硼钢板相比例控制试验方法及试验参数的确定
2017-01-13林建平唐会君郭夏阳李芳芳
林建平, 唐会君, 郭夏阳, 李芳芳
(1. 同济大学 上海市地面交通工具空气动力与热环境模拟重点实验室, 上海 201804; 2. 同济大学 机械与能源工程学院, 上海 201804)
硼钢板相比例控制试验方法及试验参数的确定
林建平1,2, 唐会君2, 郭夏阳2, 李芳芳2
(1. 同济大学 上海市地面交通工具空气动力与热环境模拟重点实验室, 上海 201804; 2. 同济大学 机械与能源工程学院, 上海 201804)
车身用硼钢板的机械性能实际取决于微观组织的相比例,而不同的相比例是由保温温度、保温时间等试验参数决定的,若要获得材料预期的相比例,需研究试验参数与相比例的关系.利用高温相变仪在降温速率30 ℃·s-1的工况下研究了不同保温温度下材料的相比例,并结合经验公式给出了硼钢板相比例控制的关键参数及相比例控制方法,可为工程实际中获取固定相比例的微观组织提供理论参考.
硼钢板; 相比例; 试验参数
随着汽车轻量化及碰撞安全要求的提高,用力学性能梯度的热冲压零件替代传统的全马氏体组织的热冲压零件是一个新的发展方向[1].不同工艺参数对硼钢板最终的力学性能有着重要影响,而相比例则是不同工艺参数与最终力学性能的连接桥梁,因此量化不同工艺参数和硼钢板相比例的关系具有重要意义.
国内外关于硼钢板的研究主要集中在热变形行为本构模型的建立、微观组织与硼钢板机械性能关系等方面,很少涉及不同工艺参数下相比例控制的研究.Zhu 等[2]建立硼钢板在热成形过程中应变量、应变速率和晶粒大小关系的本构模型,用以预测相变后微观组织与力学性能关系.Nikravesh等[3]研究发现了降温速率、相变量和相转变温度间的关系,研究表明相变温度的变化会影响相转变量.Bardelcik等[4]对不同降温速率淬火后的硼钢板进行微观组织和力学性能的分析,测得不同降温速率条件下淬火后硼钢板的组织成分(马氏体、贝氏体)比例,并建立了微观组织相比例和力学性能的关系模型.很多学者对于淬火后硼钢板热冲压成形多场耦合进行了仿真预测.邢忠文等[5]运用3D-deform软件对冲压后的微观组织分布进行了有限元仿真,在趋势上得到了较一致的结果.Bok等[6]将Kirkaldy和Venugopalan的相变模型、Akerstrom和Oldenburg的相变模型及Li的相变模型分别添加至LS-Dyna有限元仿真软件中进行B柱热冲压模拟,并对B柱微观组织及其硬度分布的模拟精度进行对比,发现Li等修正后的模型模拟精度较高.
相变类型取决于保温温度,但是相变速度和相比例与保温时间关系紧密.本文利用DIL805A高温相变仪控制硼钢板静态降温历程,将微观组织转变分为扩散型相变和非扩散型相变,研究不同试验参数对不同种类微观组织转变规律的影响, 给出了硼钢板相比例控制的关键参数及量化关系.
1 试验方法
1.1 试验设备与材料
试验设备为DIL805A高温相变仪(图1),试验中所用材料为超高强度硼钢板22MnB5,常温下微观组织为铁素体和珠光体,厚度为1.8 mm,试样的长宽高分别为10 mm,1.8 mm, 1.8 mm,材料化学成分见表1.

图1 DIL805A高温相变仪Fig.1 DIL805A quench-deformation dilatometer 表1 22MnB5各元素质量分数Tab.1 Detailed composition of 22MnB5 steel

合金元素质量分数/%合金元素质量分数/%B0.004P0.017C0.200Cr0.157Si0.235Al0.036Mn1.170Ti0.039
1.2 试验步骤
试验工艺示意图如图2,试样首先以10 °C·s-1的速率加热到900 °C并保温5min,使之完全奥氏体化.接着以30 °C·s-1速率开始降温,生成的微观组织主要为马氏体[7],随后将试件在各保温温度下保温5 min后冷却至室温.根据文献[8]选择选择试验中的保温温度,将试样分别在800,750,700,650,600,500,400,350和300°C下保温.各工艺参数下材料的微观组织结构如图3所示.通过该试验即可获得试样在各保温温度下的膨胀曲线,进而得出微观组织的相比例.

图2 试验工艺示意Fig.2 Schematic diagram of experimental process

a800°Cb750°C

c700°Cd650°C

e600°Cf550°C

g500°Ch450°C

i400°Cj350°C
图3 不同保温温度下材料的微观组织
Fig.3 Microstructures with different dwell
temperatures
试验结束后,将试样用环氧树脂镶嵌粉末进行镶嵌,用砂纸按粒度从600,800和1 200目的顺序分别打磨待磨面.以上粗磨工序完成后在抛光机上进行自动机械抛光.最后采用4%的硝酸酒精溶液作为浸蚀剂,浸蚀完毕后制得的金相试样如图4所示.在显微镜下观察其金相,用于验证通过膨胀曲线得到的相比例.

图4 浸蚀后的金相试样Fig.4 Corroded metallographic specimen
2 试验参数
在冷却过程中,从膨胀曲线可以获得相变的开始温度和结束温度,不同降温路径下微观组织的演变规律及最终的相比例[9].
2.1 试验参数对扩散型相变起止时间的影响
因为铁素体和贝氏体相变均属于扩散型相变,且碳原子溶于奥氏体较慢,所以需要较小的降温速率,或者在发生扩散型相变的温度区间内进行一定时间的保温,才可以促进铁素体和贝氏体转变的发生,扩散型相变的转变量取决于保温温度和保温时间.由图5可知,试样在700,650,600,500 °C发生单一铁素体相变、单一贝氏体和双相相变,即贝氏体和铁素体相变,并且相变均发生在保温温度内.

图5 4个保温温度下保温膨胀曲线Fig.5 Change in length of the specimen quenched with 4 different dwell temperatures
图6以600 °C保温为例,从开始加热试样到保温结束,共390 s,随后开始降温至600 °C时,共400 s.这10 s由于降温,试样开始收缩;由于奥氏体向铁素体、贝氏体转变会发生体积膨胀,从纵坐标可知在408.6 s开始相变,所以取该时刻为开始相变时间(t1);由于材料在发生相变时,将从面心立方晶体(FCC)的奥氏体转变为体心立方晶体(BCC)的铁素体、贝氏体或马氏体,这种晶格结构的改变将导致试样的体积变化.在钢的各种组织中,奥氏体的比容最小[10].因此随后新相密度大于奥氏体,膨胀曲线迅速上升.当相变结束,膨胀量随温度的下降而缓慢趋于水平,相变结束时刻为431.6 s,则结束相变时间(t2)为31.6 s;相变结束后,随降温冷却膨胀曲线继续收缩.

图6 600°C保温温度下试样膨胀量Fig.6 Change in length of the specimen quenched with the dwell temperature of 600 ° C
同理可计算扩散型相变在各保温温度下发生扩散型相变的相变开始和结束时间,由表2可以看出,在700 °C下碳原子扩散速度较慢,生成铁素体需要时间较长,而在650 °C和600 °C相转变较快.

表2 不同保温温度下相变开始时间与结束时间Tab.2 Starting and finishing time of phase transfor- mation in different dwelled temperature
2.2 试验参数对非扩散型相变起止相变温度的影响
图7为试样在800 °C,750 °C进行保温及直接淬火的热膨胀曲线. 直接淬火后试样在439 °C发生马氏体相变,相变结束温度为297 °C;而在800 °C和750 °C保温后发生贝氏体相变和马氏体相变,其中马氏体相变开始温度分别为370 °C和392 °C.但是相变结束温度接近,均为300 °C左右.马氏体相变开始温度的降低是由于保温引起了奥氏体的热稳定化从而使得马氏体转变迟滞.根据马氏体相变的位错形核理论,在保温阶段碳原子向马氏体核胚的位错截面偏聚,包围马氏体核胚,直至足以钉扎它,阻止其长大成为马氏体晶核.碳原子钉扎位错截面使得相变阻力增加并且所需要的过冷度更大,所以马氏体相变开始温度降低的意义是获得额外的化学驱动力以克服增加的相变阻力[11].
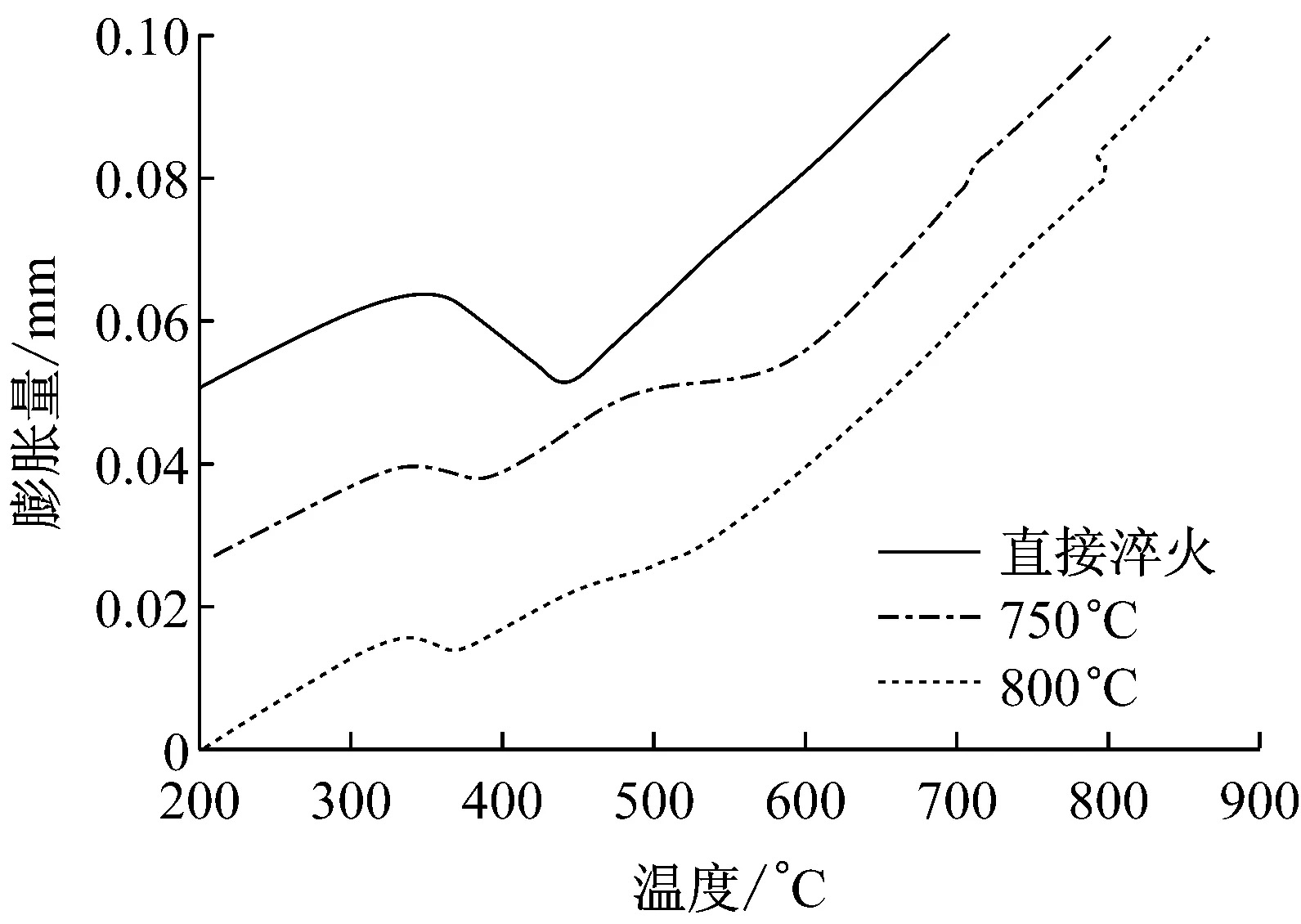
图7 不同保温温度及直接淬火膨胀曲线
Fig.7 Change in length of the specimen quenched with different dwell temperatures and direct quenching
图8为试样在400 °C,350 °C和300 °C保温温度下的膨胀曲线.由于在上述保温温度会促进贝氏体的生成,碳原子在奥氏体中富集,使马氏体开始相变温度有一定程度的下降,分别为402 °C,392 °C和397 °C,而马氏体为非扩散型相变,其相变转变率仅取决于成核率,与长大速度无关,所以马氏体转变量的增加是由于降温过程中新的马氏体不断形成.降温过程中马氏体的转变量决定于保温温度,所以当保温温度为300~400 °C时,马氏体立刻停止转变,结束相变温度分别等于其保温温度.图9为不同保温温度下马氏体相变起止温度.不同保温温度下生成马氏体比例见表3.
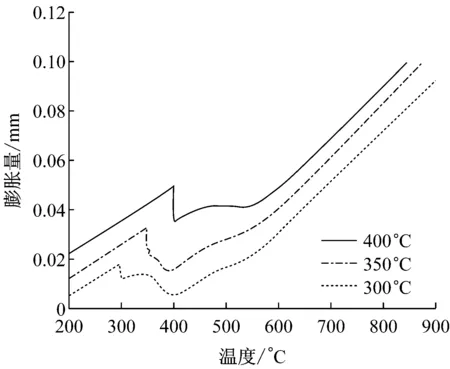
图8 3个不同保温温度下保温膨胀曲线Fig.8 Change in length of the specimen quenched with 3 different dwell temperatures
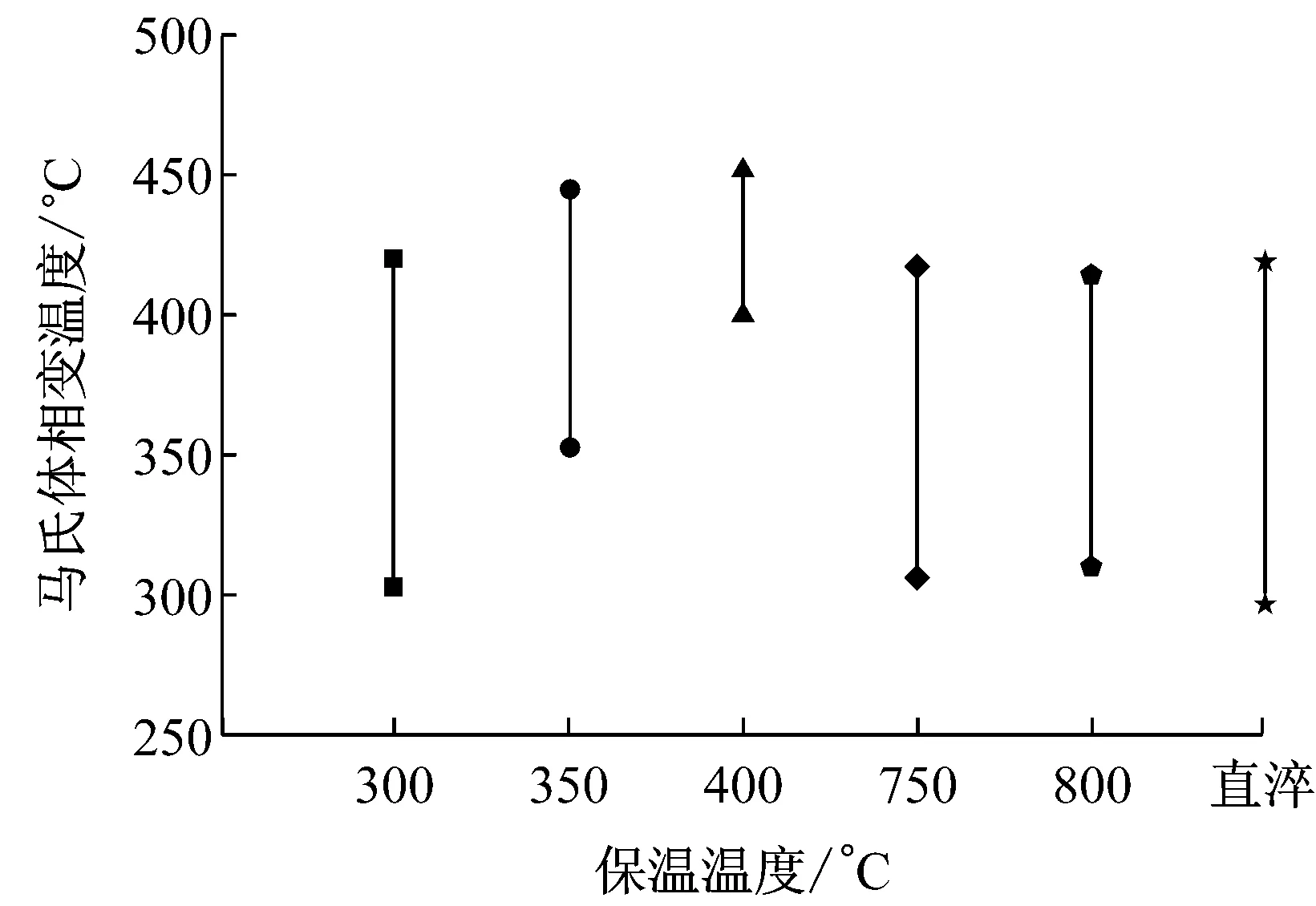
图9 不同保温温度下马氏体相变起止温度
Fig.9 Starting and finishing temperature of martensitic transformation in different dwelled temperature

表3 不同保温温度下马氏体体积分数Tab.3 The volume fraction of martensite in different dwelled temperature
3 相比例控制
3.1 扩散型相变的相比例控制
对于扩散型相变,相变时相界面的移动是通过原子近程或远程扩散而进行的相变,温度越高,原子活动能力越强,扩散距离也越远[11].相变动力学通常描述的是恒温条件下相变量与时间的关系,相变开始时间为孕育期,而相变开始到相变结束的时间为形核及长大过程.Avrami[12]提出的经验方程符合固态相变中等温过程微观组织转变量和时间的关系,其关系式可以表达为:
(1)
(2)
(3)
式中:V为相变量;t为相变时间;k为速率常数,同温度密切相关;n为Avrami指数,其值可以反映形核和生长机制;t1为相变开始时间;V1为t1对应的开始相变量;t2为相变结束时间;V2为t2对应的结束相变量.k和n均由膨胀曲线计算得出.
由于保温刚开始时试样还未发生相变,故可将V1取为1%,对应的等温时间为相变开始时间t1.保温5 min后相变已结束,此时可将V2取为99%,对应的等温时间为相变结束时间t2,由表2可得到不同保温温度下的t1和t2,将t1,t2,V1,V2代入式(2)和式(3)即可算出k和n的数值.例如:由表2可知保温温度为600°C时,t1=8.6,t2=31.6,代入式(3)和式(2)得
同理可算出扩散型相变在保温温度为700°C,650°C及500°C 时k和n的数值,如表4所示.

表4 不同保温温度下k和n值Tab.4 Values of k and n in different dwelled temperature
由式(1)可得式(4):
(4)
由于k和n仅和保温温度有关,因此若工程实际中需获得固定相比例的扩散型相微观组织,只需将该固定相比例和表4中的k和n代入式(4)中,即得到在相应保温温度下的相变时间.例如若要得到相比例为50%,即V=0.5时的扩散型相微观组织,以600°C为例,由表4可知600°C保温温度下k=4.00×10-7,n=4.71,代入式(4)可得
同理可算出相体积分数为50%的各保温温度下的相变时间,如表5所示.

表5 不同保温温度下50%转变量生成时间Tab.5 The time that 50% of phase has transformed in different dwelled temperature
3.2 非扩散型相变的相比例控制
对于非扩散型相变,当马氏体相变开始温度(Ms)高于100 °C, Harris和Cohen提出一个经验公式[13],该公式表明马氏体转变的体积分数Y和冷却温度T相关,冷却温度即本文中的相变结束温度.马氏体转变的体积分数完全取决于Ms点以下的深冷程度ΔT,其中ΔT=Ms-T.将图9中不同保温温度下的Ms及相变结束温度T代入式(5),可以计算出相应的马氏体体积分数如表6.对比由试验计算得出的马氏体体积分数(表3)可知,由于膨胀曲线测量值忽略残余奥氏体对相组成比例的影响以及膨胀曲线膨胀量的测量误差,造成实际值与计算值有一定偏差,但在合理范围内,因此可知式(5)适用于硼钢板非扩散型相变相比例控制的试验参数的确定.

(5) 表6 不同保温温度下马氏体转变的体积分数Tab.6 The volume fraction of martensite in different dwelled temperature
4 结论
利用高温相变仪研究了不同保温温度下微观组织的转变规律及相比例,并结合经验公式给出了硼钢板相比例控制的关键参数及量化关系.
(1) 对于扩散型相变,由试验中得到的相变起止时间计算出了各保温温度下的系数k和n,使得在工程实际中若需获得固定相比例的扩散型相微观组织,只需将该固定相比例和k和n代入式(4)中,即可得到在相应保温温度下的相变时间.
(2) 对于非扩散型相变,通过对比各保温温度下试验得到的马氏体体积分数和计算得出的马氏体体积分数验证了经验公式的适用性.所以若工程实际中需获得固定相比例的非扩散型相微观组织,只需将该固定相比例和各保温温度下的相变开始温度代入式(5),即可得到相应保温温度下的冷却温度.
[1] Li F F, Fu M W, Lin J P. Effect of cooling path on the phase transformation of boron steel 22MnB5 in hot stamping process [J]. The International Journal of Advanced Manufacturing Technology, 2016, 81:1.
[2] Zhu L J, Gu Z W, XU H,etal. Modeling of microstructure evolution in 22MnB5 steel during hot stamping [J]. Journal of Iron and Steel Research International, 2014, 21(2): 197.
[3] Nikravesh M, Naderi M, Akbari G H. Influence of hot plastic deformation and cooling rate on martensite and bainite start temperatures in 22MnB5 steel [J]. Materials Science and Engineering: A, 2012, 540(4): 24.
[4] Bardelcik A, Worswick M J, Winkler S,etal. A strain rate sensitive constitutive model for quenched boron steel with tailored properties [J]. International Journal of Impact Engineering, 2012, 50(12): 49.
[5] 邢忠文, 包军, 杨玉英, 等. 可淬火硼钢板热冲压成形实验研究[J]. 材料科学与工艺, 2008, 16(2): 172.
XING Zhongwen, BAO Jun, YANG Yuying,etal. Hot stamping processing experiments of quenchable boron steel [J]. Materials Science & Technology, 2008, 16(2): 172.
[6] Bok H H, Lee M G, Pavlina E J,etal. Comparative study of the prediction of microstructure and mechanical properties for a hot-stamped B-pillar reinforcing part [J]. International Journal of Mechanical Sciences, 2011, 53(9): 744.
[7] Min J, Lin J, Min Y,etal. On the ferrite and bainite transformation in isothermally deformed 22MnB5 steels [J]. Materials Science and Engineering: A, 2012, 550(31): 375.
[8] He L F, Zhao G Q, Li H P. Measurement and analysis of time-temperature-transformation curves of boron steel 22MnB5 [J]. Applied Mechanics and Materials, 2010, 29(4): 484.
[9] 贺连芳. 硼钢 B1500HS 的热冲压关键参数测试及其淬火性能研究 [D]. 济南: 山东大学, 2012.
HE Lianfang. Research on key parameter measuring and quenching properties of boron steel B1500HS in hot stamping process [D]. Jinan: Shandong University, 2012.
[10] Kop T A, Sietsma J, Van Der Zwaag S. Dilatometric analysis of phase transformations in hypo-eutectoid steels [J]. Journal of Materials Science, 2001, 36(2): 519.
[11] 徐洲,赵连城.金属固态相变原理[M]. 北京: 科学出版社, 2004.
XU Zhou, ZHAO Liancheng. Principle of metal solid phase transformation [M]. Beijing: Science Press, 2004.
[12] Avrami M. Kinetics of phase changes II, transformation time relations for random distribution of nuclei [J]. Chemical Physics, 1940, 8: 212.
[13] 赵连城.金属热处理原理[M]. 哈尔滨:哈尔滨工业大学出版社, 1987.
ZHAO Liancheng. Principle of metal heat treatment [M]. Harbin: Harbin Institute of Technology Press, 1987.
The Determination of the Experimental Method and the Key Parameters Based on the Phase Ratio Control of Boron Steel
LINJianping1,2,TANGHuijun2,GUOXiayang2,LIFangfang2
(1. Shanghai Key Lab of Vehicle Aerodynamics and Vehicle Thermal Management Systems, Tongji University, Shanghai 201804, China; 2. School of Mechanical Engineering, Tongji University, Shanghai 201804, China)
The mechanical properties of the boron steel used for automobile actually depend on the phase ratio of the microstructure, and the phase ratio is determined by soaking temperature and time. To obtain the expected phase ratio, it is needed to study the relationship between the experimental parameters and the phase ratio. The phase ratio of the material with different soaking temperature is studied with the cooling rate of 30 ℃·s-1, and the key parameters and method of controlling phase ratio combined with the empirical formula are given. It could provide theoretical reference to obtain the microstructure of provisions phase ratio in practical engineering.
boron steel; phase ratio; experimental parameters
2016-02-18
国家自然科学基金(51375346);高等学校博士学科点专项科研基金(20110072110056)
林建平(1958—),男,教授,博士生导师,工学博士,主要研究方向为汽车轻量化及板料成形技术. E-mail: jplin58@tongji.edu.cn
TG142.1+5
A
