数控加工刀具运动的优化控制
2017-02-21刘桂超共青科技职业学院
刘桂超 张 娟/共青科技职业学院
数控加工刀具运动的优化控制
刘桂超 张 娟/共青科技职业学院
数控加工技术正朝着高速、高效、高精度方向发展,高速加工要求机床各运动轴都能够在极短的时间内达到高速运行状态并实现高速准停,研究开发满足高速、高精度、有效柔性加减速要求的数控加工刀具的控制方法已成为现代高性能数控系统研究的重点。
数控加工;刀具运动;优化控制
1.数控加工、数控加工精度的概念及内容
1.1数控加工的概念
数控加工是指在数控机床上进行零件加工的一种工艺方法。从整体来看,数控机床加工与传统机床加工在工艺流程上差别并不大。但从细节来看就会发现,与传统机床加工相比,数控机床加工在工艺流程上发生了明显变化。数控机床加工是由数字信号控制零件和刀具相对位移的一种机械加工工艺。相对来说,数控机床加工更适合小批量、形状复杂、品种多样、精度要求高的高效自动化零件加工。
1.2数控加工精度的概念及内容
数控加工精度指的是零件成品相对于理想模型在各种参数上的精确度,是衡量数控加工质量的重要指标。数控加工精度是一个综合概念,它包含四大方面的内容。
1.2.1尺寸精度。
与零件模型相比,零件实际尺寸的精确程度。
1.2.2形状精度。
与理想要素相比,零件的被测要素的精确程度。
1.2.3位置精度。
相对于图样标注的位置误差,零件实际位置误差的精确程度。
1.2.4表面粗糙度。
就算加工工艺再好,加工出来的零件表面也不可能是完全平整的,总有一些由微观几何图形造成的粗糙。
1.3对数控加工的认识
数控加工过程中,影响数控加工精度的因素非常多,比如温度、湿度等。因此,在数控加工中,就算采用同一种加工方法,其精度也存在很大差异。不管采用何种加工工艺,只要操作细心,切削参数选用正确,再加上精心调整,其最后的零件质量都会很好。但是人们都知道,误差和成本之间是成反比的,低误差必然伴随着高成本。一味地提高数控加工精度,不仅会大大降低生产效率,还会增加成本投资。
2.折线光滑转接优化控制算法
在数控加工过程中,待加工零件的轮廓轨迹多种多样,可以看作由多段直线和圆弧组成。如果对每一条加工型线(直线段或圆弧)都采用从静止加速到目标速度,再在该段终点处减速到的方法,会产生以下不利情况:
(1)平均加工速度低,影响加工效率;
(2)频繁加减速会加大电机的负荷,产生运动噪声和降低控制精度;
(3)对某些由多个微小线段组成的特殊加工轨迹,实际的进给速度不能达到编程时设定的进给速度,加减速导致速度波动,造成加速度过大及轮廓误差。
为解决上述‘折点”问题,需要一种方法使得满足一定条件的相邻待加工曲线之间不必减速,可以保持速度上的连续,而且尽可能地达到编程时设定的进给速度。
2.1折点光滑转接控制模型
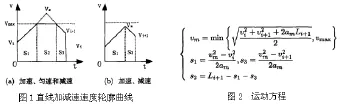
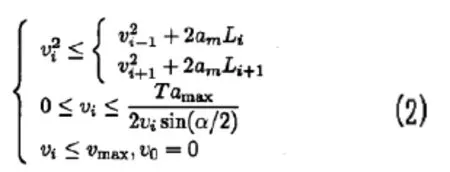
首先建立给定折线起点和终点速度的直线加减速模型。如【图1】所示,设第i段路径长Li,起点和终点速度分别为vi,vi+1,实际运动加速度和最大理论进给速度分别为am和vmax加速、匀速和减速段的位移分别为S1、S2和S3,该路径段所能达到的最大实际进给速度为vm,则其运动方程可表示如【图2】:
接着建立给出相邻折线转接速度的约束控制模型。设路径共有N段,如【图3】所示。显然,第i段的终点速度和第i+1段的起点速度相等。假设已知进给速度vi-1,则进给速度vi要满足的约束条件为:
2.1.1从vi-1加速到vi,有

2.1.2从vi减速到vi+1,有

2.1.3最大速度限制,有vi≤vmax
2.1.4相邻路径转角处加速度对进给速度的限制为
式中:amax为最大允许加速度,T为插补周期,夹角。α∈,且[0,180º],且


2.1.5vi是标量,指速率大小,vi≥0。
2.1.6初始条件:vo=0,vN=0
对于有N段的加工路径,显然vN+1=0且LN+1=0。代入式(1),有

因此,vN=0是一个多余的约束条件。综上所述,vi应满足的约束条件为
为了提高加工效率,vi应为满足方程组(2)所有约束条件的最大值。
2.2转接控制算法误差分析
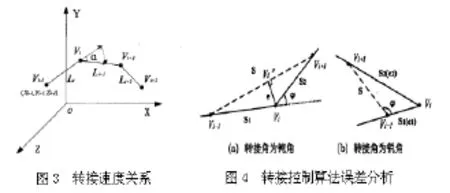
对【图4】(a)钝角的情况转接误差定义为理论转接点Vi到转接线段Vi-1Vi+1的距离e。提出误差表达式:

当ψ较大,sinψ不近似等于ψ。式(3)中,转接时S1,S及ψ已知,在△Vi-1ViVi+1中,

将式(4)代入式(3)即可得到仅由S1,S及ψ表达的误差公式。
对【图4】(b)的锐角转接情况,转接误差定义为理论转接点Vi分别到转接线段起始点Vi-1和Vi+1的距离e1和e2,加工误差定义为在加工型线的法线方向上加工型线与刀具实际轨迹的差值的最大值,则加工误差为:

其中,e’1=e1,e’2=e2sin(ψ-π/2),因而转接后,e1和e2都要满足加工的精度要求,即e≤ε。
在锐角转接过程中,两轴运动方向同时反向,因此各轴转接前后速度分量变化产生的加速度应小于各轴允许的最大加速度。否则会出现转接处的向心加速度超过伺服能力,产生较大的轨迹误差。此外,对于锐角转接,转接线段使得转接角度没有理论转接角度尖锐,因此,在需要保证加工尖角的场合不宜使用。
3.结束语
数控加工是一项要求很高的高科技技术,但是其复杂的工序就决定了其有多种误差。各种误差都有不同的原因,只有分析了产生误差的原因,然后从原因出发,对误差分组分析,提出解决策略。对于误差,一方面,要尽量消除原始误差,但是原始误差的减小是有一定限度的,这时就要从其他方面利用其他方法入手,本文从数控加工刀具运动的优化控制入手,来降低加工误差,希望能够为同行提供一定的借鉴。
[1]张慧萍.数控切削加工工艺参数及刀具运动轨迹的研究[D].哈尔滨理工大学,2003.
[2]彭健钧.基于特征的复杂工件数控加工关键技术研究[D].中国科学院研究生院(沈阳计算技术研究所),2012.
[3]杨清艳.螺旋锥齿轮数控加工及精度控制关键技术研究[D].合肥工业大学,2015.
[4]杨旭静.自由曲面高性能数控加工刀具路径技术研究[D].湖南大学,2006.
