5052铝合金水下药芯割丝电弧切割工艺
2017-01-10陈旻骅王俭辛黎文航刘雅倩
陈旻骅,王俭辛,徐 鹏,黎文航,田 然,刘雅倩
(江苏科技大学材料科学与工程学院,江苏镇江212003)
5052铝合金水下药芯割丝电弧切割工艺
陈旻骅,王俭辛,徐 鹏,黎文航,田 然,刘雅倩
(江苏科技大学材料科学与工程学院,江苏镇江212003)
药芯割丝电弧切割是一种高效优质的水下切割方法,目前该方法对铝合金材料切割的研究较少,为此开展了相关工艺研究。利用能模拟不同水深的切割装置,附加霍尔电流、电压传感实现对切割过程的数据采集;设计试验时,考虑水下切割工艺范围较窄,在保持其他工艺参数不变的情况下考察某一参数变化对切割过程的影响;通过观察割口、分析数据等方式研究水深、电流、电压等主要工艺参数。结果表明,5052铝合金切割时主要参数的影响与低碳钢类似。但由于铝热反应使其切割过程更容易进行,过程更剧烈。此外异种金属切割使得割口中的残渣容易去除,其所需的热输入相比碳钢更低。
水下电弧切割;药芯割丝;5052铝合金
0 前言
随着我国海洋战略实施,水下切割需求日益增大。药芯割丝电弧切割作为一种高效的切割方法,逐渐受到重视[1]。乌克兰巴顿电焊研究所最早将药芯割丝切割用于水下湿式切割中[2],国内学者也曾进行喷水式实心割丝的切割试验[3-4],但须附加喷水装置。江苏科技大学与乌克兰巴顿焊接研究所合作开展了水下切割技术研究[5];江苏科技大学李泽新通过在空气中观察药芯割丝切割过程,初步明确了药芯割丝的切割机理[6]。目前,针对低碳钢已经进行了相关工艺研究[7],但是关于铝合金切割并未见相关报道。本研究在借鉴上述成果的基础上,利用模拟水深装置,对5052铝合金进行不同水深下的工艺研究。
1 切割原理与实验设计
水下药芯割丝电弧切割过程中,首先采用接触式引弧,短路瞬间的热量使割丝端部附近水汽化,同时割丝内部产生气体,使得电弧在气体中产生并被气体包围。电弧产热熔化其下方金属,熔融金属被氧化为渣,并在电弧力和气流作用下被排出工件。由于电弧自身调节作用,焊丝端部随着割口底部的下降而下降。最终,电弧可能因底部熔融金属的彻底掉落而熄灭,也可能因为割丝与割口前沿短路而转移到割口上方。上述过程循环进行从而实现切割[6]。
切割实验系统如图1所示,其组成与熔化极焊接装备类似。实验采用平特性直流电源,直流正接,将焊接工作台置于带水的压力容器(模拟水深装置)中,调节其中压力则可以模拟不同水深进行切割。切割时采用霍尔电流/电压传感器采集电弧电信号。割丝型号为乌克兰巴顿电焊研究所的PPR-AN2,割丝直径2.2 mm。切割工件为5052铝合金板,其尺寸为400 mm×90 mm×15 mm。由于该方法的切割工艺较窄,且不同水深会影响其切割工艺范围,为对比不同工艺参数的影响,每次只改变一个工艺参数。实验时,主要改变水深、切割电流(通过改变送丝速度来调节,变化范围±50 A)、电弧电压(变化范围±5 V)和切割速度。
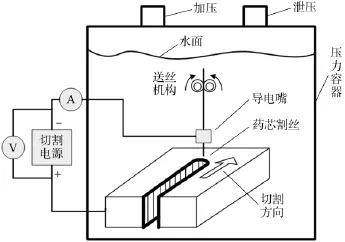
图1 水下切割实验系统示意
2 水深影响
水深对电弧形态和电弧燃烧的稳定性有显著影响,是影响切割工艺的重要参数。利用模拟水深装置模拟0.2m、50m、100m、150m的水深环境,并设定切割电流400 A、切割电压45 V、切割速度130 mm/min进行实验,其结果如图2所示。

图2 水深对割口形貌的影响
由图2可知,50 m水深后割口宽度显著变窄,但随后割口宽度变窄趋缓,这是因为随着水深增大,电弧径向受到压缩,导致割口变窄。此外,还可以观察到割口上端的宽度与割丝直径相当,靠割丝与工件短路、摩擦以及下方热量传导短路形成。
割口厚度方向随着水深增大出现一个内凹,这是因为随着电弧变窄,电流密度增大,电弧长度变短[8],电弧不容易抵达工件底部。电弧所在的割口中部热量较多,容易熔化,而割口下部主要靠热量传导和电弧吹力割穿,割口变窄,形成内凹。
与低碳钢相比,其切割电流大为减小,且背面边缘处容易出现大块剥离,这是因为药芯中的金属氧化物和铝板接触时发生了铝热反应,产生大量热量。此时熔化金属也更易吹落,工件下方易出现大块金属剥离,同时剧烈的热量也容易使熔融金属飞溅。
铝热反应集中在电弧或者药芯气流笼罩的区域,当割丝端部大部分时间伸入工件内部时,割口上部受铝热反应的影响较小,主要靠热传导和短路割开,其割口宽度与割丝相当,水深100 m、150 m横截面如图2所示。
3 电流影响
不同水深条件下,电流对切割过程的影响类似。水深大时,割口变窄,其形状变化不如浅水下明显,以0.2 m水深为例进行说明。实验时,切割电压40 V,切割速度130 mm/min,切割电流分别为300~500 A。由于切割过程电流波动剧烈,电流值为设定值,通过改变送丝速度获得。不同电流参数割口形貌如图3所示。

图3 不同电流参数割口形貌
由割口正面可知,当切割电流较大时,割口正面出现圆形波动,这是因为电流越大电弧切割能力较强,割丝从上到下切割金属的时间更短,从割穿后电弧熄弧到割丝侧面与割口前方接触引弧的时间间隔变长,使得割口宽度波动剧烈。由割口横截面可知,随着切割电流逐渐增大,上割口逐渐变窄,上割口逐渐变宽。这是因为当电流较小时,向下的切割能力较弱,电弧主要集中于工件上部位置,因此,上部金属容易被熔化,而下部金属主要靠热传导和割丝所产生的气流作用而被割开,因此下部割口较窄。随着电流增大,电弧位置下移,使得下部金属热作用增强,割口变宽。上部金属主要靠传导,甚至短路过渡而被割开,割口变窄,最窄处与割丝宽度相当。
与低碳钢切割工艺相比[5],铝热反应的存在使得工件更容易被切割,表现为切割电流大大减小,或者是相同电流下割口宽度变大。
4 电压影响
如前所述,电弧电压会影响电弧长度和浅水环境下的电弧宽度,由于深水环境需要更大的电压变动范围才能使电弧长度出现较明显的变化,且深水环境的电弧稳定性变差,故以0.2 m水深为例对电压的影响进行研究。设定切割电流350 A,切割速度为130 mm/min,电弧电压分别为50 V、45 V、40 V、35 V、30 V,实验结果如图4所示。
随着电弧降低,电弧长度和宽度都随之减少,电弧宽度变窄使得割口宽度变窄。电弧长度变短使得割丝需要深入工件内部才能割开工件。工件上部主要靠热传导和短路引弧割开,故割口宽度与割丝宽度相当。由30V、35V对应横截面可知,电压越低,电弧越深入工件内部,其上部窄割缝高度越大。此外,当电弧电压过高,如0.2 m水深50 V时,电弧长度的增大使得电弧稳定性和气流的冲刷作用都减弱,其切割效果不如45 V。
5 切割速度影响
水下切割中,切割速度、电弧电流、电弧电压需要配合才能获得较好的切割质量。在此仅以一个常规的切割参数为例进行说明。水深0.2 m条件下,设定切割电流为350 A,切割电压40 V,切割速度分别为210 mm/min,180 mm/min,130 mm/min,实验结果如图5所示。
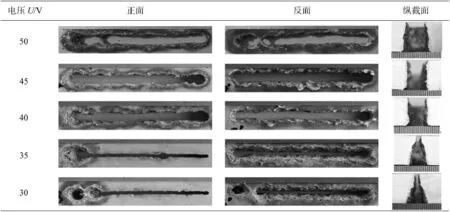
图4 电压对割口形貌的影响

图5 切割速度对切割过程的影响
随着切割速度的增加,一方面线能量降低,切割能力下降,割口变窄;另一方面,割丝侧面能更快的与割口前沿接触转移电弧,电弧在工件厚度方向的平均位置更高,不容易出现割丝穿过工件导致的熄弧,割口长度方向也更加平顺,还使得割口有上面变宽、下面变窄的趋势。
6 结论
(1)药芯割丝中的氧化物会与铝发生铝热反应,产生大量热量,更容易切割;割缝中的残渣不易与母材相熔,容易去除,热输入大为降低。
(2)随着水深增大,电弧变窄,割口变窄;电弧变短,割丝更容易深入到工件内部,割口上方宽度与割丝相当。
(3)随着切割电流增大,割丝更容易深入到工件内部,割口上方变窄,下方变宽。
(4)随着电压减小,割丝更容易深入到工件内部,割口变窄。
(5)随着切割速度增大,电弧更容易停留在工件上部,割口有上部变宽,下部变窄的趋势。
[1]郭嘉诚.水下熔化极热切割机理及割口成形研究[D].南京:江苏科技大学.
[2]英国焊接研究所,乌克兰巴顿电焊研究所.水下湿式焊接与切割[M].焦向东,周灿丰,沈秋平,等译.北京:石油工业出版社,2007.
[3]吴毅雄,俞尚知,姜焕中,等.水下电弧切割现象和工艺参数的研究[J].上海交通大学学报,1984,18(6):49-57.
[4]梅福欣,伍月华,卢桂全.采用喷水技术水下切割的研究[J].焊接学报,1981,2(2):12-19.
Page 20
Underwater flux-cored wire arc cutting procedure for 5052 aluminum alloy
CHEN Minhua,WANG Jianxin,XU Peng,LI Wenhang,TIAN Ran,LIU Yaqian
(1.The School of Materials Science and Engineering,Lanzhou University of Technology,Lanzhou 730050,China;2.State Key Laboratory of Advanced Processing and Recycling of Nonferrous Metals,Lanzhou 730050,Chin)
Flux-cored wire arc cutting is an efficient and high quality underwater cutting method.The cutting procedure of aluminum alloy based on this method was rarely studied,so relative research was done in this paper.Firstly,a cutting device was used to simulate different water depth,and relative hall current and voltage sensor was used to acquire data during cutting process.Secondly,the influence of one parameter on cutting quality was studied with other parameters being constant because of the narrow cutting parameter range.Finally,the effect of water depth,current and voltage on cutting process were researched by observing the cutting edge.The result showed that the influence of main parameters on stainless steel cutting process was similar with that of low carbon steel cutting.Due to the thermite reaction,the cutting was easier and more violent than that of low carbon steel.In addition,dissimilar metal cutting made the remainder in cutting area easier to remove,so the heat input could be properly reduced.
underwater arc cutting;flux-cored cutting wire;5052 aluminium alloy
TG484
A
1001-2303(2016)12-0007-05
10.7512/j.issn.1001-2303.2016.12.02
献
陈旻骅,王俭辛,徐鹏,等.5052铝合金水下药芯割丝电弧切割工艺[J].电焊机,2016,46(12):7-10,20.
2016-10-04
江苏省高等学校大学生创新创业训练计划重点项目(201610289020Z);江苏科技大学本科创新重点项目,国家自然科学基金(51305173);
陈旻骅(1995—),男,江苏常州人,主要从事水下焊接与切割的研究工作。
