无醛无毒防火秸秆人造板的制备与性能试验
2017-01-17刘德军李文斌王鑫坤宫元娟
刘德军,董 彬,李文斌,王 斌,王鑫坤,高 微,宫元娟
(1. 沈阳农业大学工程学院,沈阳 110866;2. 沈阳市华创建材科技有限公司,沈阳 110000)
无醛无毒防火秸秆人造板的制备与性能试验
刘德军1,董 彬2,李文斌1,王 斌1,王鑫坤1,高 微1,宫元娟1※
(1. 沈阳农业大学工程学院,沈阳 110866;2. 沈阳市华创建材科技有限公司,沈阳 110000)
针对目前市场秸秆人造板物理机械性能差,不能完全解决甲醛含量等问题,该研究采用MgSO4、MgCO3、活性硅和ALSiO4等做成无机胶凝材料,采用豆胶与改性异氰酸酯(diphenylmethane diisocyanate,MDI)制成有机胶凝材料,无机胶凝材料与有机胶凝材料混合制成胶黏剂。秸秆物料热重分析和秸秆板显微结构观察表明,胶黏剂对提高秸秆板的性能指标具有显著影响。通过五因素四水平L16(45)正交试验优化秸秆人造板的热压工艺,获得最佳工艺条件为:无机胶凝材料与有机胶凝材料质量比为4:1,胶黏剂添加量与秸秆物料质量比为0.65:0.35(固体有效成分在秸秆人造板中质量分数为35%),热压时间3 min,热压温度为100~120 ℃,热压压力80 MPa。试验研究表明:热压压力、胶黏剂中无机胶凝材料的比例和胶黏剂添加量是影响秸秆板性能的重要因素,最佳工艺组合下生产的秸秆板各项指标均达到中密度纤维板的国家标准,该研究对中国秸秆资源的开发利用和人造板的生产具有重要的参考意义。
秸秆;加工;材料性能;人造板;无机胶凝材料;胶黏剂
0 引 言
中国秸秆资源丰富,目前存在浪费和环境污染的严重问题。为了充分利用这一巨大的生物质资源,各地政府相继出台了多项优惠政策,设立专项资金,鼓励科研院所和企业进行新产品的研发和推广。生产秸秆人造板是合理利用秸秆资源,增加农民收入和实现农村经济的可持续发展主要途径之一。通常秸秆人造板是指以全部秸秆(100%)或以木材和秸秆(至少30%)混合,添加异氰酸酯类胶黏剂,通过铺装、预压、热压以及后期锯割处理、养生处理、表面处理得到秸秆中密度纤维板和秸秆刨花板,统称为秸秆人造板[1]。农作物秸秆人造板技术的成熟为减少森林木材资源砍伐、保护生态环境提供了新的产业发展思路,通过“以草补木”满足国家社会对人造板的需求,减少森林砍伐,保护生态环境,对生态文明体系的构建起到了积极作用。秸秆人造板生产在中国有着很大的发展空间。
目前市场上的人造板都是以三醛胶(脲醛、甲醛、酚醛)制成[2-7],即使是目前市场上在售的生态板也是以三醛胶为基础进行的改良,不能完全解决游离甲醛的问题,而且采用传统的办法进行物料破碎或纤维分离,得率低,形态差,影响了产品的物理力学性能,也难以得到满意的胶合强度(尤其是内结合强度)。秸秆人造板产品能否被市场认可,关键取决于产品性能和价格。就产品性能而言,重点是要提高产品的防腐、防霉以及阻燃等性能,就价格而言,关键是要降低生产原料成本(胶黏剂成本)和加工成本[8]。国外以异氰酸酯(diphenylmethane diisocyanate,MDI)为胶基的板材[9-12],虽然解决了甲醛的问题,但是板材燃烧时会产生氢气,氢为剧毒,存在潜在的巨大危害[13-22]。
根据作者多年相关研究及专业经验,本文试验了一种新型无醛无毒防火人造板的加工与制备工艺,并对生产的玉米和水稻秸秆板材进行测试试验,各项指标均优于目前市场的各种人造隔墙、隔断板及门芯板,解决了中国目前市场木质门芯板、秸秆人造板存在的防火性能差、强度低、制备成本高以及环境污染问题。
1 材料与方法
1.1 试验材料
1)秸秆原料:试验用玉米秸秆和稻秸均来源于沈阳市沈北新区八间房地区(经度:42°12′;纬度:123°47′),就近收集于本地农户。试验地点位于该地区沈阳华创建材有限公司生产车间内。秸秆原料为田间自然晾晒 2 个月以上,玉米秸秆含水率为13%,品种为东单1501;水稻秸秆含水率为11%,品种为沈稻47。秸秆在生产车间分别用9FX-80田型秸秆粉碎机粉碎,山东省泰安市岱岳泰峰农牧机械厂生产,电机功率3 kW,生产效率为1500 kg/h,粉碎后的秸秆物料经旋风除尘器下料口出料,粉碎粒度为0.5~5 cm。
2)胶黏剂制备:胶黏剂由无机胶凝材料和有机胶凝材料混合而成。无机胶凝材料由MgO,MgSO4,MgCO3,活性硅添加剂和活性ALSiO4按照一定的质量比例加入25~40 ℃温水中充分搅拌而成。有机胶凝材料是将豆粕大豆粉水解后进行碱化法处理,制成豆胶,按照质量比豆胶12.5%、改性MDI 2%、去离子水85.5%的比例充分搅拌后制成有机凝胶材料。
1.2 试验设备
试验所用的设备除了上述的9FX-80型秸秆粉碎机外,还有用于胶料混合的NZF1000型卧式混合搅拌机,荣阳市宏鑫机械设备厂生产。人造板压缩装置、铺料装置以及加热装置都采用科创公司订制加工的专用人造板生产设备。压缩装置由五层加热压缩板组成,可一次性完成5块板材的压制作业。铺料装置由带式输送机上料,内设往复运动散料器使物料均匀散布在压制托板上。加热装置为秸秆颗粒燃料锅炉,加热产生蒸汽为压缩装置提供热源。
秸秆物料混合胶粘剂前后的热重试验,采用美国TA公司TGA热重分析仪。秸秆板微观结构观察采用基恩士KEYENCE公司的VHX-5000数码显微系统。
1.3 工艺流程
秸秆人造板在生产前首先对秸秆进行揉丝粉碎和筛分,去除碎料和较大丝条,与此同时按比例配制胶黏剂,其具体的生产工艺流程如图1所示。

图1 秸秆人造板的生产工艺流程Fig.1 Technological process of straw particleboard
1.4 试验方案设计
根据前期单因素试验结果及分析,本试验主要考虑胶黏剂的配比,胶黏剂添加比,热压压力,热压温度和热压时间5个因素,每个因素设立4水平。根据无机胶凝材料在胶黏剂中所起的作用,胶黏剂的配比T1、T2、T3和T4指无机胶凝材料与有机胶凝材料分别按照1:4、1:9、9:1和4:1的质量比例充分混合而成。胶黏剂的添加比是指胶黏剂占预压秸秆物料总质量的百分比,前期的单因素试验结果表明:胶黏剂添加比在15%以下时,秸秆板很难成型,当超过65%时,根据国家建筑材料耐火等级标准GB8624-97,秸秆板达到A级难燃建筑材料的性能,考虑到秸秆板的成型效果和实际需要,本试验的胶黏剂添加比分别为15%、30%、45%、65%,热压成型后秸秆板中胶黏剂有效固体质量分数分别为8.25%、16.5%、24.5%、35%。在胶黏剂添加比为15%的情况下,热压压力10 MPa以上,热压温度80 ℃,热压时间持续1 min以上,秸秆板才能成型,且考虑到机器的最大压力水平和秸秆板热压成型的经济性,热压压力的试验水平为10、40、60、80 MPa;热压温度的试验水平为80、100、120、140 ℃;热压时间的试验水平为1、3、6、10 min。采用L16(45)正交试验表设计,试验因素和水平如表1 所示。每个试验用玉米秸秆和水稻秸秆分别压制2块,板材厚度为(10±2) mm,在试验过程中板材厚度保持一致,通过物料重量和铺装厚度控制。检测性能指标按照国家标准在秸秆板上截取,每个试验指标测试4次,数据取平均值[23-25]。
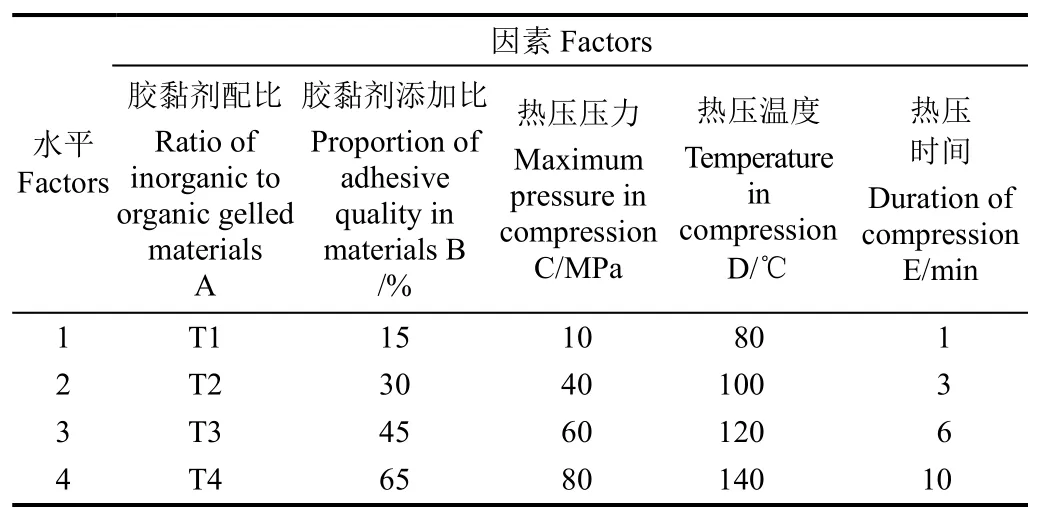
表1 正交试验因素水平及其编码表Table 1 Factors levels and code of variables
1.5 秸秆人造板性能检测
按中华人民共和国国家标准《GB/T11718-2009》中密度纤维板室内型板的物理力学性能指标对秸秆人造板进行检测,按照《GB/T18884-2002》中规定的卫生、环保要求,对秸秆人造板进行卫生环保要求进行检测。检测指标包括:密度ρ、含水率W、内结合强度M、静曲强度I、弯曲弹性模量E、2 h吸水厚度膨胀率TS、握钉力、甲醛含量和耐燃性。耐燃性和甲醛释放量按照国家林业局,全国人造板标准化技术委员会《G B/T8625-19》和《G B18580-2001》标准对试验秸秆样板进行难燃性和甲醛释放量的检测[26-28]。压制好的水稻秸秆和玉米秸秆人造板如图2所示。
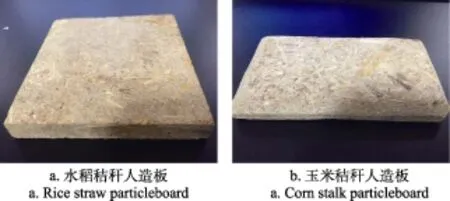
图2 水稻秸秆和玉米秸秆人造板Fig.2 Rice straw and corn stalk particleboard
2 结果与分析
2.1 物料热重分析
为了探明胶黏剂对秸秆人造板性能的影响机理,利用热重分析仪对添加胶黏剂前后的玉米秸秆和水稻秸秆的质量与温度的变化关系进行试验分析见图3,从图3a可以看出,玉米秸秆物料在没有施胶的情况下,温度没有达到 1 00 ℃时,曲线下降明显,分析主要是水分蒸发导致,当温度达到 2 00 ℃时,玉米秸秆开始燃烧,之后随着温度和时间的变化,质量损失增加。微分热重曲线表明在340 ℃左右时的质量损失最大。而施胶后如图3a曲线3所示,质量损失明显低于施胶前,在340 ℃时质量损失才增加,而且自始至终质量损失呈缓慢下降的趋势,但最终的质量损失远远低于施胶前的玉米秸秆。施胶前后的水稻秸秆热重试验结果从图3b可以发现与玉米秸秆呈现类似的变化规律,其质量最大损失率试验值为48%,试验后的物料成碳化状态,说明施胶后的秸秆物料不燃烧,只发生碳化反应。这说明,胶黏剂起到一定的阻燃作用。在热压成型的过程中,热压温度和热压时间只是促进胶黏剂的固化,并使得秸秆物料与胶黏剂发生化学反应,使秸秆物料表面胶接在一起[24]。热压温度过低或者热压时间较短会使秸秆板受热不均匀且胶黏剂未完全固化,而使得秸秆板的性能受到影响。而实际生产中,为提高生产率,又不宜热压时间过长,另外过长的热压时间还会使胶黏剂中的异氰酸酯热分解,使性能变差[25]。考虑到热重分析的结果,选择热质量损失最小(150 ℃以下)而物料水蒸气又能够很快蒸发(100 ℃以上)的温度段,作为热压温度范围,同时又考虑到提高生产率,所以热压保压时间1~3 min,总时间在5 min以内,热压温度100~140 ℃范围内较合适,热压压力大小则根据生产实际经验及设备参数确定。
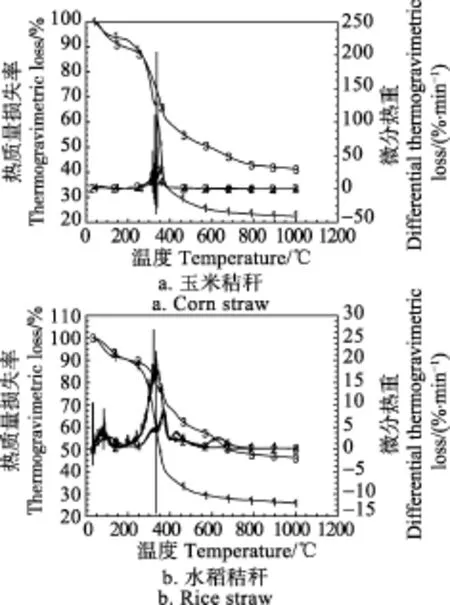
图3 秸秆添加胶黏剂前后的热重试验结果Fig.3 Thermo-gravimetric test results of straw before and after coating adhesive
2.2 正交试验结果与分析
选择主要检测指标密度ρ、内结合强度M、静曲强度I和2 h吸水厚度膨胀率TS作为正交试验分析的目标值,正交试验的结果见表2。
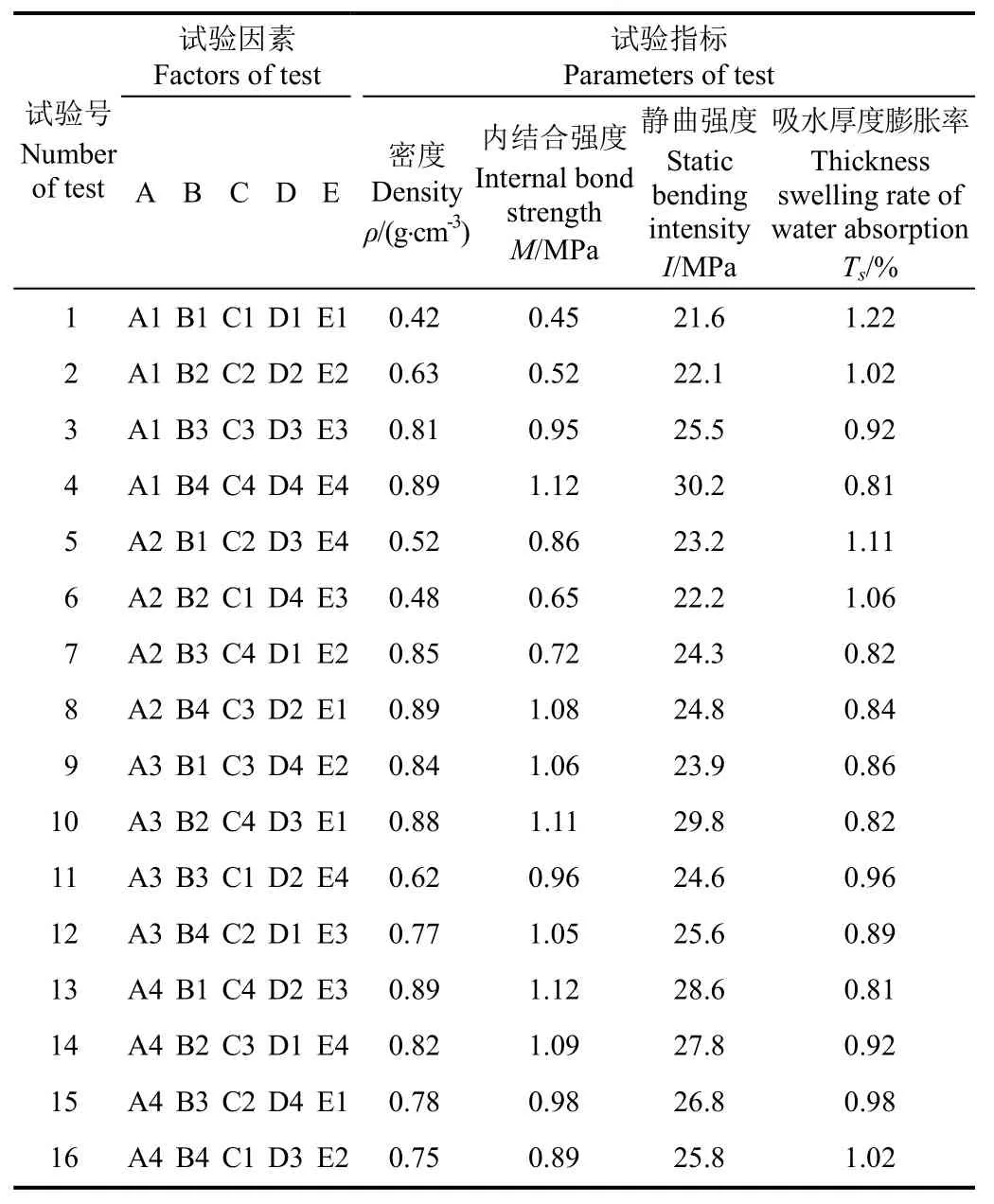
表2 正交试验结果Table 2 Results of orthogonal test
对试验的结果进行极差分析见表3。由表3可知,对秸秆人造板的密度、内结合强度、静曲强度和2 h后的吸水厚度膨胀率影响最大的因素都是热压压力,胶黏剂的添加比和胶黏剂的类型影响次之,而热压温度和热压时间相对影响较小。考虑到实际生产效率和耗能,一般取热压温度100~120 ℃为宜,而热压时间控制在3 min以内。试验因素A即无机胶凝材料和有机胶凝材料的配比对性能指标的影响试验可以发现,A3和A4均使得密度、内结合强度和静曲强度取得较大值,使2 h厚度膨胀率最低,可见,无机胶凝材料除了使秸秆人造板具有较好的耐燃性外,同时,增加密度和人造板强度。胶黏剂的添加比理论上越大越好,然而当胶黏剂的添加比超过65%时,其耐火等级达到国家建筑材料标准A级,静曲强度降低,即脆性增加。所以在实际生产中胶黏剂添加比根据所要制备的秸秆板用途及性能而定,一般为50%以下,人造板成型干燥后固体有效成分质量分数为25%~30%,秸秆含量及人造板各项性能指标均能满足建筑墙体板要求。本文验证性试验取最高值65%,主要是为了使性能指标跟国家标准进行对比。
结合单项优化的结果,对秸秆人造板的最佳工艺组合进行多项优化,并考虑到实际生产过程中的效率和能耗等因素,多项优化的结果为:C4A3B4D3E3,即:热压压力为80 MPa,胶黏剂中无机胶凝材料与有机胶凝材料以4:1进行混合,添加量与秸秆物料质量比为0.65:0.35,热压总时间控制在5 min以内,保压时间在1~3 min,热压温度控制在100~120 ℃之间为宜。
秸秆人造板的热压工艺曲线图如图4所示。采用连续升压,三段降压过程,降压过程中热压压力与热压曲线均为等段,利用两段压力减少段释放板中的蒸汽压力,以有效地防止鼓泡现象。热压温度的控制主要是使模具与压板保持恒温 1 20 ℃,秸秆板的温度主要随着接触压力和时间的变化而变化。
由方差分析结果可知,热压压力和胶黏剂的添加比对各项性能指标都有极显著的影响(P<0.01),无机胶凝材料与有机胶凝材料的比例对人造板的密度,2 h后的吸水厚度膨胀率具有极显著的影响(P<0.01),而对内结合强度、静曲强度的影响较显著(P<0.05),热压温度和热压时间对性能指标的影响相对较小(P<0.05)。由表2可知,胶黏剂的添加比例越大,静曲强度和内结合强度以及密度都显著提高,2 h后的吸水厚度膨胀率则显著降低,这说明胶黏剂的胶合效果显著影响秸秆板的性能指标,热压压力对性能指标也具有同样的影响规律。热压温度和热压时间对秸秆性能指标也有一定的影响,但不是很显著,这主要是在生产过程中,把秸秆含水率控制在20%左右。如果含水率较高时,就需要延长热压时间,或者提高热压温度,促进水分的蒸发[26-28]。
2.3 显微分析
为了探明在一定压力下,胶黏剂与秸秆板性能指标影响的规律,对秸秆施胶前后的秸秆物料表面和热压成型后的板材微观结构进行观察分析,如图5所示。从图5a和5b可以看到,混胶前的玉米秸秆皮表面纹路清晰,边界明显,而混胶之后的秸秆皮纹路模糊不清,表面有一层白色具有一定刚度的保护层,秸秆皮边缘有很厚的结晶体包围,且结晶体已经渗透到秸秆皮一定深度范围内,说明胶黏剂除了起到粘结的作用,还与秸秆物料表层发生生化反应,使秸秆板材的内结合力、静曲强度等性能指标得到加强。从图5c可以看到,秸秆物料颗粒之间靠白色结晶体连接在一起,而白色结晶体(碱化硫酸镁)具有很高的刚度,这也是秸秆板具有较高强度的主要原因。仔细观察不难发现,在厚度方向上具有微小的裂纹,这主要是物料层与层之间通过胶黏剂的有机大分子连接在一起,这种连接具有一定的可分离性,这更好的解释了秸秆板的性能指标与热压压力之间的关系,即热压压力的增加,有助于使物料层与层的胶接区域连接更紧密,使秸秆板的性能指标得到加强。图5d的破坏形式主要是秸秆物料层胶接区域的分离,看不到裂纹的存在,秸秆物料通过白色结晶体紧紧镶嵌在一起,这种结构不但使秸秆板的静曲强度、内结合强度提高,而且水分子不容易浸入,提高秸秆板的Ts和吸水率等指标。所以胶黏剂的添加比例越大,则胶黏剂在秸秆物料表层形成是刚度保护层越厚,能够阻挡水分子的浸入,同时,这种阻燃性材料也会使秸秆板具有更好的阻燃性和强度[29-30]。
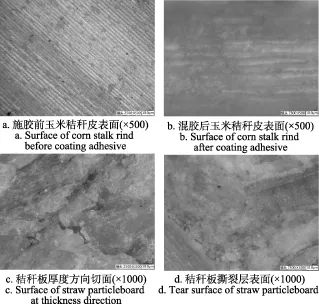
图5 物料与秸秆板显微观察Fig.5 Microscopic observation of straw and particleboard
3 验证试验
根据试验结果与优化分析,当无机胶凝材料与有机胶凝材料的比例为4:1,胶黏剂的添加比为65%时,秸秆板的防火、耐水性能最佳,热压压力达到最大值80 MPa时,秸秆板的各方面性能指标最优,而热压温度和热压时间的影响较小,为了使制备的秸秆板达到最大的性能指标,所以设定验证性试验的试验条件为:热压压力80 MPa,无机胶凝材料与有机胶凝材料以4:1进行混合配制胶黏剂,添加量与秸秆物料质量比为65%:35%,保持热压温度为100~120 ℃之间,热压3 min进行验证性试验,并进行性能测试,测试结果如表4 所示。结果表明:在以上工艺条件下的玉米秸秆和水稻秸秆人造板,均达到或超过国家中密度纤维板的性能指标。该标准中对厚度为9~12 mm的板材的物理力学性能检测标准为:内结合强度≥0. 60 MPa,静曲强度≥22 MPa,弹性模量≥2 500 MPa,2 h吸水厚度膨胀率≤12%。按照国家林业局,全国人造板标准化技术委员会《G B/T 8 6 2 5-1 9》和《G B1 8 5 8 0-2001》标准对试验秸秆样板进行难燃性和甲醛释放量的检测,由表4可以看出,甲醛释放量为0。
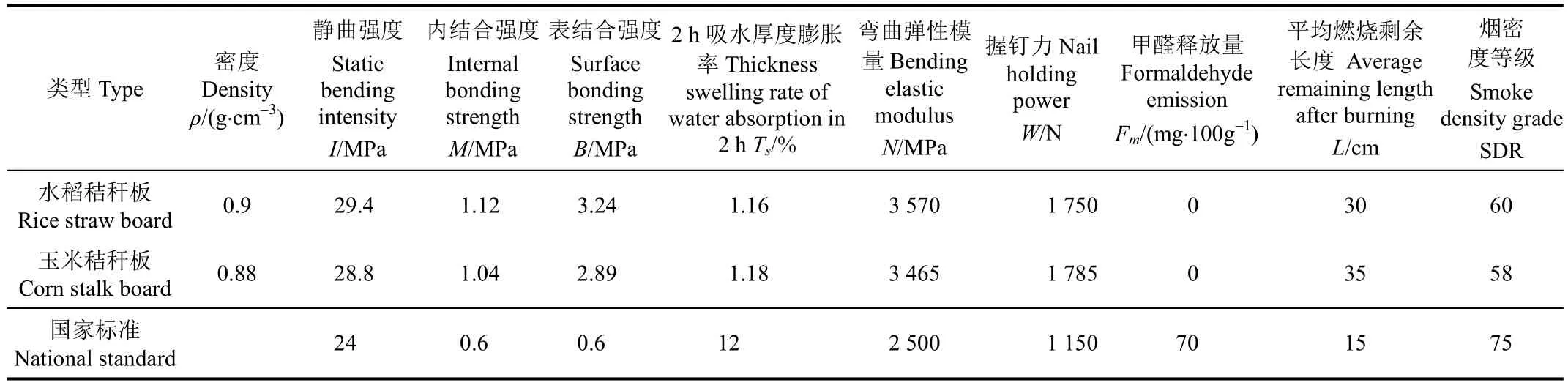
表4 水稻和玉米秸秆人造板的性能指标检测结果Table 4 Performance index test results of rice and maize straw particleboard
4 结 论
1)水稻秸秆和玉米秸秆经粉碎后,采用无机胶凝材料和有机胶凝材料混合制成的胶黏剂,经过工艺处理,可以制成达到国家标准《GB/T11718-2009》中密度纤维板要求的性能指标,而且无甲醛产生,不燃烧。
2)胶黏剂使秸秆物料的热重损失降低到48%,加热只碳化不燃烧,在340 ℃左右质量损失率最大。胶黏剂除了起到粘结的作用,还与秸秆物料表层发生生化反应,使秸秆物料之间通过白色结晶体(碱化硫酸镁)连接在一起,从而提高秸秆板材的内结合力、静曲强度等性能指标。胶黏剂的添加对秸秆物料的热重特性,秸秆板的微观结构都产生很大的影响,对于提高秸秆板性能起到至关重要的作用。
3)在秸秆板的压制过程中,热压压力和胶黏剂的添加比对各项性能指标都有极显著的影响(P<0.01),无机胶凝材料与有机胶凝材料的比例对人造板的密度,2h后的吸水厚度膨胀率具有极显著的影响(P<0.01),而对内结合强度、静曲强度的影响较显著(P<0.05),热压温度和热压时间对性能指标的影响相对较小(P<0.05)。
4)采用L16(45)正交试验设计对秸秆人造板的生产工艺进行组合优化试验,本试验的最佳生产工艺组合参数为:无机胶凝材料与有机胶凝材料以4∶1进行混合配制成胶黏剂,添加量与秸秆物料质量比为0.65∶0.35,热压压力80 MPa,热压温度为100~120 ℃之间,热压时间为3 min。验证性试验结果表明:该工艺条件下,水稻秸秆人造板和玉米秸秆人造板均达到国家中密度纤维板的性能标准。
[1] 周定国. 我国秸秆人造板产业的腾飞与超越[J]. 林产工业,2016,43(1):3-8 Zhou Dingguo. Rapidly rising and transcending of the strawbased panel industry in China[J]. China Forest Products Industry,2016,43(1):3-8.(in Chinese with English abstract)
[2] 宋孝周,李 猛,张保健,等. 农作物秸秆重组方材制备技术研究[J]. 农机化研究,2013,40(4):231-234. Song Xiaozhou,Li meng,Zhang Baojian,et al. Preparation techniques of reconsolidated square material using crop straw[J]. Journal of Agricultural Mechanization Research,2013,40(4):231-234.(in Chinese with English abstract)
[3] 张召召,张显权,吕海翔. 玉米秸秆皮碎料/木材纤维复合板工艺研究[J]. 森林工程,2013,29(4):128-133. Zhang Zhaozhao,Zhang Xianquan,Lü Haiyang. Study on the composite made by corn stalk skin flake mixed with wood fiber[J].Forest Engineering,2013,29(4):128-133.(in Chinese with English abstract)
[4] 黄剑锋,陈奶荣,林巧佳,等. 基于响应面法的酚醛树脂固化条件优化[J]. 高分子材料科学与工程,2013,29(11):92-96. Huang Jianfeng,Chen Nairong,Lin Qiaojia,et al. Curving condition optimization of phenol-formaldehyde resin by response surface methodology[J]. Polymer Materials Science and Engineering,2013,29(11):92-96.(in Chinese with English abstract)
[5] 左迎峰,吴义强,吕建雄,等. 工艺参数对无机胶黏剂稻草板性能的影响[J]. 林业工程学报,2016,1(4):25-32. Zuo Yingfeng,Wu Yiqiang,Lü Jianxiong,et al. Effect of process parameters on the properties of rice straw board with inorganic adhesive[J]. Journal of Forestry Engineering,2016,1(4):25-32.(in Chinese with English abstract)
[6] 孙建飞,肖生岺,王昊宇,等. 工艺参数对稻壳木刨花复合包装板性能的影响[J]. 东北林业大学学报,2015,43(2):91-97. Sun Jianfei,Xiao Shengling,Wang Haoyu,et al. Effects of process parameters on MOR and MOE of rice-husks/ wood-residues composite board for packing[J]. Journal of Northeast Forestry University,2015,43(2):91-97.(in Chinese with English abstract)
[7] 靳璇,李赢,李新,等. 秸秆预处理工艺对秸秆基人造板性能的影响[J]. 应用化学,2016,33(4):430-435. Jin Xuan,Li Ying,Li Xin,et al. Effect of pretreatment methods of rice straw on straw board properties[J]. Chinese Journal of Applied Chemistry,2016,33(4):430-435.(in Chinese with English abstract)
[8] E Kaar,W,Holtzapple M T. Using lime pretreatment to facilitate the enzymic hydrolysis of corn stover[J]. Biomass Bioenergy,2000,18:189-199.
[9] El-Kassas A M,Mourad A H I. Novel fibers preparation technique for manufacturing of rice straw based fiberboards and their characterization[J]. Materials &Design,2013,50:757-765.
[10] El-Saied H,Basta A H,Hassanen M E,et al. Behaviour of rice-byproducts and optimizing the conditions for production of high performance natural fiber polymer composites[J]. Journal of Polymers and the Environment,2012,20(3):838-847.
[11] Hou X,Sun F,Yan D,et al. Preparation of lightweight polypropylene composites reinforced by cotton stalk fibers from combined steam flash-explosion and alkaline treatment[J]. Journal of Cleaner Production,2014,83:454-462.
[12] Kurokochi Y,Sato M. Effect of surface structure,wax and silica on the properties of binderless board made from rice straw[J]. Industrial Crops and Products,2015,77:949-953.
[13] Mahmood H,Moniruzzaman M,Yusup S,et al. Pretreatment of oil palm biomass with ionic liquids:A new approach for fabrication of green composite board [J/OL]. Journal of Cleaner Production,2016. http://dx.doi.org/10.1016/j.jclepro.2016.02. 138
[14] McKechnie J,Pourbafrani M,Saville B A,et al. Exploring impacts of process technology development and regional factors on life cycle greenhouse gas emissions of corn stover ethanol[J]. Renewable Energy,2015,76:726-734.
[15] Panthapulakkal S,Zereshkian A,Sain M. Preparation and characterization of wheat straw fibers for reinforcing application in injection molded thermoplastic composites[J]. Bioresour Technol,2006,97(2):265-72.
[16] Pourbafrani M,McKechnie J,Shen T,et al. Impacts of pre-treatment technologies and co-products on greenhouse gas emissions and energy use of lignocellulosic ethanol production[J]. Journal of Cleaner Production,2004,78:104-111.
[17] Ruiz H A,Rodríguez-Jasso R M,Fernandes B D,et al. Hydrothermal processing,as an alternative for upgrading agriculture residues and marine biomass according to the biorefinery concept:A review[J]. Renewable and Sustainable Energy Reviews,2016,21:35-51.
[18] 周定国. 农作物秸秆人造板的研究[J]. 中国工程科学,2009,11(10):115-121. Zhou Dingguo. The development of straw-based panel[J]. Chinese Engineering Science,2009,11(10):115-121.(in Chinese with English abstract)
[19] 段海燕,贺小翠,尚大军,等. 我国秸秆人造板工业的发展现状及前景展望[J]. 农机化研究,2009,5(5):18-22. Duan Haiyan,He Xiaocui,Shang Dajun,et al. The present status and prospect of straw board industry in China[J]. Journal of Agricultural Mechanization Research,2009,5(5):18-22.(in Chinese with English abstract)
[20] 陈 怡. 国内秸秆人造板发展探析[J]. 林产工业,2013,40(4):9-11,16. Chen Yi. The development of straw-based panel in China[J]. China Forest Products Industry,2013,40(4):9-11,16.(in Chinese with English abstract)
[21] Wu Tingting,Wang Xiulun,Koji Kito. Effects of pressures on the mechanical properties of corn straw bio-board[J]. Engineering in Agriculture,Environment and Food,2015,(8):123-129
[22] Li Xianjun,Cai Zhiyong,Jerrold E,et al. Selected properties of particleboard panels manufactured from rice straws of different geometries[J]. Bioresource Technology,2010,(101):4662-4666
[23] 王琪,史宇亮,李济宁,等. 玉米秸秆板加工工艺优化[J].农业机械学报,2007,38(8):199-201 Wang qi,Shi Yuliang,Li Jining,et al. Manufacturing process technology optimization of corn stalk particleboard [J]. Transactions of the Chinese Society of Agricultural Machinery,2007,38(8):199-201.(in Chinese with English abstract)
[24] 何勋,王德福,唐豫桂. 玉米秸秆皮单板层积材制备工艺优化[J]. 农业工程学报,2016,32(10):303-308 He xun,Wang Defu,Tang Yugui. Manufacturing technology optimization of laminated veneer lumber from intact corn stalk rinds[J]. Transactions of the Chinese Society of Agricultural Engineering(Transactions of the CSAE),2016,32(10):303-308.(in Chinese with English abstract)
[25] 卢杰,张显权,张红杰. 改性异氰酸酯树脂胶玉米秸秆皮板工艺[J]. 东北林业大学学报,2012,40(7):142-144. Lu Jie,Zhang Xianquan,Zhang Hongjie. Production technology for corn stalk bark composites with modified isocyanate resin[J]. Journal of Northeast Forestry University,2012,40(7):142-144.(in Chinese with English abstract)
[26] 易顺民,郝健,晏辉,等. 改性异氰酸酯施胶量及密度与麦秸刨花板性能的影响[J]. 西南林业大学学报,2013,33(4):94-97,106 Yi Shunmin,Hao Jian,Yan Hui,et al. Effect of modified isocyanate resin content and density of properties of wheat straw particleboard[J]. Journal of Southwest Forestry University,2013,33(4):94-97,106.(in Chinese with English abstract)
[27] 夏南,郭康权,陈贤情. 棉杆/聚丙烯薄膜定向复合板的制备工艺优化[J]. 农业工程学报,2015,31(22):308-314. Xia Nan,Guo Kangquan,Chen Xianqing. Fabrication technology optimization of oriented cotton stalk-polypropylene filmboard[J]. Transactions of the Chinese Society of Agricultural Engineering(Transactions of the CSAE),2015,31(22):308-314.(in Chinese with English abstract)
[28] 杨辉,王凤奇,李樾,等. 新型麦秸板胶黏剂的应用研究[J]. 林产工业,2015,42(10):3-7. Yang Hui,Wang Fengqi,Li Yue,et al. The Application research of the new wheat-straw board adhesive[J]. China Forest Products Industry,2015,42(10):3-7.(in Chinese with English abstract)
[29] Soroushian P,Aouadi F,Chowdhury H,et al. Cementbonded straw board subjected to accelerated processing[J]. Cement and Concrete Composites,2004,26(7):797-802.
[30] Tabarsa T,Jahanshahi S,Ashori A. Mechanical and physical properties of wheat straw boards bonded with a tannin modified phenol formaldehyde adhesive[J]. Composites Part B:Engineering,2011,42(2):176-180.
Preparation and performance test of formaldehyde-free innocuous and nonflammable straw particleboard
Liu Dejun1,Dong Bin2,Li Wenbin1,Wang Bin1,Wang Xinkun1,Gao Wei1,Gong Yuanjuan1※
(1. College of Engineering,Shenyang Agricultural University,Shenyang 110866,China;2. Shenyang Huachuang Industrial Technology Co.,LTD,Shenyang 110000,China)
Consideration ofthe present market situation that the physical and mechanical properties of the straw particleboard is inferior and formaldehyde content cannot eliminated completely,we have studied the ingredient of adhesive and manufacturing process of straw particleboard. In this paper,MgSO4,MgCO3,active silicon and ALSiO4etc. were selected as inorganic gelled material,soybean pulp were alkalized and acidified of separation to acquire the bean gum,then,the bean gum and modified MDI(diphenylmethanediisocyanate) were added deionized water according to the mass ratio of 100:1 - 10 as organic gelled materials. Finally,the four types of compounded adhesive were made according to the ratio of the inorganic gelled materials to the organic gelled materials:T1(1:4),T2(1:9),T3(9:1),T4(4:1). The compounded adhesive additive proportion(AAP) were the percent of the total quality of pre-compressive materials,they were 15%,30%,45%,65% respectively for each ratio corresponding with the percent of effective solid composition in the straw particleboard of8.25%,16.5%,24.5%,35% for each ratio,respectively. The experimental levels of the pressure in the hot compression were set to 10,40,60,80MPa,and the experimental levels of the duration of hot compression were set to 1,3,6 and 10min. The compressive technological parameters of straw particleboard was optimized through L16(45) orthogonal experiment. The straw particleboard of 10±2mm thickness was compressed to two pieces with rice straw and corn stalk respectively.The test samples were cut from the compressed particleboard according to the national standard for the test of performance parameters. The optimal technological process was obtained.The ratio of inorganic gelled material to organic gelled material quality was 4:1,the additive proportion of adhesive(AAP) in the pre-compressive straw material was 65%,namely,the solid effective composition in the straw board was 35%. The optimal condition in the hot compression also included the duration of hot compression 5min,hot-pressing temperature 120 ℃,and hot-pressing pressure 80 MPa. The range analysis to the experimental results showed that the pressure,the proportion of the inorganic gelled material and additive proportion of compounded adhesive were significant influence on the performance indexes of the straw particleboard. The higher proportion of inorganic gelled material in compounded adhesive increased density,internal bonding strength and static bending strength,and decreased thickness swelling rate of water absorption except enhancement of flame resistance. Moreover,thermo-gravimetric analysis of materials and micro-observation of straw particleboard were performed. The results showed that compounded adhesive made thermal weight loss of straw material down to 48% when the straw was heated to 1000 ℃,straw coated with adhesive carbonized in the heat process and the mass loss rate was the largest at about 340 ℃. Micro-observation indicated that adhesive biochemical reacted in the surface layers of material,the straw material were connected by white crystal(alkaline magnesium sulfate) together,thus improved the internal binding force and static bending intensity and other performance index. Adhesive had great influence on the thermogravimetric characteristic of straw materials,the microstructure of straw particleboard. The straw particleboard could reach or exceed the national standard of medium density fiberboard(MDF) under the optimum technological condition. This study is significant on the development and utilization of straw resources and the production of man-made board.
straw;processing;materials properties;particleboard;inorganic gelled material;adhesive
10.11975/j.issn.1002-6819.2017.01.041
S216.2;S313
A
1002-6819(2017)-01-0301-07
刘德军,董 彬,李文斌,王 斌,王鑫坤,高 微,宫元娟. 无醛无毒防火秸秆人造板的制备与性能试验[J]. 农业工程学报,2017,33(1):301-307.
10.11975/j.issn.1002-6819.2017.01.041 http://www.tcsae.org
Liu Dejun,Dong Bin,Li Wenbin,Wang Bin,Wang Xinkun,Gao Wei,Gong Yuanjuan. Preparation and performance test of formaldehyde-free innocuous and nonflammable straw particleboard[J]. Transactions of the Chinese Society of Agricultural Engineering(Transactions of the CSAE),2017,33(1):301-307.(in Chinese with English abstract)doi:10.11975/j.issn.1002-6819.2017.01.041 http://www.tcsae.org
2016-06-27
2016-11-10
农业部公益性行业科研专项(201503134)
刘德军,男,辽宁朝阳人,博士,硕士生导师,主要从事农作物秸秆高值化利用技术与智能装备研究。沈阳 沈阳农业大学工程学院,110866。Email:ldjldj@126.com
※通信作者:宫元娟,女,辽宁瓦房店人,教授,博士生导师,主要从事秸秆高值化利用技术与智能装备研究。沈阳 沈阳农业大学工程学院,110866。Email:yuanjuangong@163.com
