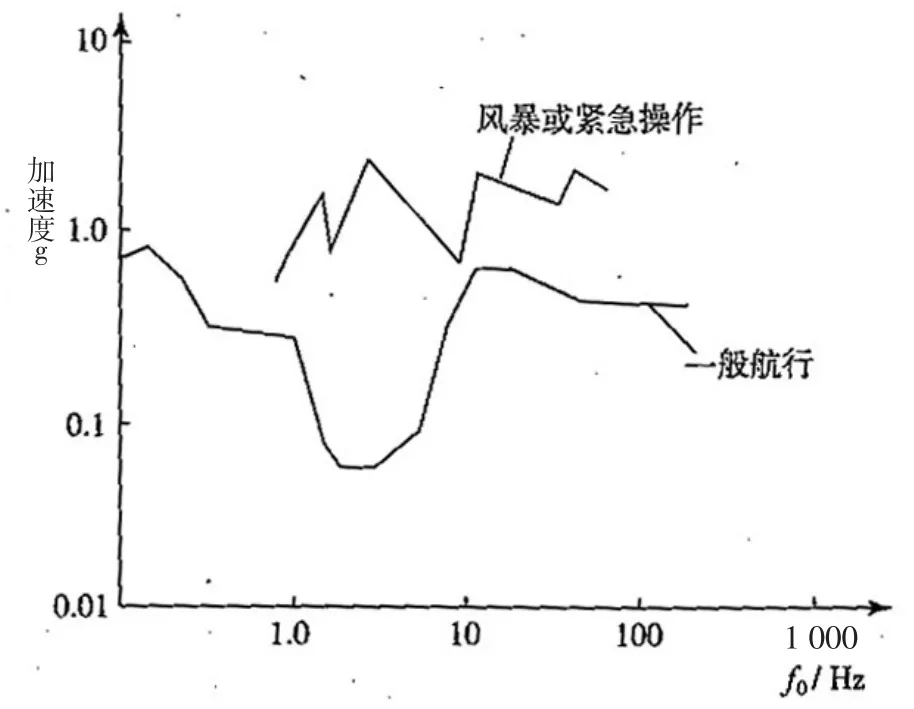
图4 船舶运输振动特性频率谱
2.2.3 负载对包装件的影响。流通过程中压缩对包装件的影响有两种,即仓储中的堆码压力--主要校验指标静载荷(影响因素负载强度、负载时间、气候条件);运输中的冲击和震动--动载荷(首先按冲击进行设计,然后检验运输包装系统在共振状态下的损伤情况)。
在静载荷作用下,包装容器、缓冲材料或结构发生变形、蠕变,会影响包装产品的动态特性。而且静载荷过大,会导致被包装产品损坏。包装容器在堆码储存和运输时,最底层包装件所承受的静压力最大,要求物流器具满足堆码强度条件,即:

式中:
P-物流器具的抗压强度;
PS-最底层物流器具所承受的堆码强度;
W-单个包装件的重量;
k-安全系数;
Nmax-最大堆码层数;
安全系数取决于堆码时间、堆码尺寸、温湿度条件、商品价值、装卸与搬运次数等因素。若安全系数过小,导致包装件的抗压强度低,不能保护产品;若安全系数过大,择浪费材料,增加成本。一般情况下,取k=1-2。基于现阶段市场常用厢式运输车辆7.2m(长7.2m×宽2.3m×高2.7m);9.6m(长9.6m×宽2.3m×高2.7m);12.5m(长12.5m×宽2.4m×高2.7m);16m(长16m×宽2.5m×高2.4m);火车货厢P60(长15.47m×宽2.83m× 2.75m);火车货厢C62(长12.48m×宽2.79m×2m)及船舶尺寸等数据,常将汽车运输堆码高度设定小于250cm;火车运输小于275cm,船舶运输小于700cm。
动载荷。在运输过程中,物流器具除了收到上层包装件的静压力之外,还受到来自运输工具底板传递的动压力,以及水平位移时的摩擦力。而且动压力比静压力对器具产生的危害更大。因此,包装件在运输车辆上必须保证可靠地固定。以防止其在车辆上跳动或者移动。减少动压力对包装件和被包装产品的危害。
由于近年国内自主品牌汽车的飞跃发展,传统的汽车零部件供应商供货不再是简单的就近供货原则。经常会涉及到不同地区的工厂零部件对拉调货。运输路径跨区域广,经历不同的陆路状况,对包装器具也提出了更高的要求。风神物流有限公司现阶段服务的国内某客户,最北货物由大连始发,经由汽车火车联运至南部沿海城市广州,其间距离约2 300km,跨区域广。该类长途运输类容器,尤为要避免冲击、振动、负载等机械环境对包装件的损坏。
该类长途运输包装器具开发需注意由以下几个维度展开:
(1)包装容器一般不设定易于移动的脚轮或者滑轨。保证容器在运输设备中稳定摆放;降低冲击强度;
(2)包装容器一般安装柔性缓冲限位结构。柔性模块有助于缓解包装件经受水平或垂直方向冲击作用;改变包装件固有的振动频率,降低部件发生共振或者大振幅振动的风险;间隔限位块可有效的避免包装件由于堆;
(3)包装容器一般需承受一定强度堆码。为了提升运输积载率,包装容器常堆叠运输。包装容器需承受堆码负载,就需配套有堆垛(脚、碗)、叉车槽、雪橇板等机构。主体框架管材需根据运输环境进行分析,保证堆码负载安全;
(4)包装容器一般可折叠式样。便于降低返空容器空间占据;
(5)包装容器常额外附带有扎带或者卡扣对包装件整体进行限位保护。避免因冲击或者振动引起的大位移。
上述分析的长途运输过程的机械环境,现阶段还有一部分包装器具是用于室内转运使用。
表2即为工厂内部相关环境及参数指标,环境相对较长途运输较缓和。

表2 厂区室内环境参数
该类室内周转类包装器具需遵循小、巧、轻、美、动原则。小—尺寸尽可能小。有利于换取宝贵的空间资源,空间资源最大化。利于现场管理,便于搬运,保持现场5s的整洁美观。巧—结构设计要灵活。避免产生笨重感,巧妙利用有限空间,增大装载量。工人操作方便,省时省力。轻—在保证结构功能强度的前提下,尽可能使用扁管,金属网片等材料替代传统的槽钢或铁板的材料。降低作业劳动强度。美—设计规格比例不仅要考虑零件尺寸,而且要以黄金分割为参考。物流器具结构要保证工作现场的美观。同时还要考虑易清洁、易维护。动—辅助安装脚轮或滑道装置。能够在外界作用力作用下自发移动,实现工位间自由转移。
2.3 人机性环境条件
包装器具开发不仅要满足功能性要求,其内容不能仅局限于结构的稳定性、产品保护安全性、装载量最优化。还必须在包装结构设计上使包装轻便、省力、方便、符合人机工程学的科学要求;新材料、新工艺、新理念的科学应用致力于环境保护,打造绿色物流包装,节约包装成本。
2.3.1 传统人机需求。包装体在运输、销售和使用过程中,存在着同样的“人机”关系问题。即包装体的规格尺寸、作业便捷性、安全性是否适合“人机”总体要求。
①包装规格尺寸、质量要求。对物流包装而言,包装的规格尺寸必须满足运输、装卸等要求。虽然现阶段物流环节,机械化程度越来越高,但在流通过程中,不可避免的有人力搬运的需求。科学设定一次搬运质量和科学设定包装质量可促进人力搬运的合理化。因而采用人工装卸作业时,其包装重量必须限制在人的允许能力之下,包装的外形尺寸必须适合人工作业。
②包装作业方便化要求。方便功能是包装本身所应具有的,而物流中的配送、流通加工等环节对包装方便性提出了更高要求,即无复杂的机构、取放件都要求简便;作业高度适中,不会积累产生疲劳;配备相应指示标示,降低作业技能要求。
③包装设定安全化要求。包装件的设定不仅需要满足对被包装物的品质安全,而且要兼顾与之配套的人员及设备安全性。关键部位安装限位、软化处理及特殊色彩警示也是必须考虑的。
2.3.2 新环境人机需求。新工业环境下由于生产节奏加快、产能飞速增长的背景。对现代化包装器具也提出了、需求数量增大、供货周期缩短、成本最优化、且绿色环保等需求。基于此背景新材料、新工艺、新理念的创新不断提出。
新材料:我司与国内多家知名柔性材料公司合作。致力于新材料的应用研发设计,批量化生产制造。着力解决传统的橡胶、EVA、EPS、EPE、PU等缓冲材料费用高、易老化、不可降解、环境污染大等缺陷。对其性能改良、极大拓宽使用领域。致力于缓冲材料模块化研究,模块化的缓冲材料组合可降低更换维护费用。实际验证模块化制造和批量化投入可降低包装器具生产成本30%左右。
新工艺:利用先进的3D打印技术,用于塑料类包装器具样件制作。产品量化投入前期,降低了传统的模具制作高成本投入,极大的缩短的产品的设计制造周期。利用异形管材,可快速自由组合搭建包装器具,优化加工工艺,缩短制作周期(出口包装领域使用尤为突出)。基于自动化和智能化技术背景,金属类包装器具生产加工多采用机械手焊接制作,极大的缩短生产制造周期、保证质量美观、且精细度高于传统的人工焊接工艺。
新理念:包装器具设计投入前置化。传统的模式为包装器具设计后置:即在被包装产品生产制作投入后,才会有包装容器的投入需求。该类包装器具的设计仅针对单一产品,专用性较高,通用性不强。我司现阶段设计理念为前置化设计研发。与主机厂、供应商等需求客户长期合作。对产品投入前置性资源共享, 3-5年内的产品有前瞻性把控,负责容器的投入规划及设计。基于全尺寸链的设计理念,限位部位寻求共性化,限位机构设定为活动可调节模块。对不同产品的切换,只需对包装器具进行改造即可投入新需求的使用。致力于包装器具通用性研究,配套组件模块化投入,为后期的维护和管理,节约巨大的成本。
3 结语
本文基于汽车行业大环境下的物流包装需求。综合分析了气象、机械、人机等多种环境下对包装器具的需求,为包装器具设计开发指出了意见。致力于打造现代化经济、绿色的物流包装器具,为企业节省成本,促进我国绿色物流的发展。
[1]彭国勋,物流运输包装设计(第二版)[M].北京:文化发展出版社,2012.
[2]汤柏森,防护包装原理[M].北京:化学工业出版社,2011.
[3]潘松年,包装工艺学[M].北京:文化发展出版社,2011.
[4]郭彦峰,包装物流技术[M].北京:2013.
[5]林自葵.货物运输与包装[M].北京:机械工业出版社,2010.
[6]山敬民.包装测试技术[M].北京:印刷工业出版社,2004.
[7]魏展程.汽车工位器具设计原则[J].汽车工程,2010,(1).
Strategy of Packaging Tool Development Based on Environment Analysis
Kong Yang,Liu Zhance
(Fengsheng Logistics Co.,Ltd.,Guangzhou 510800,China)
In this paper,based on the demand for logistics packages in the current macro environment of the automobile industry,we analyzed the requirements for the transportation and use of the outsourced automobile spare parts within multiple environments and proposed the strategy for the design and development of the corresponding packaging tools.
logistics transportation;environmental factor;packaging tool
F252.13;U468.8
A < class="emphasis_bold">[文章编号]1
1005-152X(2017)01-0137-05
10.3969/j.issn.1005-152X.2017.01.030
2016-11-20
孔杨,男,风神物流有限公司包装器具营业部工程师,研究方向:包装自动化;刘展策,男,风神物流有限公司包装器具营业部高级工程师,研究方向:机械自动化。