可锻铸铁管路连接件检验方法及统计推断探究
2017-01-11刘海波
■文/刘海波
可锻铸铁管路连接件检验方法及统计推断探究
■文/刘海波
可锻铸铁管路连接件的抽样、检验及批量产品的质量推定事关人们的生产、生活质量。质检部门如何做好并引导企业运用相关标准与全面质量管理相结合的统计控制型模式对自身产品抽检及企业产品质量管理都会起到很大作用。

可锻铸铁管路连接件俗称玛钢管件,广泛应用于建筑上下水、消防设施等,与人们的生产、生活密切相关。其产品质量的检验检测包括整批质量的判定尤为重要。
产品的检验抽样
在产品的质量检验过程中,抽样是关口,直接影响到检验的准确性及质量的判定。
日常检验过程中我们抽样一般会用到GB/T2828.1《计数抽样检验程序第一部分:按接收质量限(A Q L)检索的逐批检验抽样计划》和GB/T2829《周期检查计数抽样程序及表》,而监督抽样检验是质检部门对生产厂家产品进行的判定,监督总体是否可通过抽样检验,对产品总体的质量评估具有不可小觑的作用。
使用GB/T2828.1时,要检索出适用的抽样方案,需先确定如下要素:
一、过程平均的估计
采用二次抽检或多次抽检,在估计过程平均时只能使用第一个样本。估计过程平均不合格品率的目的,是为了估计在正常情况下所提供的产品的不合格率。如果生产条件稳定,这个估计值可用来预测最近将要交检的产品不合格品率。应当剔除在不正常情况下获得的检验数据。经过返修或挑选后,再次交检的批产品的检验数据,不能用来估计过程平均不合格品率。
二、AQL值的确定
接收质量限AQL是对生产方过程平均的要求,在确定AQL时应以产品为核心,应考虑所检产品特性的重要程度(及其不合格率对顾客带来的损失和对顾客满意度的影响),并应根据产品的不合格分类分别规定不同的AQL值。对于同一不合格类的多个项目也可以规定一个AQL值,在规定时注意,项目越多,AQL值应大一些。
在确定AQL时也要考虑产品用途,对于玛钢管件来说,产品的复杂程度小,AQL值应大些。
A Q L的确定应同时考虑检验的经济性,如产品检验费用、检验时间和是否破坏性检验,因在GB/ T2828.1中,AQL值越小,在批量、检验水平、检验严格程度和抽样类型不变时,样本量越大,检验越不经济。因此,AQL的确定应考虑与其他检索要素一致。如对某产品进行破坏性检验,交检批量N=100,检验水平规定为特殊水平S-1,AQL=0.1(%),此时检索出的抽样方案为(125,0),即进行全数检验。此时检验水平和接收质量限相矛盾,出于经济性考虑,增大AQL值,通过比较OC曲线选择合理的方案。
三、批量
当AQL相同时,样本量在大批中的比例比在小批中的比例要小。但是大批量不是无条件的,应有生产条件和生产时间基本相同的同型号、同等级、同种类(尺寸、特性、成分等)的产品数组成。
批量与检验批密不可分。检验批可以和投产批、销售批、运输批相同或不同。
四、检验水平(IL)的选择
检验水平是抽样方案的一个事先选定的特性,主要作用在于明确N和n间的关系,当批量N确定时,只要明确检验水平,就可以检索到样本量字码和样本量n。批量N和样本量n间的关系更多的是靠经验确定的,它的确定原则是批量N越大,样本量n也相应的高一些,但是样本量绝不与批量成比例。
在GB/T2828.1中,检验水平有两类:一般检验水平和特殊检验水平,一般检验包括:Ⅰ、Ⅱ、Ⅲ三个检验水平,无特殊要求时均应采用一般检验水平Ⅱ。
五、检验严格程度的规定
GB/T2828.1规定了三种严格程度不同的检验,这里的严格程度是指提交批所接受检验的宽严程度不同。三种检验分别是:正常检验、加严检验和放宽检验。
在检验开始时,一般采用正常检验,加严检验和放宽检验应根据已检信息和转移规则选择使用。
六、抽样方案类型的选取
GB/T2828.1中规定了一次、二次和五次抽检方案类型,对于同一个AQL值和同一个样本量字码,采用任何一种抽检方案类型,其OC曲线基本上是一致的。选择抽样方案类型主要考虑的因素有:产品的检验和抽样的费用,一次抽样方案的平均样本量是固定的,而二次(和五次)的平均样本量低,与一次抽样方案相比节省样本量,但二次(五次)抽样方案所需时间、检验知识和复杂性都要比一次抽样高。
七、检验批的组成
GB/T2828.1规定,检验批可以是投产批、销售批、运输批,但每个批应该是同型号、同等级、同种类的产品,且由生产条件和生产时间基本相同的单位产品组成。
产品质量检验项目方法及不合格类别的设置
玛钢产品规定的质量检验项目有十三项,现列举其中几项检验方法。在不影响其他检验项目的前提下,首先应对包装,产品标志及外观进行检验。
一、包装方式
现阶段玛钢产品包装分为箱式包装、袋式包装。其中,箱式包装多见于出口产品,其标识标注按双方的约定合同执行。内销产品的标志应清晰铸于管件表面,包括:商标、规格。包装标记应由:产品名称、产品标记、数量、制造厂名、厂址、出厂日期、净重、毛重等组成。在完成上述项目后,可直观目测管件有无铸造缺陷及螺纹加工缺陷。此类项目在不合格类别中我们设定其为C类不合格,接收质量限为10和6.5,采取一般检查水平Ⅱ。
二、对产品锌层的检验
1、首先确定产品镀锌工艺必须为热镀工艺,其与冷镀工艺的差别在于热镀锌是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将产品进行酸洗,为了去除产品表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或两者混合水溶液清洗,然后送入热镀槽中。热镀锌具有镀层均匀附着力强,使用寿命长等优点。冷镀锌就是电镀锌,镀锌量很少,其本身的耐腐蚀性比热镀锌相差很多,属淘汰技术。
2、检验中镀锌层相关表面锌的质量不小于500g/m2,以五件管件锌的质量作平均值,相当于平均覆盖厚度为70μm个别样件不小于450g/m2(63μm),锌层平均覆盖厚度可用近似公式进行计算。
式中S—锌层平均覆盖厚度,单位为微米(μm),mA—单位面积的锌层质量,单位为克/每平方米(g/ m2)。
3、我们常用电子或磁力测厚仪来检测,在管件整个表面和长度上至少取散布的10个点来测量,取其平均值作为计量结果。并且目视检查管件热镀锌层的致密性和连续性。
抽样方案规定为一般检查水平Ⅱ,接收质量比(AQL)为6.5设定不合格类别为c类。
三、产品尺寸与公差及螺纹轴线夹角极限偏差检验
目前产品的尺寸与公差检验依然依赖传统的测量方法进行测量,但尺寸与管件螺纹轴线夹角的质量直接关系到产品使用及安装质量,其检验的数值准确性尤为重要。螺纹轴线夹角具体测量方法如下:
1、管件螺纹轴线夹角90o时,使用图1中检测丝杠1,先用校表角尺4的90o面贴在测量定位块2上,将角度表调至零位时,再将两端配有相应规格螺纹测头7(或测环)的管件靠近测量定位块2,使测头的外端面与测量定位块的外侧面贴平,即可在角度表上直接读出管件 两螺纹轴线间夹角的误差值。
2、管件螺纹轴线夹角为45o,使用图1中检测杠6,先用校表角尺45o面将角度表调至零位,下面的步骤同(1)。
3、管件螺纹轴线夹角为180o时,使用图1中检测丝杠5,在被测管件两测量端旋入相应规格的螺纹测头或测环,下端测头或测环平面与平板平面接触,旋动丝杠升降螺母使测量定位板平面与上端测头或测环平面密合靠紧无间隙,将管件测头(环)组合体,在90o范围内旋转,角度表的最大示值就是管件螺纹轴线的角度误差值。
4、或等效采用其他方法测量(采用测量平台测定的检测方法)。

图1
四、产品密封性能要求试验
所有承受压力的管件应在机加工之后,涂保护层之前(热镀锌除外)进行试验,每个管件都应无泄漏迹象。试压操作台必须装有经确认有效的监测压力表并与被测管件串通连接,以获得测试的真实效果。
管件内部应能承受不低于2MPa常温水压,试验时除输入水的通径口外,封闭其他各端后,按表要求进行,目测结果:
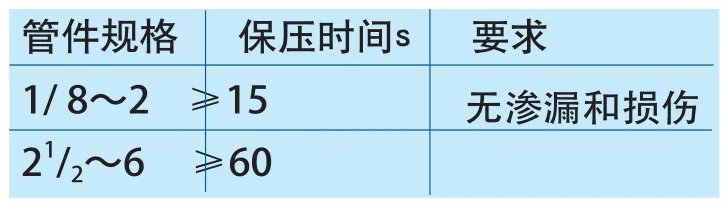
?管12 /1/ 件82~~规62格 ≥≥ 16保50压时间s无要渗求漏和损伤
在管件保压时间完成后检查监测压力表指数是否下降,这是最为直观有效的方法,再观看管件表面,连接处有无渗漏,管件有无损伤。
密封性项目试验我们规定其不规格类别为B类,检查水平为特殊检查水平S-3,接受质量限(AQL)为1。
以上为玛钢产品其中几项的检验测试方法,其余不在赘述。
产品质量的统计推断
假设在检验完毕之后,对于各种产品不合格类及不合格品率的统计计算也是为下一步产品质量的推定及相应抽样方法调整的基础性工作,举例如下:假如对1000件批量生产的玛钢管件型式尺寸进行估计推断。那么以这1000件产品中随机抽取20件产品进行型式尺寸测量,首先期望利用这20件产品来估计该批产品的型式尺寸均值和标准差,即利用样本数据的结果,给出总体均值,总体方差、总体标准差等估计数值。这1000件产品的总体均值的估计值,常记为 ,可以由样本均值,样本中位数进行估计;这1000件产品的总体方差的型式尺寸依次为:5.39cm、5.44c m、5.38c m、5.35c m、5.45c m、5.39c m、5.43c m、5.34c m、5.49c m、5.42c m、5.43c m、5.48c m、5.49c m、5.39c m、5.47c m、5.39c m、5.38c m、5.34c m、5.37c m、5.31cm。样本大小N=20那么样本均值为:5.39+5.44+……+5.31/20≈5.4082,此数反映了所有样本数据中心,同时样本数据中心也可以使用样本中位数反映即对样本数据排序后,排列在中间的那个数,此例中为5.39。由上得到样本方差,样本标准差即样本方差为:
?﹙+﹙5.3 5 9.-351. 4-058.24﹚0 +8﹙2﹚5.424/ 2 -5 0 .4 -01 8≈2﹚02.0 +0…2 7…2
样本标准差为 0.00272≈0.052
估计值记为σ,可以由样本方差进行估计;这1000件产品的总体标准差的估计值记为σ,可以由样本标准差进行估计,所以我们可以得到下述结论:
估计1000件产品的总体均值,以得到该批产品型式尺寸的平均水平,得到1000件产品直径的散布中心。若以样本均值进行估计则μ=5.4082;若以样本中位数进行估计则μ=5.39。
估计1000件产品的总体方差和总体标准差,已得到该批产品型式尺寸的波动情况,得到1000件产品型式尺寸偏离中心的散布程度。以样本方差估计总体方差则σ2=0.00272以样本标准差估计总体标准差则μ=0.052。
我们要利用样本数据估计总体,就不可避免会有估计风险,所以不可以100%下结论。不过实际工作中往往是在95%的把握下对总体参数所在区间估计,这就满足我们对玛钢产品特性的控制需求。这样得到的区间称为置信区间,即

这样我们认为该1000件产品型式尺寸均值落在5.3849-5.4315之间,对照产品标准可以进行产品B类项的质量推定及时监控生产过程质量变化,并根据质量变化调整检验严格程度。找出产品质量不稳定因素项目,使之满足质量要求,提高质量水平。以此类推出对其他项目也可以做如上的质量控制减少不合格成本及自检成本。
综上所述,我们在日常检验及对总体质量的推定过程中,积极科学地应用相关标准与全面质量管理相结合的统计控制型模式,对检验成本、生产企业的生产成本、自检成本的控制、降低都起到莫大的作用。
(作者单位:山西省太谷县质量技术监督检验测试所)

