智能手机壳体车铣复合加工系统设计
2017-01-12罗卫强唐斌盘永才
罗卫强 唐斌 盘永才
智能手机壳体车铣复合加工系统设计
罗卫强 唐斌 盘永才
(广东长盈精密技术有限公司)
针对智能手机壳体传统加工方法良品率和加工品质低的问题,提出一种智能手机壳体的高效车铣复合加工模式,通过采用多重驱动机构,在铣床基础上增加车床功能,使系统具备车铣功能,完成了一套智能手机壳体高效车铣复合加工系统及其加工工艺的研发。经实际生产应用表明:本系统的CNC加工时间及表面处理加工时间均可减少29.20%,综合良品率可提高15%,具有加工精度高、生产不良率低、加工品质好等优点,适用于批量生产。
手机壳体;车铣复合;加工系统;加工工艺
0 引言
铝合金或类铝合金材料制成的手机外壳因其加工方便、灵活性好、档次较高且可有效提高产品附加值等特点而得以广泛应用。随着人们对艺术美感和舒适度要求的提升,手机金属外壳工艺越来越复杂,使得技术难度增大,加工工序和加工时间增加,加工成本也相应提高,并且良品率、外观效果难以得到保证。传统手机金属外壳加工[1-2]是利用3轴或4轴计算机数字控制机床(computer numerical control,CNC)完成,以大刀或成型刀具加工为主,少量复杂曲面采用3D加工以降低工时和成本。传统加工方法费时(用CNC加工一个后盖需要50分钟),且容易因外形面、底部曲面、大平面等交接面形成分级、凹印和刀纹等外观问题,增长开发周期,增大不良品率,并严重影响后序表面处理难度。基于以上生产现状,本文研究一种优质高效的车铣加工系统及加工工艺,能有效提高手机金属外壳良品率,并适用于批量生产。
1 智能手机壳体加工系统设计方案
本文智能手机壳体加工专用车铣复合加工系统及加工工艺采用多重驱动机构,在铣床的基础上增加了车床的功能,主要应用于外观加工。
1.1 车铣加工控制系统结构分析
车铣加工控制系统结构示意图如图1所示,包括第一驱动机构、第二驱动机构、控制终端。第一驱动机构驱动执行车铣功能系统,在原有立式车床车削的基础上增加轴联动,不仅可实现立式车床正常加工动作,还可车铣3D曲面,加工的产品达到CNC铣床加工精度且拥有CNC车床的表面效果,有效改善产品分级、刀纹粗、打磨难以及工时长等问题;第二驱动机构驱动执行正常CNC铣床功能系统,包括3轴CNC外形铣削、平面铣削、曲面加工、钻孔加工、攻牙等铣床加工等功能;控制终端用于产品加工过程中对CNC第一驱动车铣功能和第二驱动铣床功能的适时切换,不至于中途停机,使两个驱动合并使用形成CNC车铣复合功能完整系统。
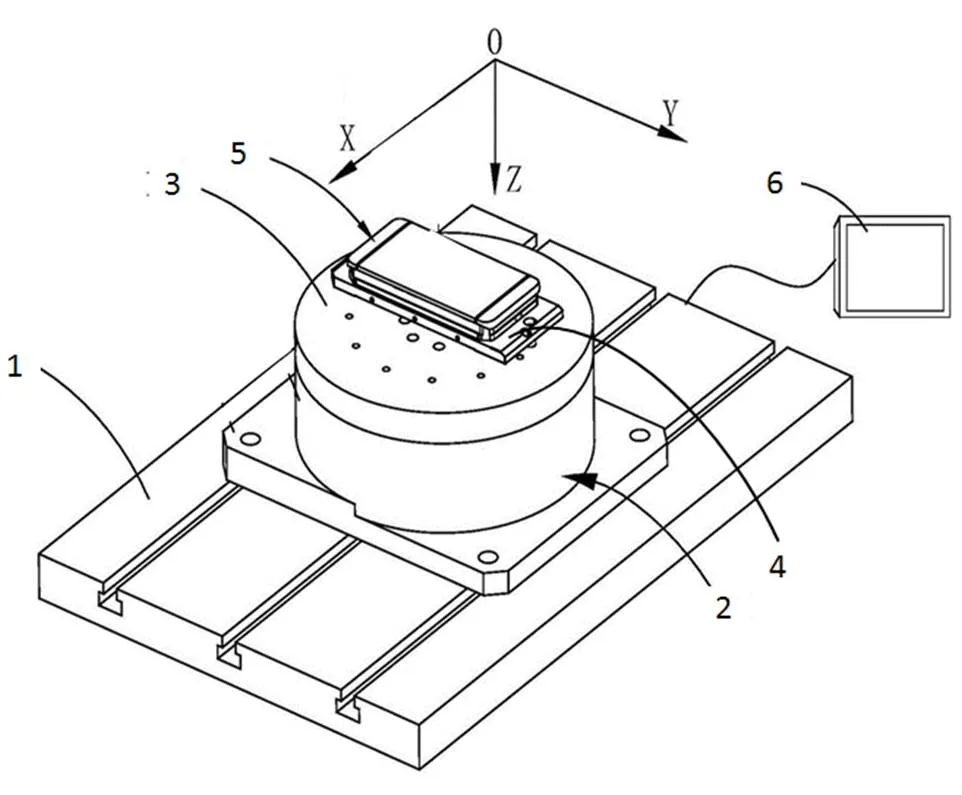
1-主工作台 2- C轴连接底座 3- C轴 4-主夹具 5-产品 6-控制器终端
车铣加工系统部件包括:主工作台、轴连接底座、轴、主夹具、产品和控制器终端。
主工作台主要做向运动,在控制系统执行铣床加工功能时,执行方向切削进给命令。当控制系统执行车铣加工功能时,主工作台移动到0.00位置,与主轴垂直的线重合并固定,且轴被系统自动锁死,防止轴移动损坏车刀刀尖或产品过切。
轴连接底座主要功能是固定轴在机台主工作台上,支撑轴运作加工。安装时要校正分中,使其轴与主工作台轴平行且0点重合,轴与主工作台垂直。
轴(车铣功能运作的车削主轴)主要功能是执行车铣运作,安装时要校正分中轴平面,使其轴与主工作台轴平行且0点重合,轴与主工作台垂直。当控制系统执行车铣功能时,将夹具用螺丝或压板直接水平固定在轴头上并分中,再将产品或装有产品的子夹具固定在夹具上;确定主轴是车刀并且主轴已锁死,可执行开机命令,这时轴带动产品在水平面上作顺时针或逆时针方向旋转(根据刀具方向用M3或M4指令控制)。加工时主轴停止并锁死,只在方向上下跳动做车铣动作(程序控制),轴根据程序指令控制从产品最大点外向中心点(0点)方向作直线进给,执行车铣复合功能。
主夹具用螺丝或压板固定在轴上,用于固定产品或装有产品的子夹具进行产品结构加工。夹具设计需要便于装夹操作,必要时可以设计子夹具配合。夹具必须做工艺处理,避免因利角等原因对操作员造成伤害。
产品加工是最终目的。目前最大的难点即本方法要解决的问题是产品大平面和外形以及交接出的3D面加工效果问题。
控制器终端用于切换控制系统一和控制系统二,以及主轴和轴的锁定。
此外还设置专门对应的刀库,拥有24个刀位,可同时装有车刀和铣刀,供加工时选择。
1.2 车铣加工系统工作原理
车铣加工系统的关键部件是控制终端,该控制终端分别与第一驱动机构、第二驱动机构连接。当主轴切换好车刀准备进行车铣加工时,启动第一驱动机构,通过指令主轴停止并锁住,轴在0.00处锁住不动,轴旋转,主轴带动刀具做向运动完成车铣切削,执行专用软件编写的NC车铣程序;车铣完成后启动第二驱动机构,释放主轴锁定,释放轴锁定,轴旋转至产品向与机床向平行后锁定,从刀库中更换铣刀进行产品外形加工和背面特征加工,执行NC程序。
加工时,首先将工作台移动到向0点,与主轴垂直的线重合;然后轴带动工件做水平旋转,执行车铣复合操作命令,使用刀具为车刀,主轴停止锁紧,车刀刀尖随主轴做方向移动,沿被加工产品面表面做上下移动,轴按程序赋予的速度在产品最大外形向中心0点出做直线进给,用专用软件编写的程序配合机床的系统特性对产品背面所有能加工到的曲面和平面进行车铣加工,完成产品曲面车铣加工。这时加工出来的刀纹是车刀纹,表面光滑细腻,没有分级现象。表面处理时,按正常打磨要求处理的外观效果即可获得客户非常满意的认可。外形和产品背面其他特征加工时,系统结束车铣模式,轴旋转至产品轴与机床轴平行,轴自动锁死,切换刀具完成后终端自动发出指令,命令系统进入铣床加工模式,主轴旋转,移动轴进行外形和其他特征加工,采用NC加工程序进行产品加工,至符合产品要求。
1.3 车铣加工系统加工工艺
车铣加工系统的加工工艺流程图如图2所示,包括产品工艺设计、夹具设计与制作、程序设计、刀具设计、刀具排布、产品调试与品质控制等[3-5]。
车铣加工系统的加工工艺操作步骤:
1) 夹具准备 夹具设计时要考虑产品加工和装夹的便利性,夹具制作按设计图纸完成并做工艺处理,不可有利角毛刺等,以免操作时受伤;
2) 夹具调试 将夹具按要求粗固定在机台轴上,校正分中完成后锁紧;
3) 刀具准备 按设计工程师提供的刀具清单,准备刀具并将其安装在刀具库对应的刀位,设置刀长和刀补待用;
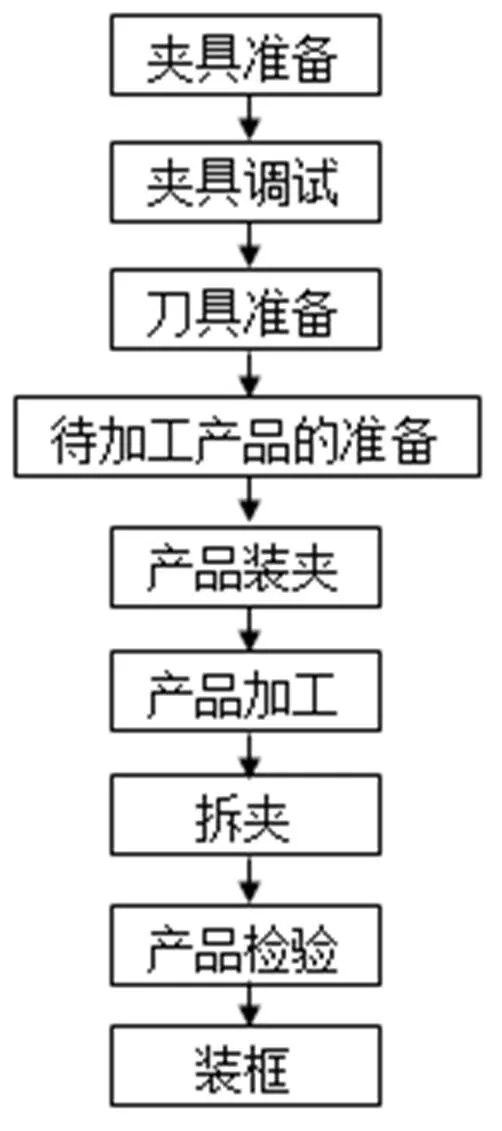
图2 车铣加工系统工艺流程图
4) 待加工产品的准备 确认加工产品是否完成前工序加工,有无缺陷(漏加工特征、毛刺、变形等);
5) 产品装夹 将要加工的产品按要求装夹在夹具上,并确认产品是否方正和压紧;
6) 产品加工 按程序启动加工程序,进行产品结构加工;
7) 拆夹 产品加工完成后松夹,将产品从夹具上取下清洗干净;
8) 产品检验 检验产品是否有漏工序、毛刺、粗纹、变形及尺寸规格是否符合图纸要求;
9) 装框 将良品与不良品区分装入到相应的胶框内,避免碰撞和跌落。
加工程序设计时,要考虑产品的切削量和特性,选择合适的加工方法和顺序。加工手机后壳时,通常先启动第二驱动系统执行铣床功能,将产品外形和背面加工余量较多的部位用大刀开粗;然后切换至第一驱动车铣系统执行车铣切削,车铣时刀具在产品最大半径外下刀往中心方向进给切削;最后切换到第二驱动系统进行外形成型刀铣削和其他特征的加工。合理的方式和顺序使产品加工出来更加完美,也有利于产品加工调试。
2 智能手机壳体加工系统效果分析
以手机后盖加工为例,通过传统CNC机床与车铣复合机床的同步加工对比,验证系统效果。传统CNC机床和本系统车铣复合机床的同步加工对比如表1所示,加工进度、外观品质和面轮廓度测试效果比较图如图3所示。
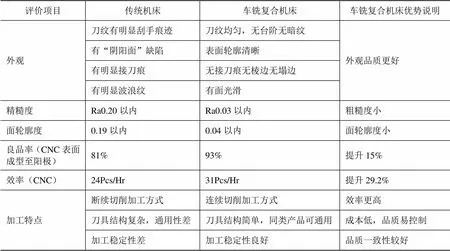
表1 传统CNC机床与车铣复合机床的同步加工对比
(a) 加工进度对比
(b) 外观品质对比
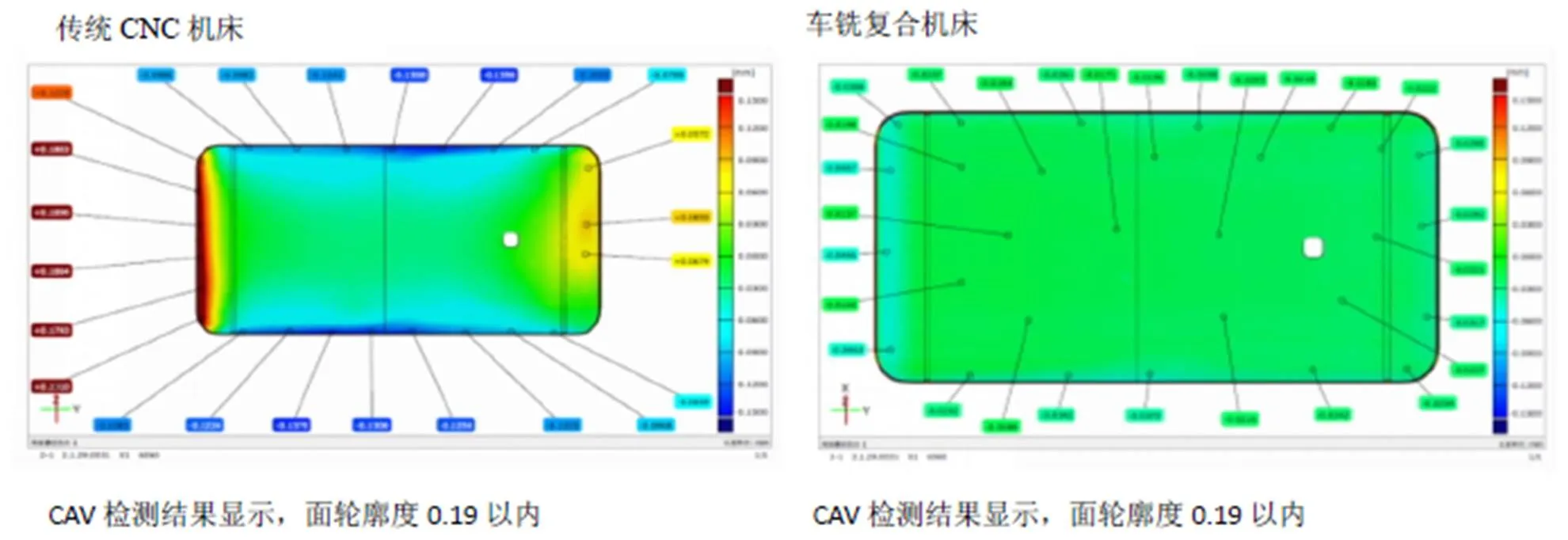
(c) 面轮廓度测试对比
经试验,本系统可有效解决产品分级和刀纹问题,比CNC加工时间及表面处理加工时间均可减少29.2%;加工良品率得到明显的提高,综合良品率可提高15%以上,从而使加工成本得到有效的控制。此车铣复合加工系统因实现工艺简单、工序少、耗时少、低成本等优势,已批量导入生产,取得了良好效果。
3 结语
智能手机壳体车铣复合加工系统采用多重驱动机构,在铣床基础上增加了车床的功能,使系统具备车铣功能。但在处理手机壳体边缘具有较深较陡峭弧面处仍存在刀具干涉问题,有待在今后的改进设计中进一步解决。
[1] 高文博,覃岭.CNC加工手机壳手板加工工艺分析[J].机床与液压,2008,36(4):218-222.
[2] 孙晓辉,汪菊英,聂小春.手机面板玻璃CNC精雕加工工艺及夹具设计[J].装备制造技术,2015(6):23-25.
[3] 余英良.数控加工编程及操作[M].北京:高等教育出版社,2004.
[4] 高德文.数控加工中心[M].北京:化学工业出版社,2003.
[5] 沙杰.加工中心结构、调试与维护[M].北京:机械工业出版社,2005.
Design of Turning and Milling Machining System for Smartphone Shell
Luo Weiqiang Tang Bin Pan Yongcai
(Guangdong Everwin Precision Technology Co., Ltd.)
Focusing on the traditional processing methods of smart phone shell lack of enough yield and processing quality, a kind of high-efficient turning and milling compound processing mode of smart phone shell was put forward. Firstly, increase the lathe function on the milling machine by employing a multiple drive mechanism, making the system has both turning and milling function. And then, a set of intelligent mobile phone shell high-speed milling complex processing system and its processing technology research was completed. The actual production and application shows the CNC machining time and surface treatment processing time can be reduced by 29.20% and the comprehensive yield can be increased by 15%, which represents the proposed system is with high precision, low production rate of non-performing and good processing quality for mass production.
Mobile Phone Shell; Turning and Milling Compound; Processing System; Processing Technology
罗卫强,男,1979年生,机械工程师,主要从事精益生产改善及机械设计方面工作。
唐斌,男,1965年生,主要从事机械设计与制造加工方面工作。
盘永才,男,1979年生,主要从事CNC制造等方面工作。
