240 t/h循环流化床锅炉内衬设计结构与施工
2017-01-12张建忠
张建忠
(山西西山热电有限责任公司,山西 太原 030022)
240 t/h循环流化床锅炉内衬设计结构与施工
张建忠
(山西西山热电有限责任公司,山西 太原 030022)
介绍了循环流化床锅炉内衬结构类型和施工步骤,针对炉内衬关键部位的结构类型、施工方法进行现场监督,对锅炉运行中发生的内衬问题进行调查分析,得出关键部位炉内衬的施工注意事项和改进措施,以利于锅炉安全稳定运行。
循环流化床锅炉;炉内衬;浇注
0 引言
循环流化床锅炉是适于燃烧劣质煤的一种新型锅炉。由于煤颗粒大易对锅炉受热面造成很大磨损,因此炉内衬作为一种防磨措施是循环流化床锅炉的重要组成部分[1]。合理的炉衬结构和良好的施工及养护,是保证锅炉正常运行的必要条件。
某热电厂240 t/h循环流化床锅炉,由无锡华光锅炉厂生产。锅炉为高温高压,单锅筒横置式,单炉膛,自然循环,全悬吊结构,全钢架π型布置。炉膛采用膜式水冷壁,上部安装有4组屏过、3组水冷屏,锅炉中部是并列的2只方形水冷旋风分离器,尾部竖井烟道布置两级4组对流过热器,过热器下方布置2组省煤器及一、二次风各2组空气预热器。
1 锅炉内衬施工控制
1.1 施工顺序[2]
锅炉内衬施工顺序原则是自上而下,从炉顶、炉膛出口、屏过、水冷屏、炉膛密相区、布风板、风室、点火风道为一侧施工,另一侧是从分离器入口顶部、分离器、返料器、分离器出口烟道、省煤器护板进行施工。
1.2 浇注料施工关键工序[3]
浇注料施工重点是抓好抓钉焊接、膨胀间隙预留、材料配水搅拌、制模支模、振捣、脱模保护、炉衬养护等几个环节,严格按照材料厂家和锅炉厂要求进行施工。
1.2.1 配水控制
严格控制耐磨耐火浇注料的配水量,耐磨耐火浇注料加水量控制在5.5%左右。如需加结合剂等外加剂时,可先与一定比例水充分混合搅拌均匀。
冬天气温低于-5 ℃时,必须采用冬季施工技术措施,要做好对工作环境的封闭、挡风、加热和保暖工作,确保砌筑后衬里的温度在5 ℃以上。
1.2.2 制模控制
浇注料制模很关键,制模好坏直接影响浇注料的质量。制模控制重点是其固定牢固性和尺寸的准确性。为防止浇注料厚度不均、内部骨料密实度不均和造成膨胀缝不齐等缺陷,模板必须牢固,如发现浇注料跑模,要立即停工拆模,重新制模施工。模板需涂抹机油以便脱模。
1.2.3 搅拌振捣控制
每次浇注料搅拌量不易过多,必须整桶整袋地使用,搅拌机干混均匀后缓缓加水或其他结合剂充分混合。如需加钢纤维的,在加水过程中加入,不得成团掺入。搅拌后的浇注料存放时间不超过30min。浇注料入模后,振捣棒易慢入慢出,连续振动,不得在同一部位久振或重振,振捣以大量排出料中气泡,表面轻微泛浆为宜,防止粗大骨料上浮,不得出现空穴和死角。如有振动不到的部位,可用榔头沿模板竖立方向轻轻振动模板,保证浇注料质地均匀,不出现蜂窝麻面。支模施工必须连续进行,不能中断,捣打料施工可按膨胀缝分块进行。浇注料施工后严禁二次施工进行修补抹面找平。1.2.4 膨胀缝的预留
内衬膨胀缝预留直接影响浇注料的热养生和寿命,施工中要科学设置膨胀缝,防止内衬在烘炉中发生网状和贯穿性的裂纹。浇注料的膨胀可采取如下方式:一是在销钉等金属表面涂刷厚度不低于1 mm的沥青漆。二是浇注料分块间隔浇注,每块浇注区的面积以1.5 m2左右为宜,分块处用3 mm厚的胶合板作为膨胀缝,膨胀缝应尽量按迷宫方式留取。三是在风帽、仪表管件、金属穿墙件表面缠绕2 mm厚的陶瓷纤维纸作为膨胀缝。
2 重点部位耐火材料结构设计和施工
2.1 点火风道
点火风道设计为圆形截面砖砌结构,分高温段和低温段,外面为钢壳结构。高温段在点火油枪与混合风之间段,点火时烟气温度为1 300 ℃,砖分3层,外面2层为轻质保温砖,厚度共165 mm,里面80 mm厚为刚玉莫来石砖,耐火度超过1790 ℃;低温段在混合风到炉膛风室之前分二层砖砌结构,75 mm轻质保温砖和80 mm刚玉莫来石砖。此部位施工时须由外向内逐步砌筑,其中砖缝之间为2 mm灰浆缝并要错缝安装,内层刚玉莫来石砖之间均有止口相嵌,防止砖脱落。
注意事项:点火风道使用内衬材料必须保证耐高温,做好安装材料的检验,不能错用和滥用;点火风道内衬施工前必须将测温孔、观火孔、排烟孔、排湿孔等开孔完毕;一次风门与点火风道联接部位的炉衬要结合风门的开关位置来完成,否则易造成风门开关异常。
2.2 水冷布风板
水冷布风板是炉床风帽安装部位,由80 mm中质保温浇注料和70 mm自流式刚玉浇注料组成。施工前风帽套管施工时先用塑料纸或牛皮纸将风帽小孔包住,防止浇注料堵塞风帽小孔影响出风,同时在风帽穿过浇注料部位涂上1.5 mm厚沥青,先进行底层中质浇注料捣打施工,再进行上部自流式刚玉浇注料浇注施工。
注意事项:对放渣孔处施工时要加焊耐热钢筋,使此处的浇注料固定牢固,防止运行中放渣使浇注料磨损损坏,防止造成水冷放渣管和水冷风室管子磨损爆管。施工时要严格按照设计厚度,不能超厚否则影响风帽安装。布风板四周留20 mm膨胀缝,可塞一层硅酸铝纤维板。浇注完毕打扫干净后将塑料纸或油毡布去掉。
2.3 炉膛密相区
密相区是锅炉中床料的主要燃烧区域,床料扰动大加剧内衬材料磨损,需采用耐磨材料;因开孔较多,有二次风口、返料口、给煤口等,并且由于炉膛是梯形形状,考虑到施工的困难,所以采用自流式刚玉浇注料支模施工,浇注厚度为90 mm,依靠材料自重和位能差产生自流,产生气孔少、粒径小且分布均匀,能够保证施工质量[1]。密相区水冷壁管上已焊有销钉用于固定内衬。炉前后墙各孔洞的浇注均应在整体浇注前完成,出口形状均需用木模造型。各孔洞外门罩就位,余顶部一块钢板不焊,向火侧木模就位,并且开孔四周用夹板框住,留顶部开口进行浇灌。等浇注料定型牢固后再将木模及四周夹板拆除,然后进行整体密相区浇注,浇注时,同样用夹板框住,浇灌、捣实(浇注不用振动棒振动)。
注意事项:密相区与稀相区交接处水冷壁管采用内缩结构,此处浇注料层与上面水冷壁管应平滑过渡,尽量不出现凹凸面。密相区不需留膨胀缝。拆模后如有麻面和空洞,绝不能采取补面抹平来掩盖。
2.4 分离器
分离器是循环流化床的关键部位,是方形漏斗形状,结构较复杂。漏斗缩口直管段处炉墙结构为2层,从外向内依次为轻质浇注料和自流浇注料预制异形砖。自流浇注料预制异形砖便于施工,下部由钢质托架支撑,砌筑异形砖时要保证与下部返料器直管段同轴同心,上下二层两半异形砖要错缝。然后将轻质浇注料浇灌入异形砖与膜式壁形成的空间内(如图1所示)。

图1 分离器直管施工
返料器为U型,内衬结构由外至内为钢板、120 mm厚轻质浇注料(由直抓钉固定)、120 mm厚刚玉浇注料(由V形抓钉固定),施工前,先焊接直抓钉,再砌筑轻质浇注料,之后,在直抓钉上焊接V形抓钉,均在抓钉金属表面涂刷1 mm沥青漆,再将预制好的木板圆柱形模具安装就位,要求模具不偏心、轴心垂直与料腿同心,最后浇灌入自流式浇注料(如图2 所示)。
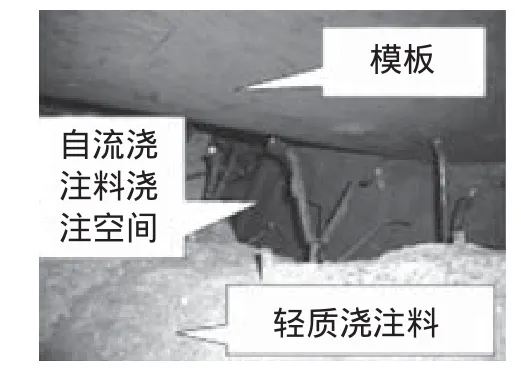
图2 返料器内衬施工
注意事项:由于返料器与炉膛接口装置是有L形拐弯,并是圆柱形,施工时要在外壳钢板上开孔灌浆,对浆液的密实度较难掌握,灌浆后需用小锤敲击外壳听声音检查有无空洞的地方,如有贯穿裂缝易引起外壳在运行中烧红;在对返料风布风板浇注料施工前要将风帽套管与下风室满焊,不能点焊必须满焊(如图3所示),否则运行时流化风会窜入浇注料内,导致轻质浇注料被返料风吹空(如图4所示),严重时向火侧浇注料塌陷;轻质浇注料作为保温层不能用刚玉可塑料代替,因为刚玉可塑料吸收膨胀量小于轻质浇注料,会导致外壳钢板受热膨胀时焊缝撑破而漏灰;返料器非金属膨胀节处的浇注料要按照图纸留好膨胀间隙,防止运行中膨胀受阻。
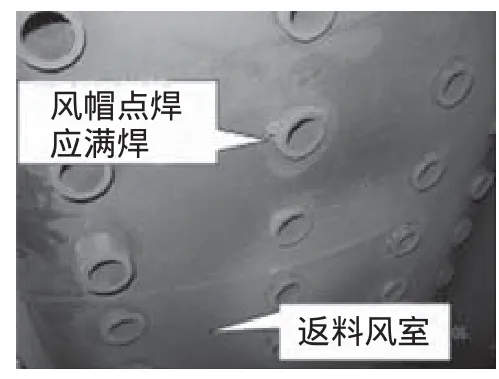
图3 返料风室内局部图
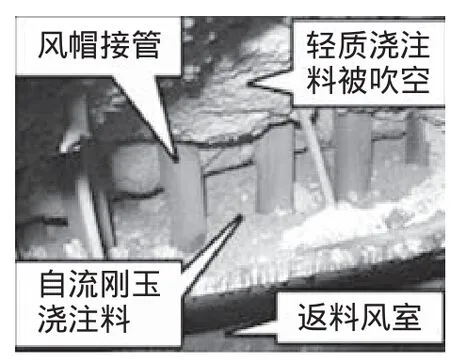
图4 返料器轻质浇注料损坏图
2.5 省煤器炉墙
省煤器外护板设计厚度150 mm,由外至内排列为钢板、60 mm厚轻质浇注料、90 mm厚高强度高铝浇注料,没有设计外保温材料。由于浇注料内衬与省煤器管子距离50~80 mm,将四周外护板安装完后无法进行内衬施工,如果在地面上进行内衬施工之后,再进行起吊、翻转等吊装护板作业,可能会影响内衬施工质量,所采取的措施是将四面护板吊装至安装高度悬吊加临时支撑,使护板与省煤器管间距为500 mm左右仅容一人宽度进行内衬施工,要保证护板平整不变形,先焊接抓钉,贴一层20 mm厚硅酸铝板,再按设计要求的厚度分别进行轻质浇注料和高强度高铝浇注料的施工,施工时要有膨胀缝,干燥后再将四面护板拼合焊接。重点要注意4块护板内衬施工后的尺寸要符合要求,防止出现拼接时焊缝过大无法焊接的情况。
3 结论和建议
从电厂一些运行事故分析,有些与浇注料的施工质量有关。
a)返料装置U阀局部烧红,原因是浇注料施工后有空洞,从裂缝窜进炽热物料,并将轻质保温料吹空,从而烧红外壳。
b)测温孔向火侧浇注料施工过厚,浇注料上凸出部分过渡不好而发生水冷壁爆管事故。
c)返料风帽连接管未满焊,使流化风从风室窜入浇注料内,导致风帽处的轻质浇注料被返料风吹空,有物料漏进流化风室内。可见,炉关键部位内衬的设计选型、施工质量等是锅炉稳定运行的关键,另外,材料厂家和施工者必需由一方承担,不能分离,否则易产生多方面的质量问题。
[1] 包绍麟,吕清刚 ,那永洁,等.循环流化床锅炉耐火耐磨材料的设计与施工[J].工业锅炉,2006(2):41-44.
[2] 潘秋洪.循环流化床耐磨耐火材料施工方案[J].山西科技,2008(5):147-148.
[3] 刘士祝.CFB锅炉耐磨耐火材料施工[J].中国电子商务,2014(14): 266.
Lining Design and Construction of 240 t/h Circulating Fluidized Bed Boiler
ZHANG Jianzhong
(Shanxi Xishan Thermal Power Co., Ltd., Taiyuan, Shanxi 030022, China)
The type of boiler lining structure and construction procedure of circulating fluidized bed boiler are introduced simply. According to on-site supervision of the structure type and construction procedure, the lining problems were investigated and analysed. Matters needing attention during the construction procedure of boiler lining are illustrated to facilitate the safe and stable operation of the boiler.
circulating fluidized bed boiler; furnace lining; casting; matters needing attention
TK229.6+6
B
1671-0320(2016)04-0058-03
2016-05-10,
2016-06-04
张建忠(1972),男,山西太原人,1996年毕业于太原电力高等专科学校电厂热能动力工程专业,工程师,从事电厂锅炉检修、安装、技术管理和燃料运行管理工作。