热轧高强钢横梁零件成形数值模拟及试验研究
2017-01-20田志俊
田志俊,张 军,詹 华
马钢股份公司技术中心 安徽马鞍山,243000)
热轧高强钢横梁零件成形数值模拟及试验研究
田志俊,张 军,詹 华
马钢股份公司技术中心 安徽马鞍山,243000)
运用壳单元和实体单元对厚度为6.0 mm的热轧高强钢横梁零件成形性进行了有限元仿真分析,并与实际冲压结果进行对比。结果表明,实体单元在中厚板成形性有限元仿真中具有更高的精度。该方法对今后中厚板零件成形分析有较好的参考和指导意义。
冲压成形;热轧高强钢;有限元仿真;实体单元
随着人们对汽车安全性、绿色环保的要求越来越高,随着国家节能减排、绿色环保政策法规的逐步建立和实施,汽车节能已经成为汽车产业发展中的一项关键性研究课题[1]。减轻车身重量提高汽车燃油经济性、降低汽车排放的有效措施之一。对于重型商用车而言,混合动力、电动和燃料电池等新能源汽车技术的应用前景不明,轻量化技术已经成为重型商用车节能减排最现实而又最有效的技术措施[2]。
为提高汽车的承载能力,延长汽车使用寿命和节能、降低成本及安全行驶等要求,采用热轧高强钢生产汽车纵梁、横梁零件,实现汽车减重,已成为发展趋势[3]-[5]。热轧细晶粒高强钢具有冷成形性好、强度高、疲劳强度高等特点,适用于要求良好的冷成形性能并有较高强度要求的汽车大梁、横梁等汽车结构件。
本文以某重型商用车横梁为研究对象,采用专业有限元成形分析软件PAM-STAMP进行冲压成形分析,并通过实际冲压验证分析结果,以检验仿真模拟结果的准确性。
1 成形过程有限元数值模拟
该车架横梁零件长、宽、高分别约为720 mm、240 mm、170 mm,零件厚度为6.0 mm,图1所示为其零件图。该零件侧壁陡峭,端部向下弯曲,是一个具有盒形件特点的U形结构件,具有形状较复杂、材料厚的特点,成形过程一般采用无压边成形工艺。

图1 车架横梁零件图
板材成形分析普遍遵循薄壳理论,即认为变形前垂直于中面的直线变形后保持为直线,并且仍垂直于中面,忽略横向剪切效应。但对于复杂的中厚板零件,成形过程中,在凹模圆角处单元有明显的弯曲效应,不满足薄壳理论的基本要求,若仍按薄壳理论进行分析将产生较大的误差[6-8]。本文分别采用壳单元和实体单元进行分析,研究两种单元对中厚板零件成形性分析结果的影响。
1.1 横梁零件有限元模型及材料力学性能
根据零件几何模型,在PAM-STAMP软件中进行设置,模具设置为刚体,板料分别采用壳单元和实体单元,模具间隙为料厚的1.1倍,摩擦系数取0.15。图2为模具的有限元模型。
材料选用热轧细晶粒高强钢QstE500TM。表1为热轧细晶粒高强钢QstE500TM的力学性能。

图2 模具的有限元模型
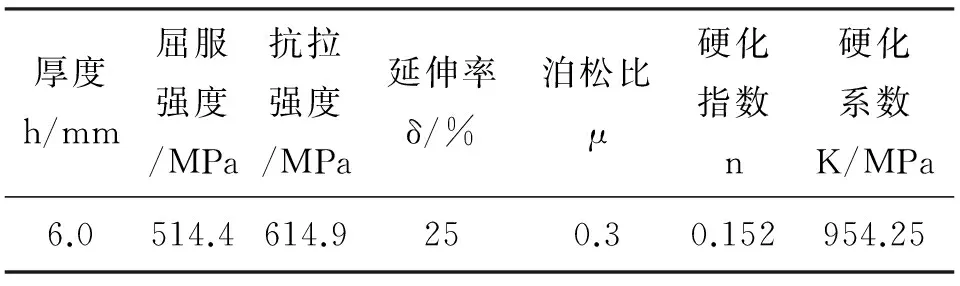
表1 热轧细晶粒钢QstE500TM力学性能
图3为热轧细晶粒高强钢QstE500TM的真实应力应变曲线。

图3 QstE500TM真实应力应变曲线
1.2 横梁零件有限元成形分析结果
分别对应用壳单元和实体单元的有限元模型进行计算分析,板料成形后的厚度云图及主应变云图如图4和图5所示。由图4可知,实体单元成形性明显好于壳单元的成形性,采用壳单元横梁零件的最大厚度和最小厚度分别为6.66 mm和5.07 mm,零件的最大增厚率和减薄率分别为10.92%和15.5%;采用实体单元横梁零件的最大厚度和最小厚度分别为6.49 mm和5.29 mm,零件最大增厚率和减薄率分别为8.2%和11.8%。由图5所示的零件主应力云图可知,采用壳单元横梁零件的最大主应变为24.7%,且不能很好地显示出圆角内外部的弯曲变形情况;采用实体单元横梁零件的最大主应变为41.2%,比采用壳单元的变形较大,圆角内外表面的变形情况不同,很好的显示了圆角部位的弯曲变形情况。

图4 成形零件厚度云图

图5 成形零件主应变云图
壳单元横梁零件表面接触压力随时间变化云图及等值线图如图6所示。从壳单元横梁零件表面接触压力随时间变化云图可以看出,成形过程中,横梁零件侧壁表面接触压力较大,但表面接触压力偏高,尤其是零件边部的表面接触压力远远超过材料的屈服强度514.4 MPa,与实际情况不符;从壳单元横梁零件表面接触压力随时间变化的等值线图可以看出,成形过程中零件侧壁两端局部区域接触压力较大,这些区域可能会出现较严重的划伤。

图6 壳单元横梁零件表面接触压力随时间变化云图及等值线图
实体单元横梁零件表面接触压力随时间变化云图及等值线图如图7所示。从采用实体单元横梁零件表面接触压力随时间变化云图可以看出,成形过程中,横梁零件侧壁接触压力较大,最大表面接触压力为357 MPa,低于材料的屈服强度514.4 MPa,零件表面不会出现严重的划伤;从实体单元横梁零件表面接触压力随时间变化的等值线图可以看出,成形过程中零件侧壁两端局部区域接触压力较大,这些区域可能会出现摩擦痕迹。
由上述分析结果可以已看出,横梁零件圆角部位减薄较大,成形过程中零件侧壁表面接触压力较大,局部可能会出现摩擦痕迹。采用实体单元横梁零件的成形性优于采用壳单元横梁零件,并能很好的显示圆角部位的弯曲变形情况,对成形过程中的表面接触压力模拟也较为精确。

图7 实体单元横梁零件表面接触压力随时间变化云图及等值线图
2 零件实际冲压验证
采用相同的成形方式,对仿真分析结果进行实际冲压验证,冲压成形横梁零件如图8所示。从横梁零件外观质量进行观察可知,零件边部变形较小,零件侧壁两端局部区域出现摩擦痕迹,没有出现严重的表面划伤,与实体单元横梁零件仿真分析结果较为吻合。

图8 试验冲压验证的横梁零件
沿零件长度方向从左至右平均取14个点,测量零件边部的厚度,并与仿真结果进行对比,如图9所示。从图中可以看出,采用实体单元的分析结果更加接近实验的结果,零件边部厚度和试冲实验零件边部测量结果更为吻合。
3 结论
(1)在中厚板横梁零件有限元成形分析中,采用实体单元比采用壳单元具有更高的计算精度,零件的厚度变化较小,另外,采用实体单元还可以很好的模拟圆角部位的弯曲变形情况,为零件的设计制造提供更为精确地参考意见。

图9 仿真与试冲试验零件边部厚度测量结果
(2)采用实体单元可以更好地模拟成形过程中零件表面的接触压力变化情况,可以为预测零件表面质量和模具寿命提供依据。
(3)通过有限元分析结果和实验结果进行对比,采用实体单元的分析结果更加接近实验结果,可以为实际中厚板零件的成形提供理论建议。
[1] 辛 木.轻量化:国内主要重卡企业轻量化车型大比拼[J];重型汽车. 2010,5
[2] 司 康.国内主要重卡企业轻量化技术应用[J].汽车与配件,2010,43
[3] 阳代军,孟宪堂,方 圆,等. 高强度汽车大梁钢的关键工艺技术[C]. 2012年全国轧钢生产技术会论文集(上), 2012:201-210
[4] 马鸣图,路洪洲,李志刚.汽车工业发展和高强度热轧板的应用[C]. 2009年全国高品质热轧板带材控轧控冷与在线、离线热处理生产技术交流研讨会文集,2009:27-36.
[5] 赵仕宇,周 超,詹艳然.TRIP600钢板成形汽车前纵梁冲压工艺研究[J]. 现代制造工程,2014,8
[6] 阎昱,贾方辉,张汉成. 基于不同单元类型的DP980钢辊弯成形仿真与回弹分析[J]. 塑性工程学报,2015,22,3
[7] 滕宏春,李凯,林桂霞.中厚板轿车摇臂件拉深成形有限元模拟分析[J].塑性工程学报,2005,2
[8] 陈 龙,郭福林,等. 基于数值模拟的中厚板零件冲压工艺研究[J]. 模具技术, 2002,5
[9] 许江平,柳玉起,杜亭,等. 一种新的实体壳单元在板料成形中的应用[J]. 塑性工程学报,2009,2
[10] 李 贵,柳玉起,柯俊逸,等. 先进高强度钢板DP590回弹试验及数值模拟研究[J]. 锻压技术,2013,10.
Forming Simulation and Experiment Analysis about Cross Member Part of Hot-Rolled High Strength Steel
Tian ZhiJun,Zhang Jun,Zhan Hua
In this study, the shell element and solid element are used in the Finite Element Modeling (FEM) simulation of the Cross Member with hot-rolled high strength steel sheet of 6.0mm in thickness. By contrast with the actual stamping experimental results, it shows that FEM simulation results with the solid element have higher precision in Medium Plate Forming Process. So this will offer guidance an reference for the future research of Medium Plate Forming Process.
stamp forming, hot-rolled high strength steel, FEM, solid element, Cross Member
2016-10-02
田志俊(1986-),男,马钢股份公司技术中心,工程技术人员。
TG335.11:TG113.25+1
A
1672-9994(2016)04-0001-04
