一种自动冲裁机的传送装置设计
2017-01-12邝嘉豪周刚
邝嘉豪 周刚
一种自动冲裁机的传送装置设计
邝嘉豪 周刚
(东莞市豪顺精密科技有限公司)
针对聚乙烯发泡棉(EPE料)传统生产方式加工时间长、效率低、人力成本高等问题,设计一种自动冲裁机传送装置。首先分析自动冲裁机的传动机构和裁切机构的工作原理;然后结合PLC技术,应用伺服系统,编写人机交互界面及程序梯形图;最后实现物料的自动传送。试验结果表明:该传送装置具有节省人力、速度可控、动作模式可选和自动完成的特点。
自动冲裁机;传送装置;PLC技术
0 引言
聚乙烯发泡棉(EPE料)因具有防摩擦、隔水防潮、隔热、耐腐蚀、可回收等特点而广泛应用于产品包装。传统生产加工过程中,对EPE料的物料准备、移动、裁切等工序完全由人工完成,存在加工时间长、效率低、人力成本高等问题[1-4]。随着产品加工质量和效率的需求提升,以及人力成本的不断增加,利用工业自动化技术对EPE料加工过程进行自动化改造已迫在眉睫。近年来,可编程逻辑控制器(PLC)技术、伺服系统控制技术广泛应用于工业自动化生产线,故本文结合PLC技术,应用伺服系统,通过人机界面,设计一种自动冲裁机的传送装置,实现EPE料的自动传送[5-7]。
1 自动冲裁机的系统设计
1.1 传动机构设计
1.1.1 物料传送机构
自动冲裁机物料传送机构结构图如图1所示,自动冲裁机的物料传送机构位于上料架和物料裁切机构之间。物料传送机构包括:滚轴组,将上料架上的物料传送至物料裁切机构;导引轨,为物料进行导向。导引轨之间用于通过物料,两个导引轨沿物料的前进方向并排设置,两个导引轨和滚轴组之间留有空隙,使滚轴可以顺利滚动。
EPE料生产加工的工序流程如图2所示。上料架放置EPE料的卷装料;EPE卷装料上的物料通过滚轴组传送至物料裁切机构,传送过程中,两个导引轨为物料进行导向,防止物料偏离轨道而使送料受阻;待裁切的物料在物料传送机构传送至物料裁切机构,从而实现自动化传送物料,进而可以节省人力,提高生产效率。两个导引轨设有距离调节机构,用于调节两个导引轨之间的距离,以适应不同尺寸的物料。
1.1.2 物料裁切机构
物料裁切机构包括带裁切刀的上模(刀模示意图见图3)和用于放置待裁切物料的下模。裁切刀包括用于将物料切断的横切刀和将物料切成条状的多个并排的纵切刀。横切刀用于将物料从卷装料上切断成小块,纵切刀用于将该小块的物料切成多个条状的物料,待裁切的物料继续在物料传送机构传送至物料裁切机构,则自动将裁切好的物料推出。
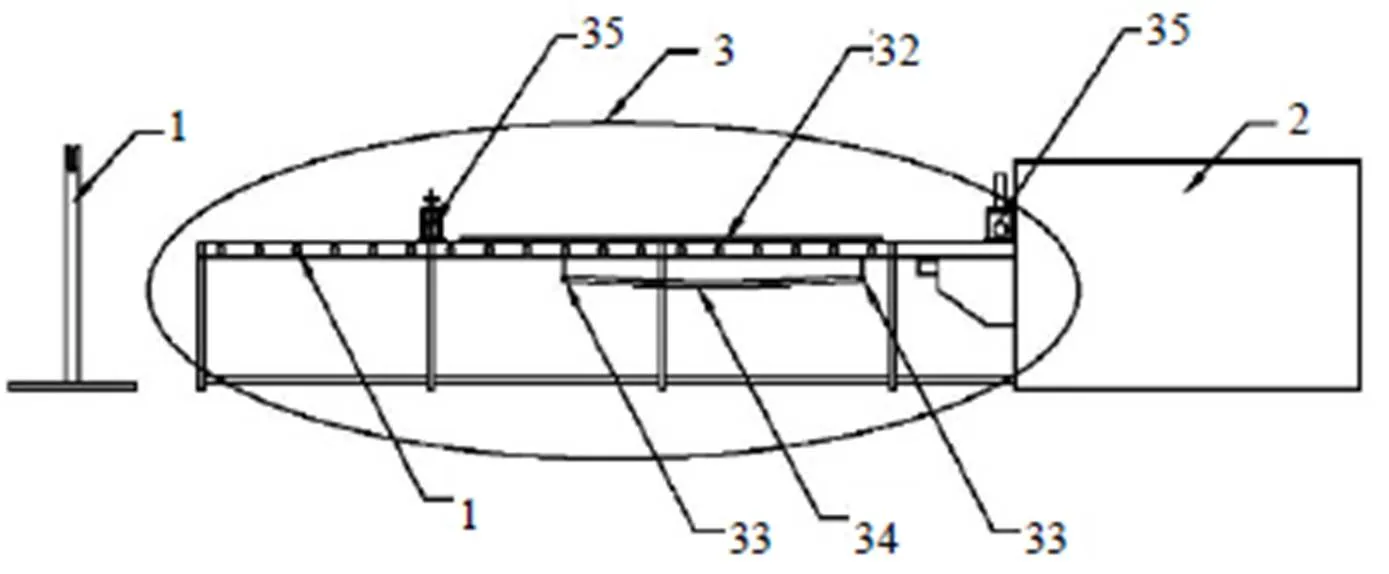
1-上料架 2-物料裁切机构 3-物料传送机构 31-滚轴组 32-导引轨 33-丝杆 34-联动链条 35-气动压料机构
(a) 正视图
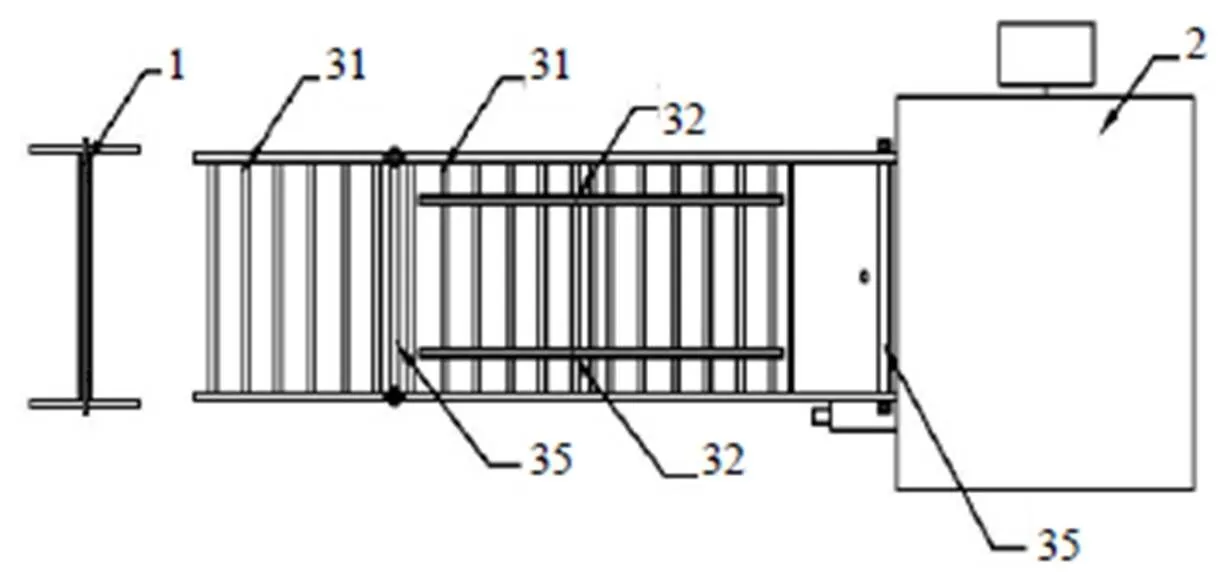
(b) 俯视图
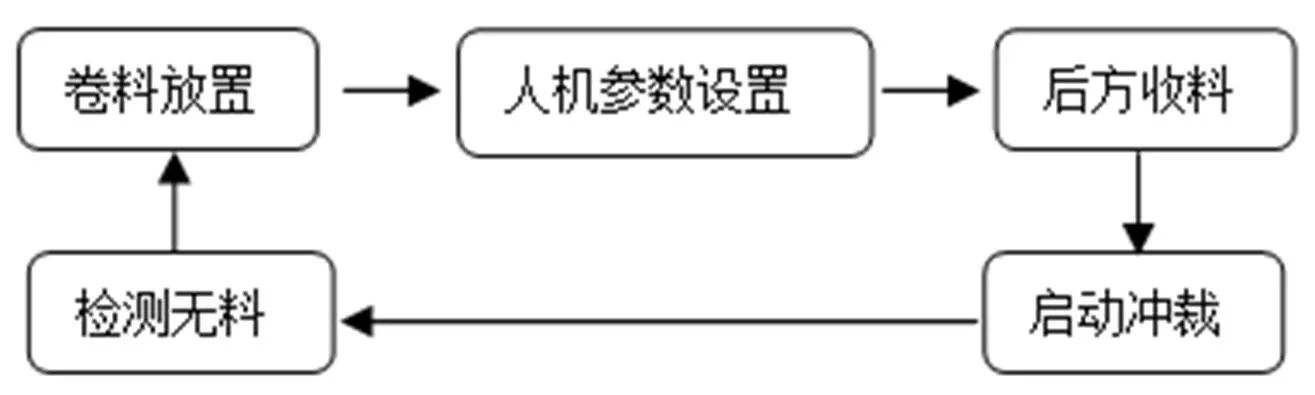
图2 EPE料的生产加工流程图
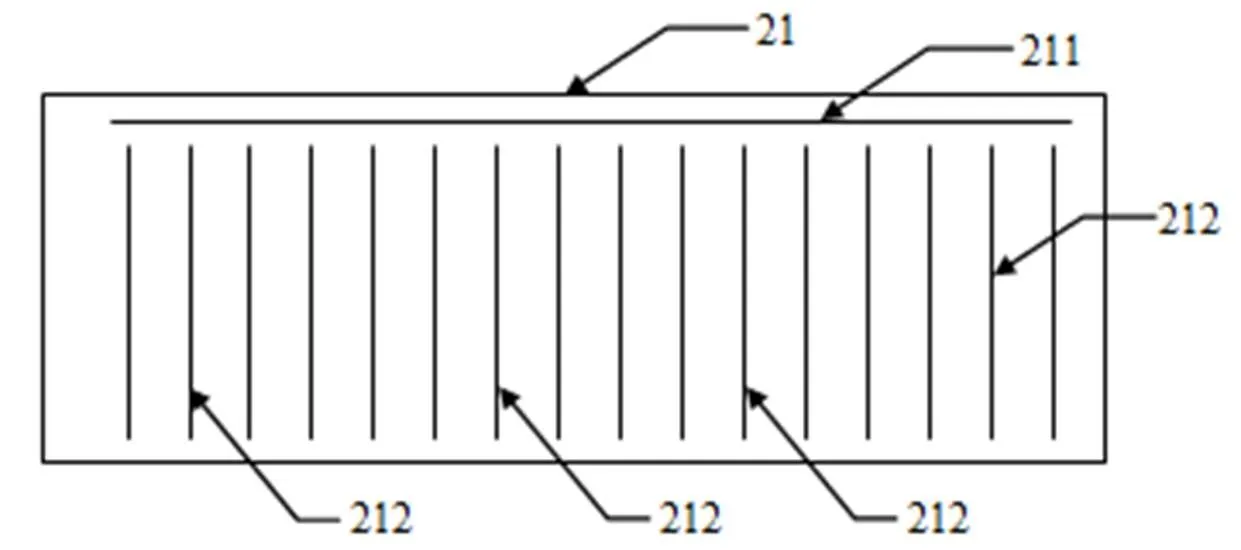
21-带裁切刀的上模 211-横切刀 212-纵切刀
1.2 自动送料系统的PLC系统控制
自动冲裁机自动送料系统通过人机界面、PLC和伺服共同完成系统控制。采用三菱PLC指令和步进梯形图通过条件设定,用步进控制的原理,完成送料机和冲裁机的配合。
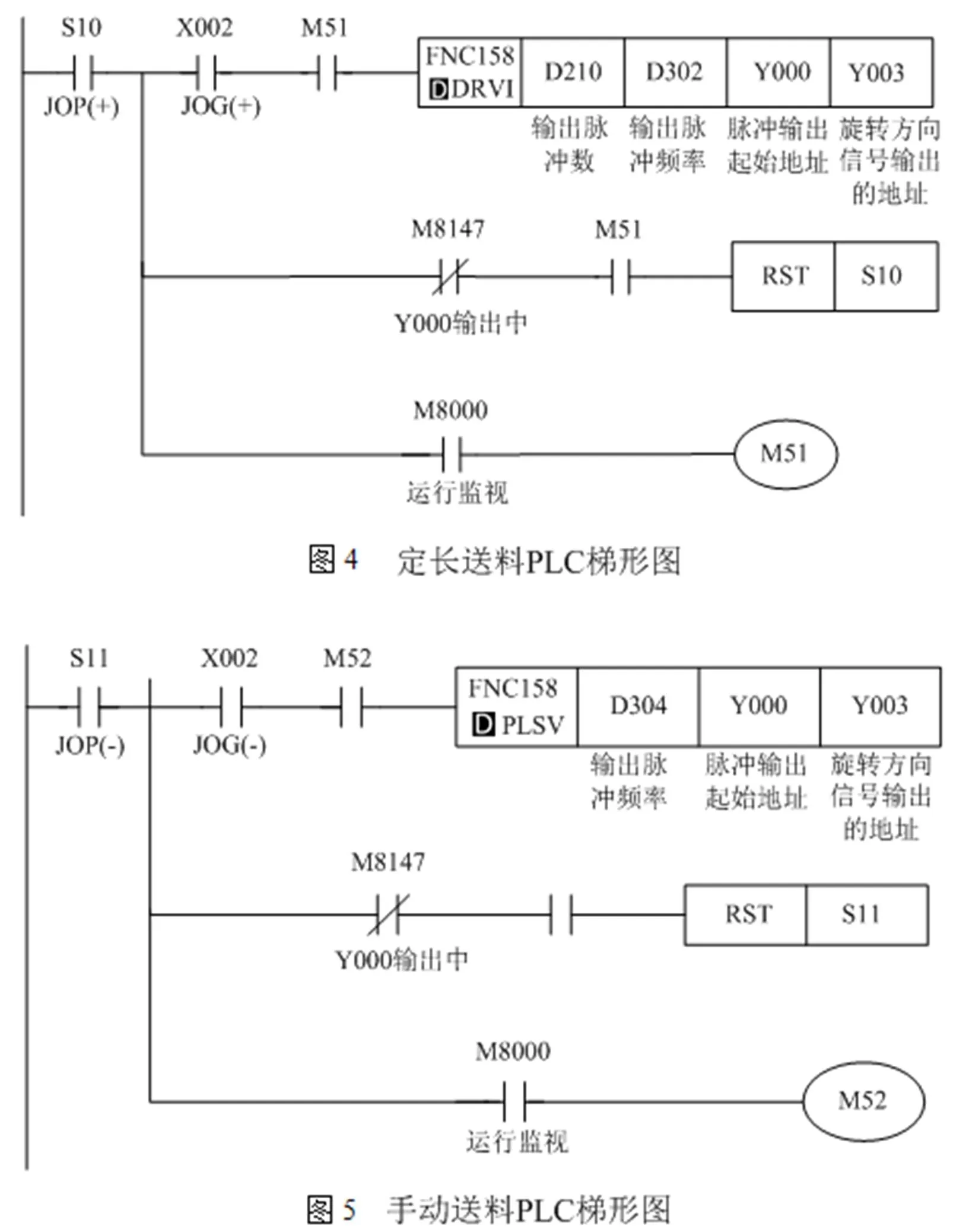
1.2.1 定长送料
相对位置以现在的位置开始,距离D210(数据寄存器的数值),速度为D302(数据寄存器的数值),脉冲输出口为PLC的Y0,方向信号为Y4。定长送料PLC梯形图如图4所示。
人机交互控制指令:DDRVI D210 D302 Y0 Y3。
1.2.2 手动送料
以D302数据寄存器的数值为速度,Y4为方向,Y0脉冲输出。其中D210、D302、D304等数据寄存器,均可在人机界面输入。手动送料梯形图如图5所示。
人机交互控制指令:DPLSV D304 Y0 Y3。
2 自动冲裁机的运行效果
自动冲裁机的实物运行图如图6所示。经试验,其运行效果较好。自动冲裁机主要具备几个特点:1)物料传送机构可节省人力,提高生产效率,能传送不同尺寸的物料;2) 速度可控,定制生产数量,送料长度、动作模式可选(单冲模式、送料单冲模式、单送料模式);3) 操作人员只需设定好参数,自动完成生产活动。
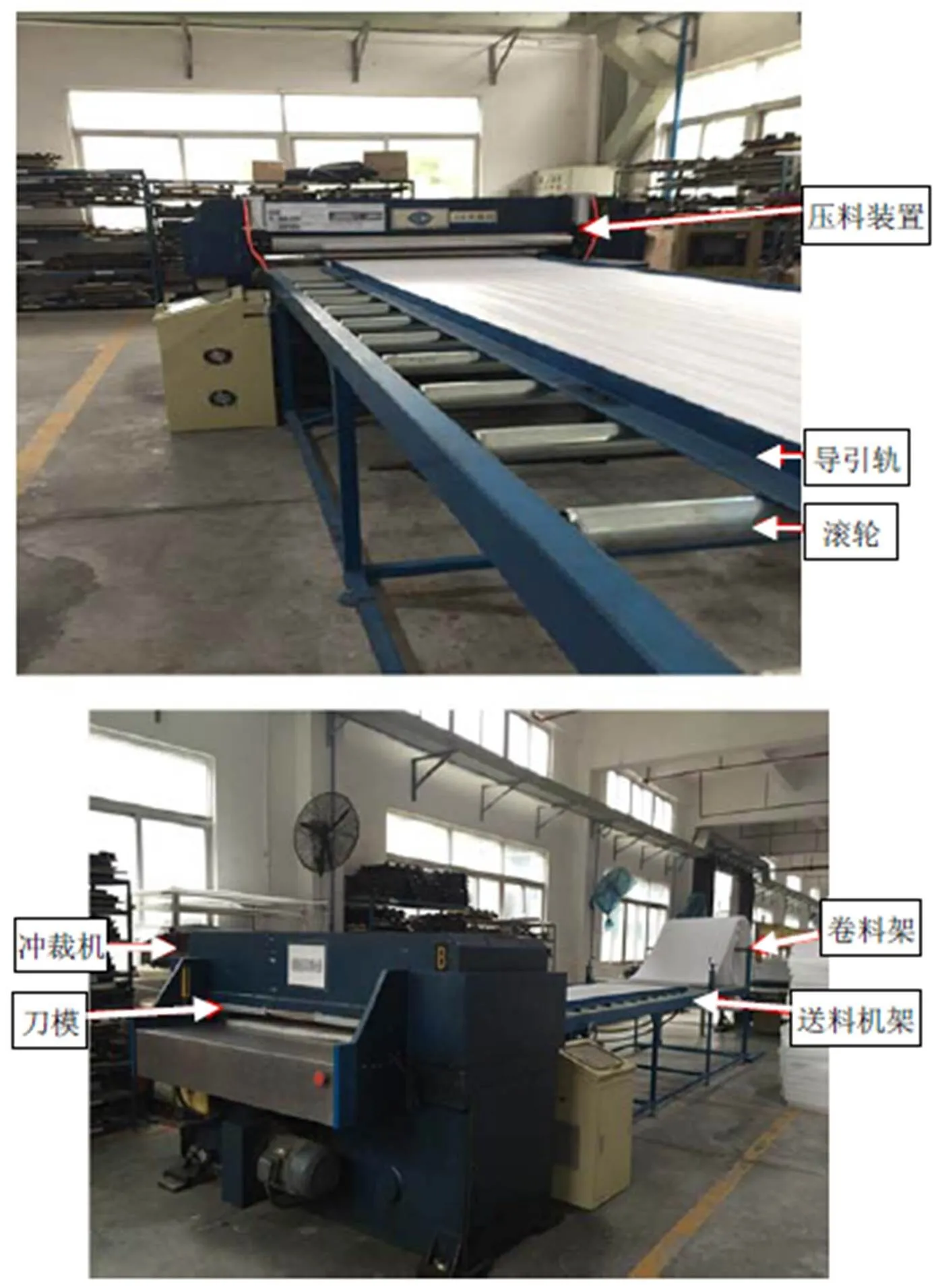
图6 自动冲裁机的实物运行图
3 结语
本文通过PLC技术,应用伺服系统,实现EPE料的自动冲裁机传送自动化,极大节省人力,具有较高的社会经济效益,对推动工业自动化和智能化生产的进程有一定的借鉴作用。
[1] 钟肇新,范建东.可编程控制器原理及应用[M].广州:华南理工大学出版社,2005.
[2] 敖荣庆,袁坤.伺服系统[M].北京:航空工业出版社,2006.
[3] 胡海清,陈爱民,徐军.气压与液压传动控制技术[M].北京:北京理工大学出版社,2006.
[4] 李彭.折叠伸缩珍珠棉缓冲包装设计与工艺分析[J].包装世界,2015(4):39-40.
[5] 王杰.基于AMESim软件的散热器片冲裁机液压系统设计[J].机床与液压,2015,43(20):113-115,118.
[6] 卢倩,葛友华,崔治,等.四自由度冲裁机床自动控制系统设计研究[J].煤矿机械,2014,35(7):237-239.
[7] 罗世琼,倪跃华.铝塑板输送装置的改进[J].机电信息, 2011(26):34-37,49.
Design of Conveyor of an Automatic Blanking Machine
Kuang Jiahao Zhou Gang
(Dongguan Haoshun Precision Technology Co., Ltd.)
Focusing on the traditional production and processing method of polyethylene foam (EPE) having long time consumption, low efficiency and high labor costs problems, an automatic punching machine conveying device is designed. Firstly, the mechanism of automatic punching machine transmission and cutting was analyzed. Secondly, combined with PLC technology and the application of servo system, the preparation of human-computer interaction interface and the program ladder were demonstrated. Finally, the automatic transmission of materials was carried out. The results show that the transmission device has the characteristics of saving manpower, speed controllable, operation mode optional and automatic completion.
Automatic Blanking Machine; Transfer Device; PLC Technology
邝嘉豪,男,1989年生,本科,主要从事自动化设备的研发与维护。
周刚,男,1987年生,大专,主要从事五金冲压产品工艺工程。
