预热及层间温度对17Cr2Ni2AH和16MnR异种钢焊接性能的影响
2017-01-10王炜杰王宏卫赵紫苓华学明
王炜杰,王宏卫,李 静,赵紫苓,华学明,孔 谅
(1.上海交通大学材料科学与工程学院,上海200240;2.陕西航天动力高科技股份有限公司,陕西西安710077)
预热及层间温度对17Cr2Ni2AH和16MnR异种钢焊接性能的影响
王炜杰1,王宏卫2,李 静2,赵紫苓2,华学明1,孔 谅1
(1.上海交通大学材料科学与工程学院,上海200240;2.陕西航天动力高科技股份有限公司,陕西西安710077)
17Cr2Ni2AH和16MnR的熔化极活性气体保护电弧焊的难点在于对易淬火钢17Cr2Ni2AH侧熔合线附近和热影响区域微观组织的控制。对预热及层间温度(Preheat And Interpass Temperature,PAIT)进行对比试验,通过分析微观组织形貌,结合综合力学性能测试确定最佳PAIT。结果表明,不同的PAIT对加热速度、焊接最高温度、奥氏体化持续时间、冷却速度等产生较大影响,进而影响焊接接头微观组织和综合性能;PAIT控制在约250℃时,易淬火钢17Cr2Ni2AH侧热影响区以马氏体回火组织为主,化学成分、晶粒分布均匀,熔合线过渡良好,焊接接头综合性能优良。
异种钢焊接;预热及层间温度;微观组织;力学性能
0 前言
异种钢焊接结构件不仅能克服单一金属的性能缺陷,而且能节约贵重金属,降低成本,提高经济效益[1]。渗碳处理的17Cr2Ni2AH内部塑性好、外表硬度高,可作为机械齿轮材料,承受高的扭转力矩;16MnR的屈服强度为340 MPa级,具有良好的综合力学性能,是较常用的结构材料。17Cr2Ni2AH为易淬火钢,焊接时有明显的裂纹倾向,为防止其近焊缝区和熔合线附近产生裂纹,需采取预热和后热的焊接工艺,减小上述区域温度梯度,缓慢冷却,防止脆硬的马氏体、贝氏体等组织生成[2]。因此焊接接头性能好坏的关键之一在于温度控制,尤其是预热及层间温度(PAIT,Preheat and Interpass Temperature)的控制。
在此研究17Cr2Ni2AH和16MnR异种钢多层MAG(Metal Active Gas Arc Welding)焊接参数对焊接性能的影响,重点分析不同PAIT对焊接接头综合力学性能和焊接区微观组织的作用机理,以获得17Cr2Ni2AH和16MnR多层MAG焊的最佳PAIT值,得到性能优异、符合工程要求的焊接接头。
1 试验材料和试验参数
1.1 试验材料
17Cr2Ni2AH和16MnR两种母材的规格均为200 mm×100 mm×11.5 mm,选用ER70S-6 φ1.2作为焊接材料,试验母材、焊接材料化学成分和力学性能如表1和表2所示[3]。

表1 试验用17Cr2Ni2AH、16MnR及焊接材料化学成分Table 1 Chemical compositions of 17Cr2Ni2AH,16MnR and welding material %
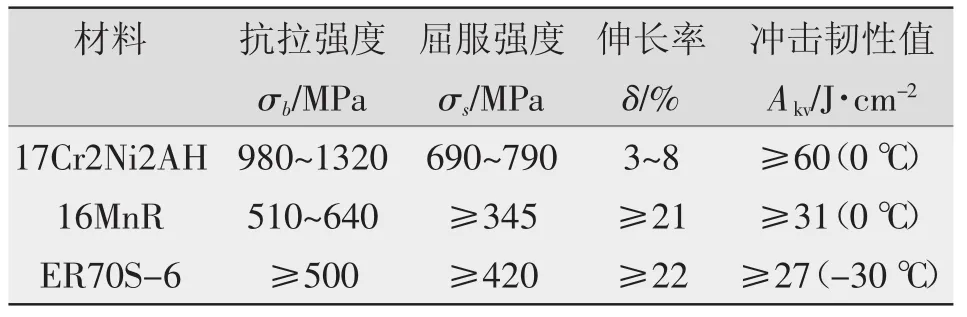
表2 17Cr2Ni2AH、16MnR及焊接材料力学性能Table 2 Mechanical properties of 17Cr2Ni2AH,16MnR and welding material
1.2 试验参数
在不同的PAIT下采用MAG焊对V型坡口进行多层焊,焊接电压、电流及速度参数见表3,保护气体选用φ(Ar)80%+φ(CO2)20%,流量18 L/min。焊后得到的焊件在450℃下保温1 h,空冷。

表3 焊接电流、电压、速度的优化值Table 3 Optimized values of welding current,voltage and speed
2 PAIT的设定
2.1 对接接头刚性拘束焊接裂纹敏感性试验
采用GB/T13817-92及《焊接手册》推荐的对接接头刚性拘束方法,分别对预热温度为100℃、150℃、200℃、250℃的四组试样进行焊接裂纹敏感性试验和测定,由试验结果初步确定最低PAIT为150℃。
2.2 碳当量预估
根据碳当量(Ceq)对PAIT进行估算[4]。

17Cr2Ni2AH的Ceq为0.70%,16MnR的Ceq为0.39%。可见17Cr2Ni2AH的焊接性较16MnR差,易产生淬硬并有冷裂倾向,根据公式

计算可得PAIT的估测值为235℃。
实际焊接过程中焊接电流、电压、热输入量等焊接参数及焊接工艺等因素都会对最佳PAIT产生影响,结合150℃最低PAIT的试验结果,本研究将PAIT设定为200℃、250℃、300℃三组(分别标记为A、B、C组,每组3个试样)进行焊接试验,以确定最佳PAIT。
3 PAIT对组织和性能的影响
3.1 PAIT对焊接接头力学性能的影响
对上述各组试验后的焊接接头进行X射线探伤及力学性能试验,结果如表4所示。由表4可知,B组焊接接头抗拉、抗弯性能及17Cr2Ni2AH侧热影响区的抗冲击性能等指标均优于A、C组,达到与16MnR匹配的要求。
整个焊接接头维氏硬度测试结果显示,PAIT对16MnR侧熔合线和焊缝区的硬度影响不大,而对17Cr2Ni2AH侧盖面焊熔合线及热影响区的硬度影响极大。如图1所示,不同PAIT条件下的维氏硬度(HV)在17Cr2Ni2AH侧熔合线附近变化剧烈,热影响区的HV值明显高于焊缝区的HV值;热影响粗晶区的HV值随PAIT升高而增大,且各组盖面焊的HV值大于打底焊的HV值。

表4 焊接接头的X射线探伤及力学性能Table 4 X-ray flaw detection and mechanical properties of the welding joints

图1 17Cr2Ni2AH侧熔合线附近硬度变化曲线Fig.1 Hardness curve of the region besides 17Cr2Ni2AH fusion line
3.2 PAIT对焊接接头组织形貌的影响
焊接接头的性能主要取决于打底焊、盖面焊熔合线附近的力学性能和微观组织,尤其以奥氏体晶粒严重长大的热影响粗晶区塑性、冲击性能最差[5],故焊缝微观组织形貌的观察分析主要以这些区域为主。17Cr2Ni2AH属易淬火钢,熔合线区域的淬火性远远大于16MnR,故焊缝微观组织形貌的分析可进一步集中于17Cr2Ni2AH侧熔合线附近的热影响粗晶区,上述力学性能测试结果也验证了这一点。以下对焊接接头的几个典型区域进行分析,重点为Ⅴ区的热影响粗晶区。
由文献[6]中的冷却时间t8/5计算公式

式中η为电弧热效率,MAG焊时取0.85;E为焊接热输入(单位:J/cm),E=UI/v;λ为热导率[单位:W/(cm·℃)],一般取0.29;T0为PAIT。
计算可得A、B、C组的冷却时间分别为16s、26s、40s,换算成冷却速度为18.8℃/s,11.5℃/s,7.5℃/s。
不同的PAIT导致焊接区冷却速度的差异,将影响焊接区的微观组织和接头性能。
焊接接头微观形貌对比分析区域如图2所示。

图2 焊接接头微观形貌对比分析区域Fig.2 Comparative analysis regions of welding joint microstructure
由图2可知:
Ⅰ区(16MnR侧熔合线)过渡良好,未见淬硬性组织,两侧微观组织分别为颗粒状铁素体组织(焊缝区)和层片状珠光体+铁素体(热影响区)。
Ⅱ区(填充焊焊缝区)由于打底焊的存在导致该区散热较慢,且盖面焊又对其进行了一次热循环,使其焊缝组织为均匀细颗粒状铁素体。
Ⅲ区(打底焊17Cr2Ni2AH侧熔合线及热影响区)经过多次热循环,两侧微观组织分别为颗粒状铁素体+少量针状铁素体(热影响区)和细小粒状贝氏体(焊缝区)。
综上,PAIT对上述三个区域的微观组织影响不大,A、B、C组的金相组织形貌及尺寸在这些区域基本相似。
Ⅳ区(盖面焊焊缝区)微观组织为大晶粒周围析出的晶界铁素体+晶粒内部的针状铁素体,随着PAIT的提高,焊接最高温度升高,奥氏体化停留时间变长、晶粒长大,在奥氏体晶粒内针状铁素体的形核位置增多,冷却时易生成针状铁素体[7],故A、B、C组晶粒依次变大,针状铁素体比例逐渐提高。此外该区域虽与Ⅵ区(打底焊焊缝区)有着相似的散热条件,但其不像Ⅵ区经过多次热循环、组织内应力降低,故硬度高于Ⅵ区。
Ⅴ区(盖面焊17Cr2Ni2AH侧熔合线及热影响区)化学成分不均匀,晶粒粗大,存在魏氏体或贝氏体组织,对焊接接头力学性能影响极大,是焊接接头中的薄弱环节。A、B、C组的Ⅴ区关键微观组织形貌如图3~图7所示。对比分析图3、图4可知,A组和B组的热影响粗晶区均以马氏体回火组织为主,基本保留马氏体组织形貌特征,铁素体基体内部分布着针状形态仍隐约可见的碳化物。但由于A组的PAIT低于B组,焊接最高温度低、奥氏体化停留时间短且冷却速度快,使得其熔合线焊缝侧形成较多有方向性的针状铁素体组织,导致A组的抗拉强度低;此外A组奥氏体化停留时间短,奥氏体晶粒长大不明显,使得其冷却后热影响区的马氏体晶粒小、马氏体孪晶界相应增多(见图5、图6),导致17Cr2Ni2AH侧热影响区的冲击韧性差[8]。C组的PAIT高,冷却速度比A、B两组慢,热影响区出现了脆硬的贝氏体组织(见图7),虽然硬度较高,但冲击韧性和抗拉强度较差。
由上述分析可知,不同的PAIT导致焊接区的冷却速度差异较大,对17Cr2Ni2AH侧熔合线和热影响区的微观组织产生极大影响,导致其性能差异巨大。B组参数(PAIT=250℃)既能获得化学成分、晶粒分布均匀的马氏体回火组织,又能确保熔合线过渡良好,焊接接头综合性能优良。

图3 A组盖面焊熔合线组织Fig.3 Cosmetic welding fusion line organization of A
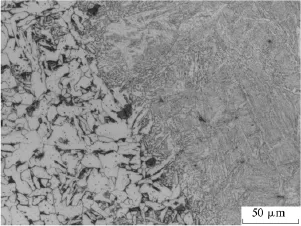
图4 B组盖面焊熔合线组织Fig.4 Cosmetic welding fusion line organization of B
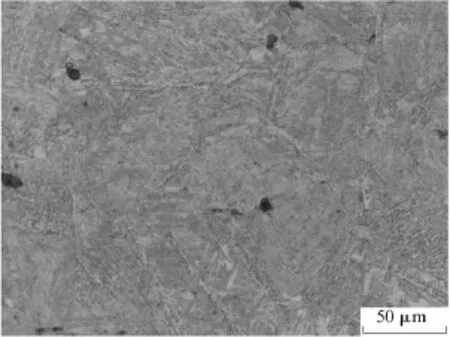
图5 A组粗晶区组织Fig.5 Coarse grain zone organization of A
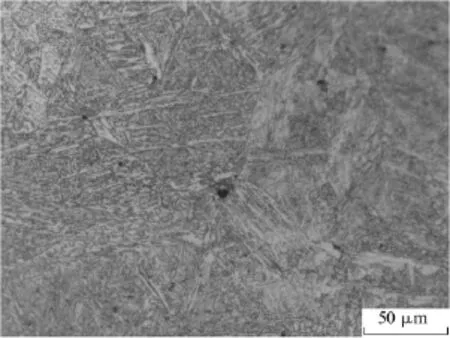
图6 B组粗晶区组织Fig.6 Coarse grain zone organization of B
4 结论
17Cr2Ni2AH和16MnR异种钢多层MAG焊时,易淬火钢17Cr2Ni2AH侧的熔合线及其附近的热影响粗晶区为薄弱区域,其接头性能和微观组织对PAIT极其敏感。PAIT通过影响加热速度、焊接最高温度、奥氏体化持续时间、冷却速度等参数来影响焊接接头微观组织形貌,进而影响其综合性能。
17Cr2Ni2AH和16MnR异种钢多层MAG焊时,PAIT过高易形成贝氏体组织影响焊接接头的冲击性能、弯曲性能和拉伸性能;PAIT过低则形成有方向性的针状铁素体,增大马氏体孪晶界比例,同样影响焊接接头综合力学性能。此外PAIT过低还易出现严重的未熔合现象。
试验表明,17Cr2Ni2AH和16MnR异种钢多层MAG焊,PAIT为250℃时,17Cr2Ni2AH侧熔合线及热影响区以马氏体回火组织为主,化学成分、晶粒分布均匀,熔合线过渡良好,焊接接头综合性能优良。

图7 C组粗晶区组织Fig.7 Coarse grain zone organization of C
[1]潘春旭.异种钢焊接性的研究现状和进展[A].Proceedings of International Forum on Welding Technology in Energy Engineering[C].2005.
[2]Heshmat A Aglan,Sudan Ahmed,Kaushal R Prayakarao,et al.Effect of Preheating Temperature on the Mechanical and Fracture Properties of Welded Pearlitic Rail Steels[J]. Engineering,2013,5(11):837-843.
[3]吴树雄,尹士科,李春范.金属焊接材料手册[M].北京:化学工业出版社,2008:158.
[4]Sükrü Talas.The assessment of carbon equivalent formulas in predicting the properties of steel weld metals[J].Materials and Design,2009,31(5):2649-2653.
[5]潘春旭.异种钢及异种金属焊接——显微结构特征及其转变机理[M].北京:人民交通出版社,2000.
[6]陈祝年.焊接工程师手册(第2版)[M].北京:机械工业出版社,2009:110-123.
[7]杨杰,李春福,申文竹.针状铁素体形成的研究现状及应用前景[J].金属热处理,2013(2):21-25.
[8]刘松.1Cr11Ni2W2MoV钢渗碳层中孪晶组织形成原因及对性能的影响[J].金属热处理,2011(2):33-37.
Page 10
[5]黎文航,王伟,王俭辛,等.水下药芯割丝电弧切割方法及工艺探讨[J].上海交通大学学报,2012,46(S1):117-120.
[6]李泽新.药芯割丝电弧切割机理及传感研究[D].南京:江苏科技大学,2016.
[7]龙秉政.水下熔化极电弧热切割及特性研究[D].南京:江苏科技大学,2011.
[8]梅福欣,俞尚知.水下焊接与切割译文集[M].北京:机械出版社,1982.
[9]吴毅雄,俞尚知,姜焕中,等.水下电弧切割现象和工艺参数的研究[J].上海交通大学学报,1984(6):52-60.
Effects of preheat and interpass temperature on 17Cr2Ni2AH and 16MnR dissimilar steel welding performance
WANG Weijie1,WANG Hongwei2,LI Jing2,ZHAO Ziling2,HUA Xueming1,KONG Liang1
(1.School of Materials Science and Engineering,SJTU,Shanghai 200240,China;2.Shanxi Aerospace Power Co.,Ltd.,Xi'an 710077,China)
The difficulty of using metal active gas arc welding(MAG)to weld 17Cr2Ni2AH and 16MnR is how to control the microstructure of fusion line and heat affected zone on the side of the easily hardened steel 17Cr2Ni2AH.This project mainly studies the effects of preheat and interpass temperature(PAIT),through the analysis of microstructure,combined with mechanical properties to determine the optimal PAIT.The results show that different PAIT have a significant impact on heating rate,maximum temperature,austenitization duration and cooling rate,then influence the microstructure and the mechanical properties of welding joints.When the PAIT is controlled at about 250℃,there are great quantities of tempered martensite in the heat affected zone of easily hardened steel 17Cr2Ni2AH,the region has uniform chemical composition and grain distribution.These parameters can obtain excellent comprehensive property welding joints which have good transition fusion line.
dissimilar steel welding;preheat and interpass temperature;microstructure;mechanical property
TG457
A
1001-2303(2016)12-0016-05
10.7512/j.issn.1001-2303.2016.12.04
献
王炜杰,王宏卫,李静,等.预热及层间温度对17Cr2Ni2AH和16MnR异种钢焊接性能的影响[J].电焊机,2016,46(12):16-20.
2015-09-04;
2016-11-03
王炜杰(1991—),男,浙江绍兴人,在读硕士,主要从事焊接技术的研究工作。
