橙色面漆外观质量的提升
2017-02-15曹晓根
曹晓根
(浙江吉利控股集团有限公司,浙江 宁波 315336)
橙色面漆外观质量的提升
曹晓根
(浙江吉利控股集团有限公司,浙江 宁波 315336)
介绍了某主机厂提升新车型使用的橙色面漆外观的措施,如打磨中涂漆、同时降低涂料中铝粉含量以及基色漆的膜厚、采用更合适的清漆以增加清漆厚度等,为提高低遮盖力颜色的漆膜外观质量提供参考。
汽车涂装;漆膜外观;橙色面漆;遮盖力;工艺改进
Author’s address:Geely Holding Group, Ningbo 315336, China
汽车涂装的主要目的是防腐和装饰,其中以装饰作用体现得更直观。靓丽多彩的颜色赋予了车身更多的变化和个性。然而,色彩鲜艳的颜色,尤其是一些鲜艳的红、黄和橙色,其遮盖力相对较差,遮盖黑白格纸所需膜厚在50 μm以上。施工时由于采用同色或浅色中涂,实际膜厚要薄一些,多控制在15 ~25 μm。常见的银色、黑色和绿色由于遮盖力较好,膜厚控制在10 ~ 15 μm。目前赋予漆膜外观颜色的是base(基色漆,即透过清漆能被人肉眼看到的带颜色的涂层)。base越厚,则漆膜的外观越差。在同样的工艺和生产条件下,红、黄和橙色漆膜的外观明显较其他颜色要差一些。为提升遮盖力差的颜色的漆膜外观,可通过优化工艺、材料等不同方法。本文以某主机厂改进橙色面漆外观为例,讨论了不同方法对提升漆膜外观的作用。
1 漆膜外观的评价
广义的涂层外观指其给予人的各种视觉刺激,包括颜色、明暗、通透性、饱满度及漆膜的各种缺陷。类似宝石的效果是漆膜外观所追求的,其评价类似宝石的评价维度,分为水头、质地、颜色、加工工艺、净度和瑕疵。
水头:鲜映性,鲜映性越高,细节分辨能力越好。有时用雾影、溶剂保留量等指标进行辅助评价。
质地:光泽度,闪烁程度(闪光材料的均一性),丰满度(漆膜饱满的程度),细腻程度(一般用涂料的细度来衡量),以及不同涂层间是否互溶等缺陷。
颜色:色差。既指与标准颜色的差异,也指不同部位目视时的颜色差异。严重的浮色、发花等也归入内。
加工工艺:主要是车身造型与颜色搭配的程度。一般在产品开发初期即确定所搭配的颜色、闪烁程度等。
净度:有无异色颗粒等缺陷。
瑕疵:除上面提到的其他缺陷,重点是橘皮、漆膜附着不良、针孔等。
本文所指涂层外观不考虑明显的漆膜弊病和颜色差异。
以往主要靠检验人员主观评价漆膜外观,局限性较大,难以察觉其微小变化。现在主要靠仪器测量,最典型的设备是BYK公司的橘皮仪,参考数据有长波Lw、短波Sw、明亮度DOI等,有的公司还引入了综合值R或CF。考虑到应用的广泛性,本文主要采用长波、短波和DOI这3个通用指标,其中长波和短波的数值越低越好,且需遵循短波与长波的比例在2 ~ 3为好,尤其是立面(垂直面)。DOI则越高越好。
目前丰满度还没有应用普遍的量化数据来衡量,一般认为其与膜厚及施工固体分有关。同样的涂料和施工工艺下,膜厚或固体分越高,丰满度越好。综合来看,橘皮(长波、短波及二者比例)、DOI和丰满度对漆膜外观的影响最大。
2 漆膜外观提升的实际案例
2. 1 问题描述
某主机厂生产的A车型开发了数种新颜色,经过生产准备和工艺优化,除橙色外其余颜色的外观均达到了相应的质量要求。而橙色无论是目视还是外观数据均不理想,尤其是短波,要求在25以内,期望在22以内,但实际不同部位的平均值在28左右,具体数据见表1。
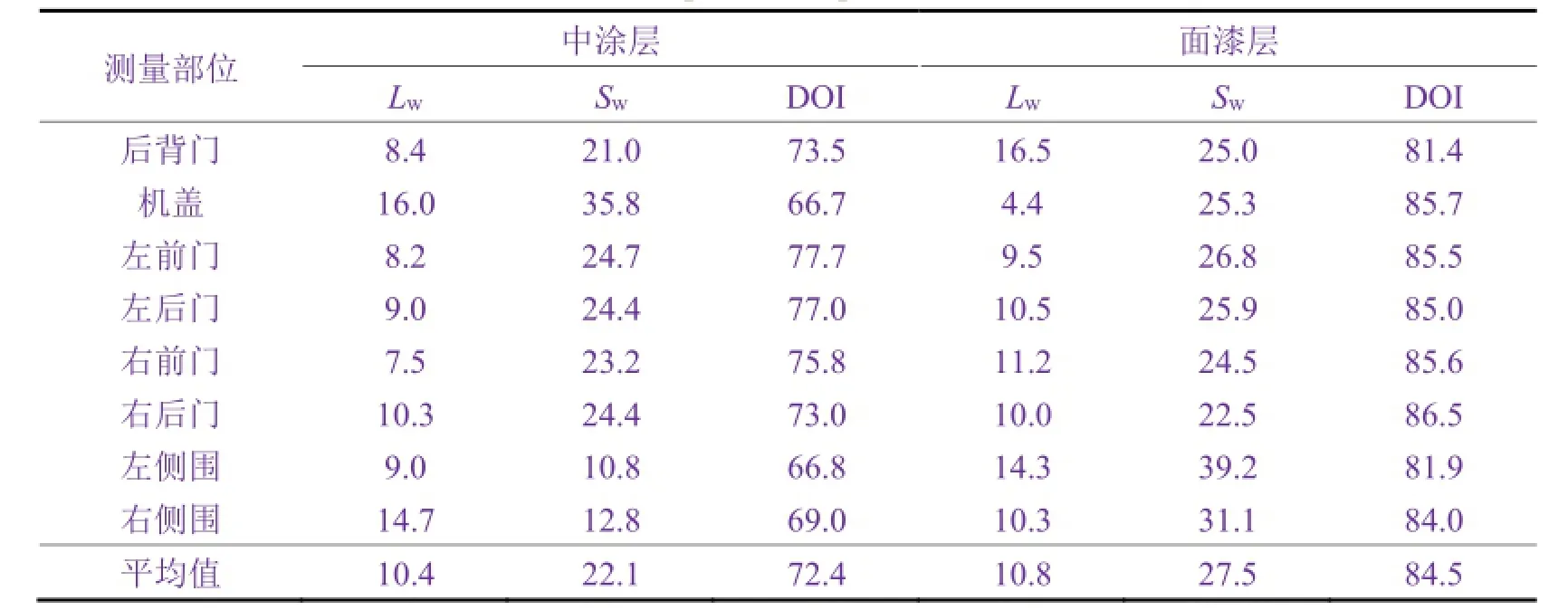
表1 未改进工艺时车身不同部位的橙色面漆的长短波和明亮度Table 1 Long-wave, short-wave and DOI (distinctness of image) of the orange topcoat on different parts of car body before process improvement
考虑到该颜色与A车型的匹配性较好,市场调研显示其为潜在顾客最喜欢的颜色,故公司组织技术攻关,在保证颜色不变的情况下实现外观的提升,使短波达到22以内。橙色漆的生产工艺为3C2B(磷化/薄膜电泳 + 水性中涂 + 水性base + 溶剂型清漆),各涂层的平均膜厚依次为21、35、21和45 μm,而根据部位不同,磷化 + 薄膜电泳漆的实际膜厚为16 ~ 22 μm,中涂漆29 ~ 41 μm,base的膜厚16 ~ 23 μm之间,清漆43 ~ 53 μm。主要喷涂参数为:枪物距离20 cm,中涂的喷涂速率400 mm/s,base和清漆的喷涂速率500 mm/s,喷涂扇幅450 mm,搭接率67%,中涂最大吐出量550 mL、base和清漆最大吐出量400 mL,静电电压70 kV(边角等非外观测量部位除外)。上膜方式:中涂一站喷涂[ECORP E033型机器人 + 杯盘D65 GR0 4 VS-D22 ECOBELL2(N16010060)型旋杯];base和清漆两站喷涂{ECORP E033型机器人+旋杯[base一站:杯盘D65 O.R.VS-D22 ECOBELL2 AS(N16010059),base二站:杯盘D65 STK VS-D22 ECOBELL-AS(N16010048);清漆一、二站:分配器盘KPL. ESTABELL ECO D22(M27030045)]}。水性中涂的原漆固体分为47% ~ 52%(实测47% ~ 48%),施工黏度48 ~ 53 s[DIN-4杯,涂料温度(26 ± 1) °C,以下同],抗流挂极限45 ~ 50 μm;水性Base的原漆固体分17% ~ 25%(实测24% ~ 25%),施工黏度49 ~53 s,一般不稀释,如需采用纯水稀释,比例在1%以内,遮盖用的闪光材料为直径17 ~ 20 μm的黄色铝粉;溶剂型清漆的原漆固体分40% ~ 52%(实测46% ~ 48%),施工黏度28 ~ 32 s,稀释比例在10%左右。
2. 2 解决思路
由于同车型的其他颜色均已达成质量目标,而除base外,橙色的工艺、材料、设备等均与其他颜色相同,首先考虑优化base的喷涂数据。实际优化后短波为26 ~ 28,而从各颜色的实际测量数据来看,短波的波动在1左右,因此改善不明显。再减少base 5%的吐出量来降低其膜厚约1 μm,改善也不明显。而减少吐出量10%后,短波仍在25左右,且不能稳定达成质量目标,甚至出现了色差,方案遂被否决。从工艺层面来看,单靠调整Base工艺难以解决问题,考虑从整个喷涂工艺和材料入手,验证各方法对外观的改善效果,以找出合适的方案。
2. 3 打磨中涂漆对漆膜外观的影响
分析调试过程中的数据时发现,车辆的外观数据往往要好于小批量生产时。这两个阶段的区别有2点:一是调试车由于前期质量缺陷导致中涂层被整体打磨;二是由于调试需要,部分调试车会多喷一遍中涂或清漆。笔者因此决定从这两点进行验证。用600#砂纸整体打磨中涂层后,面漆的外观数据见表2。
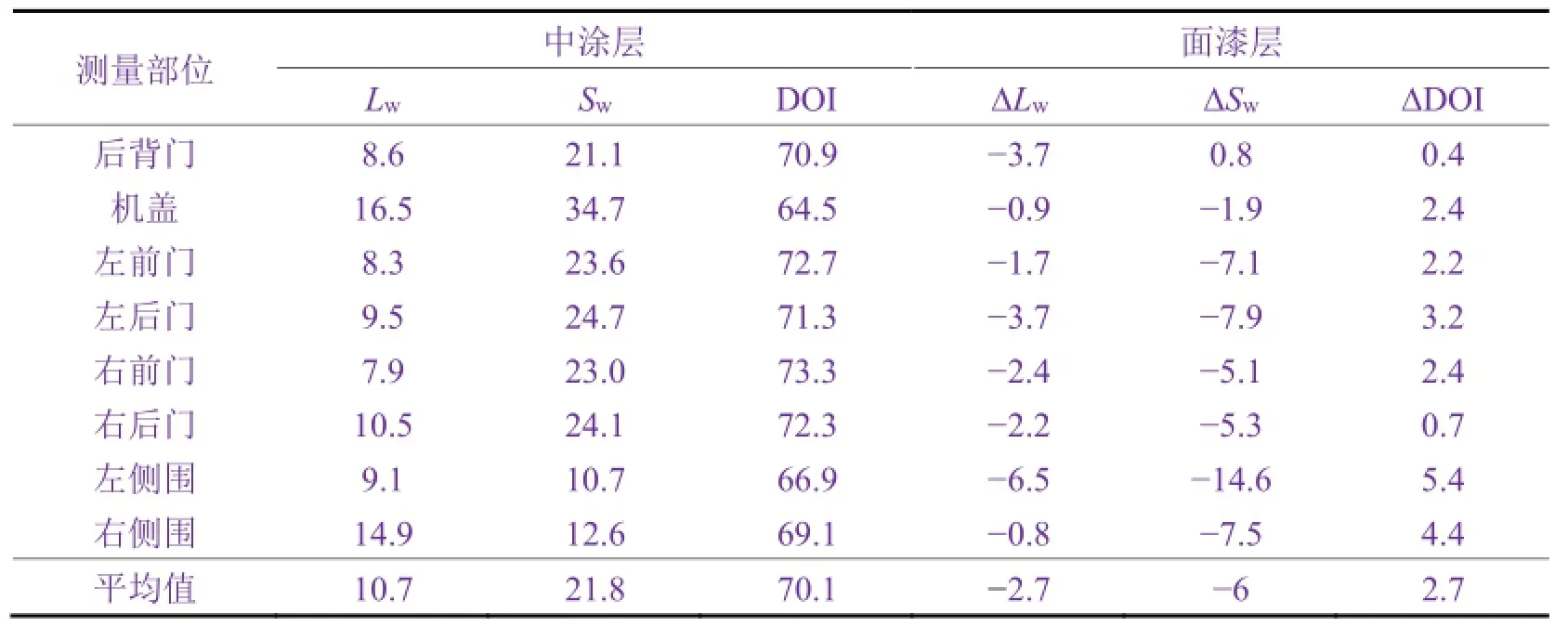
表2 打磨中涂漆后车身不同部位的橙色面漆的长短波和明亮度Table 2 Long-wave, short-wave and DOI of the orange topcoat on different parts of car body after grinding midcoat
对比表1的数据可发现,整体打磨中涂层对橙色漆的长波、短波和DOI的影响都很大,尤其是短波,平均降低了6个单位,目视差距比较大。以左后门为例,打磨前其中涂层的DOI为71.3,甚至低于调整Base工艺前的数据,但打磨后该部位面漆的DOI相比调整Base前还提升了3.2个单位。这说明打磨中涂层能很好地提升面漆外观。只是量产后无法实现整体打磨(工艺设计为不打磨,现场已无改造空间),可在新生产线设计时考虑加入该措施,也可用于小批量生产高质量外观产品。
另外,后背门处面漆的短波上升了0.8个单位,与其他部位的情况不一致。重复试验发现不同车辆该部位面漆短波的变化在−0.5 ~ 0.9个单位。用600#砂纸分别打磨钢板、电泳漆,发现在此部位及膜厚(29 μm,是最薄的部位)下,提升底材质量无法明显降低其短波。中涂膜厚由29 μm增至35 μm后,长短波明显下降。
2. 4 提升中涂漆外观对漆膜外观的影响
从上面的实验可知打磨中涂层对漆膜外观的改进很大,但又不便采用。那更换一种流平性更好的中涂漆效果又怎样呢?通过更换中涂漆来进行了验证。新中涂原漆的固体分47% ~ 52%(实测47% ~ 48%),颜填料的粒径由小于15 μm减至10 μm,施工黏度48 ~ 52 s。由于增加了抗流挂树脂,流平性更好,降低了长短波,且抗流挂极限降至40 ~ 45 μm。工艺方面,喷涂的轨迹及其中的吐出量、成型空气、旋杯转速、静电电压等保持不变,中涂的施工固体分也保持不变。由于调试时一些生产条件(如底材的打磨点)发生变化,为减少误差,采取平行试验,结果见表3,其中后背门处中涂膜厚已增加6 μm,其余部位膜厚不变。可见中涂层长波的平均值降低了3.1个单位,短波平均值降低了4.4个单位,面漆长波的平均值仅降低了0.1个单位,短波平均值降低了1.3个单位,DOI提高了0.9个单位。从具体部位看(不考虑膜厚不同的后背门),除右侧围处的短波增加2.1外,其余部位的短波均下降。左侧围和右侧围处底材的材质相同,电泳(18 μm)、中涂(35 μm)、base(21 μm)和清漆(49 μm)的膜厚均相等,但短波变化趋势相反,且差异较大,采用更换后的中涂进行重复性试验,这两处的短波均降低,目前未能找出原因(因测量部位定位不准导致的测量误差小于1.0)。从以上试验可见,提升底材外观主要影响橙色漆的短波,对长波的影响可忽略。同时,面漆与中涂的短波差距由11.4扩大到14.5,说明当底材外观优于面漆时,改善底材外观无法显著提升面漆的外观质量。

表3 更换中涂后车身不同部位的橙色面漆的外观指数及前后变化Table 3 Appearance values and their variations of the orange topcoat on different parts of car body after changing midcoat
2. 5 调整产品对漆膜外观的影响
通过改善中涂外观在一定程度上能够提升漆膜外观,但结果仍不理想。保持PVC值(即颜填料与基料的体积比)不变,降低原base漆中黄色铝粉的含量,同时增加具有增稠作用的助剂,在保证施工黏度(49 ~ 53 s)不变的情况下,降低原漆固体分至17% ~ 23%(实测约22%),据此调整了base漆。由于减少了黄色铝粉的含量,涂料的遮盖力得到了提升,且膜厚对颜色的影响变小。原base层平均膜厚约21 μm,直接减小15%的吐出量并据此调整成型空气,其余参数不变,从而降低base膜厚约3 μm,验证了降低铝粉含量对漆膜外观的影响,结果见表4。

表4 降低涂料中铝粉含量前后车身不同部位的漆膜外观指数变化Table 4 Variation of appearance values of the films on different parts of car body before and after reducing aluminum powder content in paint
对比表3的数据,除左前门、右前门处的长波增大,左后门处的长波保持不变外,各测量点的长波和短波都降低了,其中长波的平均值降低31.8%,短波的平均值降低26.8%,DOI平均值升高2.2%。从具体部位来看,本身的短波越大,则降低越多,这说明颜色对于短波的影响是关键性的。不同部位的长波出现了不同的变化,主要表现在左右前门处的长波增大,左右后门处的长波几乎不变。重复性试验也体现出同样的规律。将前门处中涂和清漆的膜厚通过降低吐出量10 mL各减薄约1 μm,左前门与左后门处长波的变化差距缩小至0.9,而右前门与右后门处的差距缩小至0.7,但前门处的长波仍然增加,说明四门在此膜厚下长波变化不明显。调整Base漆对各外观指标均有提升,且长短波的降低幅度比较接近。这说明改进产品可达成期望目标,但后背门(立面)的长短波比例(应大于3)还需要调整。
采用上述方法进行了小批量验证,外观数据可根据表5计算。可知长短波和DOI均达到较好状态。平衡值B为−1.4 ~ 4.5,可接受但不在最佳范围,尤其是机盖处的B明显偏高(长波与短波相比过小)。此时降低短波已很困难,考虑到机盖的长波相对其他部位较小,可提高该位置的长波来降低B。这能通过调整喷涂程序或工艺参数来实现,如降低中涂和清漆的膜厚,降低旋杯转速等。
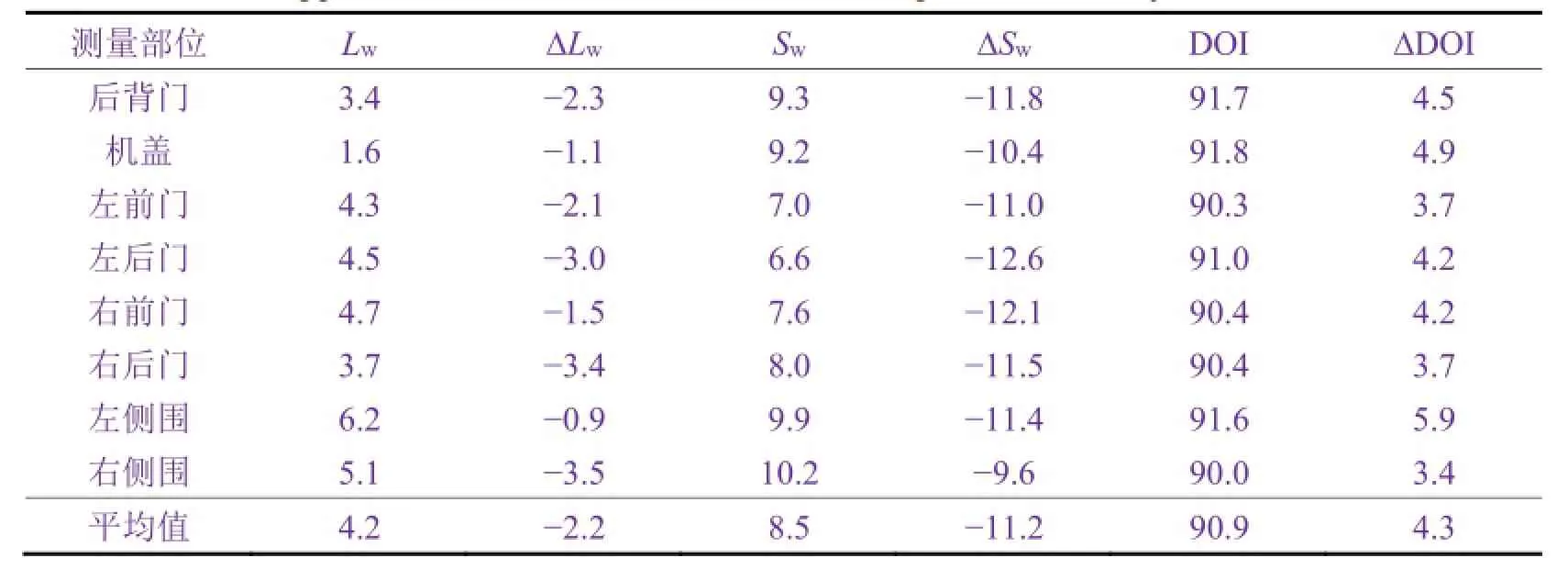
表5 采用2K清漆时车身不同部位的外观指数Table 5 Appearance values of the films on different parts of car body with a 2K varnish
2. 6 换用清漆对漆膜外观的影响
多喷一遍中涂或清漆有可能是部分调试车外观质量更好的原因,笔者团队对此进行了验证。但是因为喷涂2遍中涂或清漆会降低产能,所以选择一道清漆并增加膜厚的方法。由于原先采用的1K清漆的极限膜厚在50 μm左右,本身很难再增加厚度,换用了2K清漆,并调整机器人喷涂的吐出量、对应的旋杯转速、成型空气流量等参数,最终膜厚57 μm,较原先增厚12 μm,面漆的外观参数及其与进行小批量验证时(1K清漆)的数据变化列于表5。
对比更换清漆前的数据很容易发现,采用同样板材的白车身、相同工艺完成的电泳、中涂和base,选用更厚的2K清漆后,车身各部位的长短波和DOI均更优。其中长波的平均值降低34.4%,短波的平均值降低56.9%,DOI平均值提高5.0%。2K清漆由于有更高的施工固体分和较小的收缩率,视觉上比1K清漆具有更好的丰满度。
3 结语
通过近一年的努力,橙色面漆的外观达到了比较理想的水平。通过打磨中涂层、提升底材外观质量、降低涂料中铝粉的含量、提高清漆厚度,能够不同程度地改善漆膜外观,以上措施不仅适用于橙色面漆等遮盖力低的涂料,对其他遮盖力好的涂料同样适用。
[ 编辑:杜娟娟 ]
Improvement of appearance quality for orange topcoat
// CAO Xiao-gen
The measures taken by a manufacturer to improve the appearance of orange topcoat applied to a new model of car were introduced, including grinding midcoat, reducing the content of aluminum powder in paint and the thickness of base film simultaneously, and increasing varnish thickness by using more appropriate varnish, providing a reference for improving the appearance quality of colored paint film with low covering power.
automobile painting; film appearance; orange topcoat; covering power; process improvement
TQ639
B
1004 – 227X (2017) 02 – 0101 – 05
10.19289/j.1004-227x.2017.02.008
2016–03–15
2016–08–29
曹晓根(1978–),男,河北石家庄人,专科,工程师,研究方向为汽车涂装,已发表论文20余篇。
作者联系方式:(E-mail) siyue2222@sina.com。
