对口单招钳工技能中孔加工的分析
2017-01-20何忠
何忠
摘 要: 随着单招钳工技能日新月异的发展,考试难度逐年增加,孔加工的精准度更上一层楼,因此,本文对孔加工进行了深入的剖析。
关键词: 钳工技能 修孔 孔的精准度
对口单招钳工技能在单招高考的比重占据30%;机械专业中以钳工为例占300分,占总分的三分之一,再加上技能高考的淘汰制度,说明钳工在整个高考中还是相当有分量的,在整个实训过程中一定要有一个规划,有计划地进行实训。
在单招钳工实训过程中要分模块化训练,有目的地练习、有针对性地训练才能得高分,教师在给出指导性的方案时,要让学生尝试自己独立思考,鼓励学生积极思考,提出不同的方案。引导学生确定合理的方案,逐步培养学生独立制定方案的能力,有利于提高学生实际解决问题的能力。
在实际生产过程中各种零部件的孔加工,部分是利用车、镗、铣加工的,但很大一部分是用钻床完成的,孔加工的教学如何,对一个钳工培养至关重要,因此钻孔是对口单招钳工技能的重中之重。对口单招钳工中孔的加工分为打样冲眼、钻孔、扩孔、铰孔六个部分。在对口单招钳工技能中,有一个因素决定孔的精准度,即样冲眼的准确度。样冲眼的准确度影响孔加工的精准度,我根据经历多年对口大招钳工技能高考的经验特谈谈如何提高孔的精准度。
1.画线
钻孔前,首先要分析图纸,根据图纸加工完成工件的基准,一般基准面的平面度公差≤0.04mm,与之相邻面的垂直度公差≤0.04mm,按照钻孔要求,使用高度尺进行画线,形成十字线规格,要求孔的对称中心线清晰准确。画完线进行检测,检测合格后方可进行下一步操作——打样冲眼。
2.样冲眼
在孔的对称中心点上进行第一步操作——轻轻地敲击样冲,使之留下一个小点即可,在对称中心线的周围,从各角度观察是否样冲眼打在中心,最后适当用力垂直敲击样冲眼形成小圆坑,观察是否打圆、打正,如若不准确,进一步调整样冲进行敲击修正,这一步非常关键,直接影响到孔的精准度,样冲眼打准了,就可以使钻心准确,钻孔一次性成功。
3.孔精度修整
在样冲眼打偏无法调整后,可以直接扩孔至Φ6,首先根据图纸要求计算出Φ6孔距的尺寸,然后检测出实际孔距值,计算出与标准孔距值的误差,为什么要计算误差呢?因为有了误差才可以进行最关键的修整,为什么需要扩孔至Φ6呢?因为只有Φ6孔适合修整。根据多年的钻孔经验,我总结出两句口诀:第一,反向修孔距误差的两倍;第二,修3/4或者2/3圆弧。
从图中得出标准孔距为15±0.1mm,实际测量出的孔距为12.2mm,那么得出孔距误差为0.2mm,根据口诀可以修孔,反向(右)修孔距误差的两倍(0.4mm),修3/4圆弧。利用圆弧锉刀修整完毕后,进行扩孔至Φ7.8。
修孔距的原理:当样冲眼偏差,那么Φ6扩孔后的孔距自然不会精准,甚至偏差的太大,完全不在尺寸公差范围内,根本问题还是在孔的圆心上(即样冲眼圆心),反向修孔距误差的两倍是根据孔的对称原理进行的修整,要保证钻头的圆心与加工孔的圆心重合,必然要修整因为偏差导致的误差,Φ6孔孔距增大0.2mm,即圆心靠右0.2mm,与标准圆心相差0.2mm,修整孔距的目的就在于如何调整Φ6孔圆心,实际误差为0.2mm,因为孔是对称的,所以下一步Φ7.8扩孔时的圆心需要向右调整误差的两倍(0.4mm),实际Φ7.8扩孔移动距离为0.2mm。如若Φ6扩孔时孔距与标准值减小,用同样的方法进行调整。
4.倒角和铰孔
倒角:使用Φ11钻头以上直径的倒角,双面倒角,单边为0.5mm。
铰孔:使用Φ8铰刀来铰孔,保证孔的直径达标(利用Φ8双头塞规检测),同时也达到孔的光洁度要求。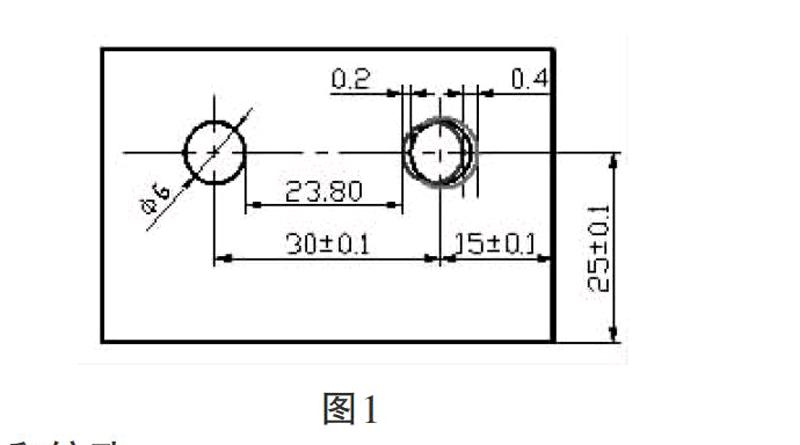
5.总结
(1)画线:清晰、标准;(2)样冲眼:准确、合格;(3)钻孔(扩孔):Φ3、Φ6、Φ7.8;(4)修孔:Φ6时修孔距误差的两倍,修3/4或者2/3圆弧;(5)倒角和铰孔:Φ11钻头双面倒角、Φ8铰刀铰孔;(6)检测:Φ8双头塞规检测。对口单招机械专业的钳工技能考试题目在考试之前不公布,但孔的加工年年必考,所以要全面练习保证得分,做到面面俱到,只有平时的多练才能对单招钳工技能考试多一分把握,因此孔的加工一定要有针对性,做到百分百地掌握,合理调整孔加工的时间,机动灵活,综合整个工件,灵活加工。在钻孔时合理选择钻床转速和进给量,做到安全文明生产,保证上钻床不带手套。
总之,在对口单招钳工技能高考中,孔的加工分数占比为12%,学生完全掌握这部分内容对整个单招高考有极大的帮助,为今后踏入社会工作岗位奠定基础。
参考文献:
[1]杨杰.钳工钻孔加工分析[J].职业教育研究,2014(260).
[2]陈丽斌.对口单招钳工技能中燕尾加工的分析[J].科技展望,2015(160).