利用噪声判别定子铁心质量的方法
2017-02-18苟智德赵玉吉富立新魏长健杨村栋
苟智德,赵玉吉,富立新,魏长健,韩 毅,杨村栋
(水力发电设备国家重点实验室,哈尔滨 150040)
利用噪声判别定子铁心质量的方法
苟智德,赵玉吉,富立新,魏长健,韩 毅,杨村栋
(水力发电设备国家重点实验室,哈尔滨 150040)
定子铁心磁化试验时会产生噪声,主要是由于定子铁心硅钢片在交变作用磁通下产生振动引起的。提出一种利用噪声对定子铁心进行质量判别的方法,以检验定子铁心装配质量,查找是否存在铁心压紧不实、松动、局部空腔等问题。在定子铁心磁化试验时,进行噪声声压级、1/3倍频程频谱、局部高点噪声测试。以定子铁心在冷态和热态的噪声声压级差值不大于5dB、冷态和热态的噪声1/3倍频程频谱图无异常差别、最大局部噪声差值不大于3dB,作为噪声对定子铁心质量判别的依据。
定子铁心;磁化试验;噪声;质量判别
0 前言
大于所用硅钢片的标准比损耗的1.3倍[6]。
定子铁心是大型发电机的主要部件,是发电机主磁路的通道[1-3]。定子铁心由多层彼此间距0.5mm厚绝缘层的硅钢片构成,它们之间相互绝缘,以减少定子铁心内的涡流,避免不必要的磁电损失。定子铁心硅钢片装配时需充分压紧,以防松动[4]。
定子铁心磁化试验是大型发电机制造过程中必须进行的例行项目,以检查定子铁心装配和绝缘质量[5]。定子铁心磁化试验利用专用的励磁线圈,接入单相交流电源,在铁心内部造成交变磁通,使铁心产生涡流损耗并且温度升高,测试定子铁心各部位温度和励磁损耗,计算铁心温升和单位重量的损耗。按照国标《GB/T 20835-2016发电机定子铁心磁化试验导则》的规定,对定子铁心质量判别有三项,其一,铁心最大温升限值为25K;其二,铁心相同部位(定子齿或槽)温差限值为15K;其三,定子铁心比损耗值应不
1 铁心磁化试验时的噪声
铁心磁化试验时会产生噪声,噪声主要是由于铁心硅钢片在交变磁通作用下产生振动引起的[7-10]。在铁心磁化试验刚开始时,铁心温度还没升高,铁心处于冷状态;试验进行了一定时间后,由于磁滞损耗和涡流损耗产生热量,铁心温度升高,铁心达到热状态[11-13]。
在冷态和热态,由于硅钢片体积和间隙大小不同,铁心硅钢片产生的振动和噪声是不相同的[14-15]。对于铁心质量合格的发电机,在正常运行时硅钢片体积和间隙大小变动在允许的范围内,冷态和热态噪声差别也不大;如存在铁心压紧不实、松动、局部空腔,硅钢片体积和间隙大小变动明显,冷态和热态噪声差别就会很大。基于这种情况,提出一种利用噪声对定子铁心进行质量判别的方法。
2 噪声测试
2.1 测试仪表及使用方式
选择噪声测试仪器的精度等级为1级的声级计,该声级计应能进行A计权、Z计权噪声测试,还能进行1/3倍频程的测试。
进行噪声声压级测试时,声级计的计权方式选择“A”计权,快慢方式选择“慢”的方式。进行1/3倍频程频谱测试时,声级计的计权方式选择为“Z”计权,快慢方式选择“慢”的方式。
2.2 噪声声压级测试
按图1所示噪声声压级的测点均匀分布在机座两侧,每侧至少7个侧点,在机座2个端部至少3个测点,测试距离为1m,测试高度为发电机中心线高度。在铁心磁化试验开始的第5min和试验进行到第30min后分别进行噪声测试,第5min的测试值作为冷态时的噪声,第30min的测试值作为热态时的噪声。相邻2点的噪声测试值应不大于3dB;若相邻2点大于3dB,应在这2点之间增加测点。在测试过程中,标记出噪声较高点的部位。
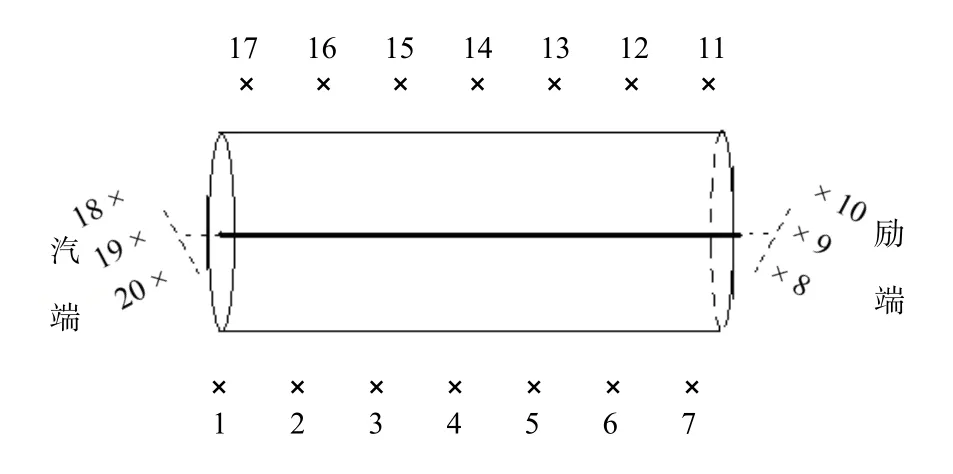
图1 噪声声压级测点位置
2.3 1/3倍频程测试
噪声1/3倍频程的测点有4点,在机座每一侧的中部各有一个测点,在每一端部的中部各有一个测点,测试距离为1m,测试高度为发电机中心线高度。分别在铁心磁化试验开始的第5min和试验进行到第30min后分别进行测试,第5min的测试值作为冷态时的噪声,第30min的测试值作为热态时的噪声。
2.4 局部高点噪声测试
在噪声声压级测试过程中,若发现某处噪声偏高,应对噪声偏高部位进行局部高点噪声的测试。局部高点噪声测试,可在热态下进行。局部高点测试范围为机座上20cm×20cm的区域,该区域内均匀分布上、中、下各3点,共9个测点,测试距离为10cm。
3 噪声测试数据计算和处理
对噪声测试数据,进行如下计算和处理。
3.1 冷态与热态下噪声差值
对各测点测试的噪声声压级取算术平均值,冷态噪声声压级测试值,即为第5min测试值;热态噪声声压级测试值,即为第30min测试值,并计算冷态与热态噪声声压级算术平均值的差值。
3.2 绘制频谱图
将冷态(第5min)和热态(第30min)各测点测试的1/3倍频程的中心频率绘制在同一个频谱图上,其中频谱图的横坐标为1/3倍频程各中心频率的序号,纵坐标为1/3倍频程各中心频率的噪声测试值。
3.3 最大局部噪声差值
局部高点噪声测试,可在热态下进行。对局部噪声9点的测试值,相互间进行差值对比,其中差值最大的,即为最大局部噪声差值。
4 铁心质量判别
铁心磁化试验时的噪声,按照以下3项标准对铁心质量进行判别[16]:
(1)冷态和热态噪声差值应不大于5dB;如差值大于5dB,存在铁心松动现象。
(2)冷态和热态噪声1/3倍频程频谱图,应无异常差别;如二者的频谱图明显异常,存在铁心松动现象。
(3)最大局部噪声差值,不大于3dB;如最大局部噪声相差3dB以上,存在铁心局部松动现象。
5 应用实例
5.1 试验发电机及噪声测试数据
对一台300MW的汽轮发电机铁心装压完毕、铁心磁化试验时进行了噪声测试,并利用噪声进行了质量判别。
铁心磁化试验时,冷态、热态声压级噪声测试数据见表1。
铁心磁化试验时,冷态、热态噪声1/3倍频程测试数据,见表2。
5.2 测试计算及绘制频谱图
对各测点测试的噪声声压级取算术平均值,见公式(1):

式中:Pi——各测点噪声声压级的测试值,dB;
N——测点数;
计算冷态与热态噪声声压级算术平均值的差值,见表3。
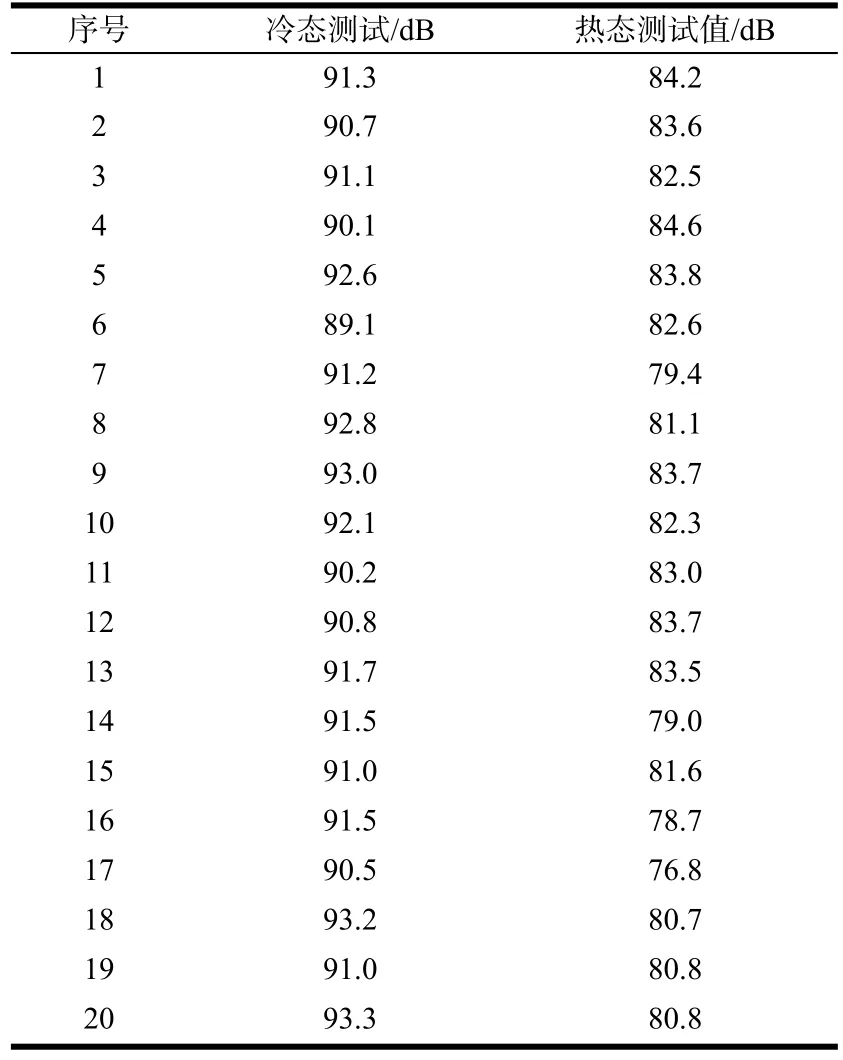
表1 噪声声压级测试数据
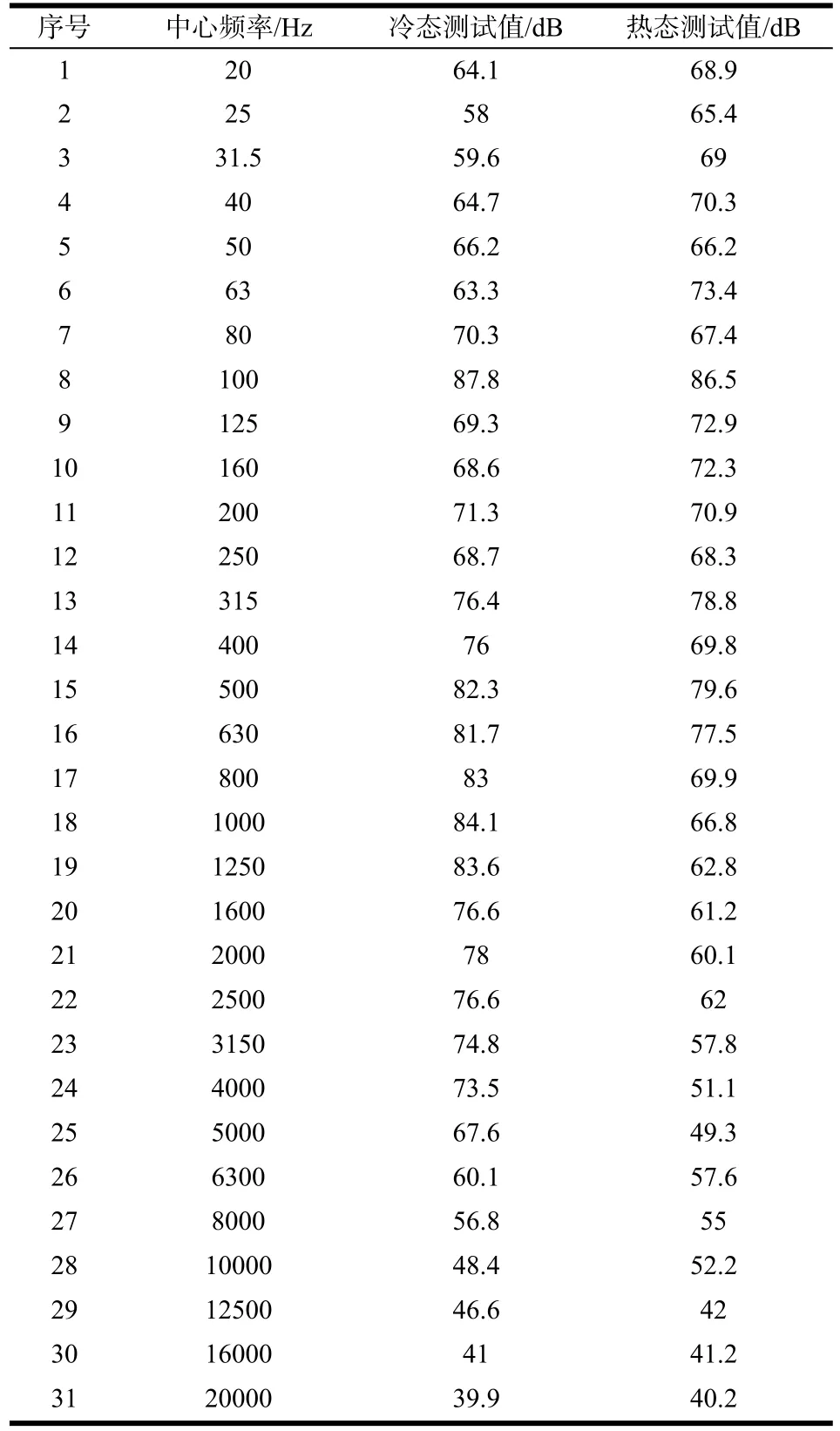
表2 噪声1/3倍频程测试数据

表3 冷态与热态噪声声压级差值
对冷态、热态同一位置,测试的1/3倍频程的中心频率绘制在同一个频谱图上,如图2所示。
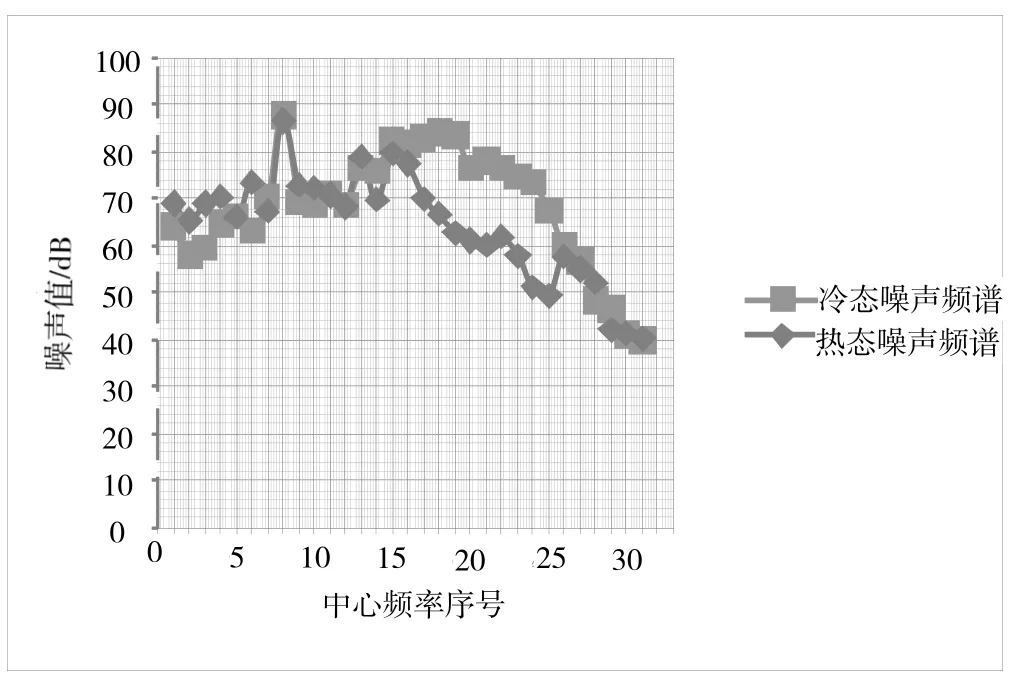
图2 噪声1/3倍频程频谱差异图
可看出中心频率从序号17(800Hz)到序号25(5000Hz),二者(冷态和热态)频谱图发生分离,噪声频谱相差很大。这种噪声频谱的异常差别说明:冷态和热态硅钢片体积和间隙大小变化很大,存在铁心松动的现象。
5.3 铁心质量判断
(1)铁心冷态和热态噪声差值为9.6dB,大于5dB;
(2)铁心冷态和热态噪声1/3倍频程频谱图,存在异常差别。
通过噪声判定:定子铁心不合格。
6 结论
基于定子铁心硅钢片结构和铁心磁化试验的磁热效应产生振动和噪声,通过测试分析噪声,进行铁心压紧不实、松动、局部空腔的一种检测和判断方法。这种方法是对国标《GB/T 20835-2016发电机定子铁心磁化试验导则》规定的温升限值、比损耗限值质量判定方法的扩展和补充。当温升、比损耗无法准确进行质量判定时,利用噪声对定子铁心进行质量判别有很大的便捷直观优势。
利用噪声对定子铁心进行质量判别是一种新的判别方法,无论对铁心整体还是局部松动,都有其独到之处。尤其是1/3倍频程频谱对比图,无论从直观性还是铁心噪声产生机理,对定子铁心进行质量判别是一种强有力的实证方法。
[1]汤蕴璆.电机学[M].北京:机械工业出版社,2000.
[2]许实章.电机学(下)[M].北京:机械工业出版社,1981.
[3]白延年.水轮发电机设计与计算[M].机械工业出版社,1982.
[4]才家刚.电机试验技术及设备手册[M].北京:机械工业出版社,2004.
[5]沈标正.电机故障诊断技术[M].北京:机械工业出版社,1996.
[6]2016GBT.发电机定子铁心磁化试验导则[S],2016.
[7]周云山,张立辉.电机定子铁损试验的研究[J].东方电机,2009,37(1):26-29.
[8]苟智德,孙振涛,常德刚.电机定子铁损试验研究与对比分析[J].黑龙江电力,2004,26(2):103-105.
[9]王劲松,吴宇辉.发电机定子铁心片间短路故障诊断系统[J].华北电力技术,2004(2):34-37.
[10]苟智德,王靖.汽轮发电机噪声的测试与频谱分析[J].大电机技术,2009(6):27-30.
[11]成德明.对发电机定子铁心磁化试验比损耗值的计算分析[J].水电站机电技术,2015,38(3):31-33.
[12]赵小军,崔灿,李琳,等.基于定点谐波平衡法的铁心磁滞与损耗特性分析[J].电工技术学报, 2014,29(7):10-18.
[13]龚宇,崔巍,章跃进.考虑局部磁滞损耗的复合电机铁损耗计算[J].中国电机工程学报,2014, 34(030):5395-5400.
[14]张艳丽,彭志华,谢德馨,等.直流偏磁下不同磁化曲线对变压器铁心损耗仿真的影响[J].电工技术学报,2014,29(5):43-48.
[15]黄平林.旋转电机铁心损耗的分析与计算[D].南京:东南大学,2007.
[16]苟智德,富立新,焦晓霞.利用噪声对定子铁心进行质量判别的方法[P].专利号:ZL201410038029.9.
苟智德(1970-),1994年毕业于大连轻工业学院电气技术专业,获学士学位,2007年毕业于哈尔滨工业大学,获工程硕士学位,主要从事大型发电机性能试验研究及故障分析研究,高级工程师。
审稿人:刘公直

[作者简介]
李永刚(1967-),毕业于华北电力大学电机与电器专业,博士,从事大型发电机在线监测与故障诊断技术研究,教授。
审稿人:李桂芬
Stator Core Quality Judgment by Noise
GOU Zhide,ZHAO Yuji,FU Lixin,WEI Changjian,HAN Yi,YANG Cundong
(State Key Laboratory of Hydro-power Equipment,Harbin 150040,China)
In case of magnetization test,generator stator core produces noise,the main reason is the laminated core vibration under the alternating magnetic flux.In this paper,a method of stator core quality judgment by noise is proposed to check the core assembly quality,and find out if there is looseness or partial void.During magnetization test,A-Weighted sound pressure level,one-third octave frequency spectrum and partial noise are measured.There are three judgment standards of the stator core quality.First of all,the difference of the noise sound pressure level between cold state and hot state is not more than 5dB.Secondly,there is no special difference of one-third frequency spectrum under cold state and hot state,and thirdly the maximum difference of partial noise is not more than 3dB.
stator core;magnetization test;noise;quality judgment
TM301.4
A
1000-3983(2017)01-0016-04
2015-09-02