脉冲电子束焊接电源人机交互系统设计
2017-01-10王海涛齐铂金刘方军范霁康
王海涛,齐铂金,刘方军,范霁康
(北京航空航天大学机械工程及自动化学院,北京100191)
脉冲电子束焊接电源人机交互系统设计
王海涛,齐铂金,刘方军,范霁康
(北京航空航天大学机械工程及自动化学院,北京100191)
针对脉冲电子束焊接电源系统控制相对复杂的特点,设计了以MC9S12单片机为主控芯片、触摸屏为人机交互界面的人机交互系统。通过组态软件Easy Builder 8000完成触摸屏的人机界面设计,采用模块化的编程思想完成单片机的程序设计。采用RS-485通讯接口电路,触摸屏通过Modbus协议与单片机实时通讯。试验表明,该人机交互系统能实现脉冲电子束焊接电源参数的统一管理,设置方便、界面友好、性能稳定。
脉冲电子束焊接;焊接电源;人机交互;单片机;触摸屏
0 前言
脉冲电子束焊接是把电子束流调制成脉冲方波的形式进行焊接的新型焊接技术[1]。文献[2]表明,相比传统的连续束流电子束焊接,脉冲电子束焊接的穿透深度和焊缝深宽比会增加30%~50%,还能细化晶粒,进一步减少焊接缺陷[3],因而具有广阔的应用前景。
对于脉冲电子束焊接电源而言,电源参数较多,其中电压参数有加速电压、直流偏压、脉冲偏压、灯丝电流等,束流控制参数有脉冲频率和脉冲占空比,此外还需要实时显示焊接状态、束流大小等。因此,安全便捷地设置脉冲电子束焊接电源的相关参数对于脉冲电子束焊接实验至关重要。
人机交互系统是机器和用户之间进行信息交换的媒介和对话接口。传统电子束焊机多采用旋钮控制和数码管显示相结合的方式实现人机交互,难以满足焊接参数精确设定和操作方便的要求[4]。本研究设计了以16位MC9S12单片机为控制核心,以支持Modbus协议的触摸屏为输入和显示装置的人机交互系统。该人机交互系统应用于60 kV/100 mA逆变式脉冲电子束焊接电源系统中,进行脉冲电子束焊接试验,脉冲电子束焊接电源众多焊接参数的设置更方便,该人机交互系统界面友好、性能稳定。
1 人机交互系统整体结构
脉冲电子束焊接电源人机交互系统需要设置众多的电源参数并实时显示电源输出的反馈值和焊接状态。人机交互系统的整体结构如图1所示。触摸屏通过Modbus协议与单片机通信,通过触摸屏设置电源的相关参数,单片机完成焊接电源的时序管理以及参数设定的功能。其中,单片机的PWM模块产生PWM信号控制脉冲束流的波形,单片机ADC模块采集反馈信号。
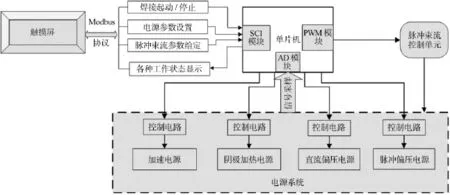
图1 电源人机交互系统总体框图Fig.1 Overall block diagram of the power HMI system
选用MC9S12XEP100MAL单片机作为电源人机交互系统的主控芯片。该单片机是一款高性能的16位单片机,总线频率高达50 MHz。该单片机片上资源丰富[5]:高达64kB的RAM,具有高达12位分辨率和低至3 μs转换时间的模数转换器(ADC),可配置为八通道8位或者四通道16位的PWM输出模块,八通道的增强捕捉定时器(ECT)、一个八通道24位的周期中断定时器(PIT)和八通道的16位标准定时器模块(TIM)。此外片上还集成了MSCAN模块、串行外设接口模块(SPI)、串行通信接口模块(SCI)。
触摸屏作为新型数字化人机界面,极大提高了人机交互的便捷性。该设计选用威纶通TK6102iV6系列触摸屏作为人机界面,处理器主频400 MHz,屏幕分辨率800×480,满足了焊接电源人机界面的需求。
2 人机交互系统外围电路设计
由图1可知,该人机交互系统运用MC9S12单片机的SCI模块实现单片机和触摸屏的串口通信;ADC模块实现电平信号的模数转换;ECT模块输出频率固定、占空比可调的方波,经过控制电路的调节实现电源输出电压的控制;PWM模块输出PWM信号,经束流控制电路驱动MOSFET;TIM模块实现单片机的精确定时功能。
SCI(Serial Communication Interface)是一种全双工串行通信接口[6]。MC9S12XEP100MAL单片机上具有8个SCI模块,威纶通触摸屏支持RS-232和RS-485两种通讯接口。为增强通讯可靠性,选用RS-485通讯接口完成单片机与触摸屏的通讯。在MC9S12与触摸屏串行通讯接口间采用MAX485芯片实现电路之间电平和逻辑关系的变换。主电路中IGBT开关频率高达20 kHz且后级高压电路中的脉冲偏压电源接入频率最高可达50 kHz,故人机交互系统所处的环境会产生较强的电磁干扰,干扰通信系统信号的传输。为进一步提高系统的抗干扰能力,保证上下位机可以及时、高速、安全的发送和应答报文,在主控芯片与MAX485芯片之间选用双通道数字隔离器ADUM1201对系统间的通信做隔离处理。触摸屏与处理器之间的通信接口电路如图2所示。
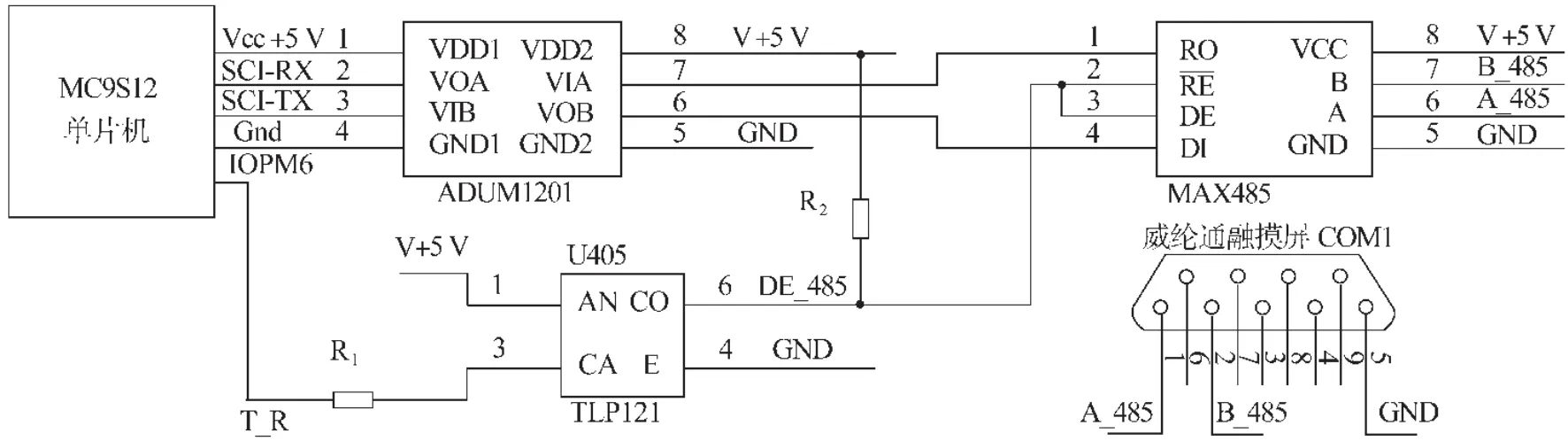
图2 通讯接口电路Fig.2 Communication interface circuit
MC9S12单片机没有内置的D/A转换模块,只能通过扩展外部电路的方法实现D/A转换功能。设计采用单片机ECT模块的输出比较功能输出频率固定、占空比可调的方波信号,再经过隔离滤波获得电压可控的直流模拟信号,D/A外部扩展电路如图3所示。
电子束焊机长期工作在高压状态下,电子枪和高压油箱内容易出现放电现象,此时电源电压和束流的采样值会产生较大的尖峰[7]。为了减小电压尖峰对单片机的冲击,提高系统的抗干扰能力,通过直流隔离器件ISO124隔离电源电压的采样信号,电路设计如图4所示。
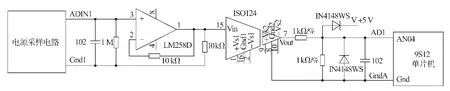
图4 电源电压采样电路Fig.4 Voltage sampling circuit of power supply
通过MC9S12单片机PWM模块产生频率和占空比均可调的PWM信号,作为束流控制电路的输入信号实现电子束束流的脉冲控制。MC9S12单片机PWM模块可配置为八通道8位或者四通道16位的PWM输出模式。设计选择PWM45作为16位的PWM输出通道,为防止电源信号对单片机造成干扰,采用TLP250芯片进行信号隔离。PWM输出电路如图5所示。
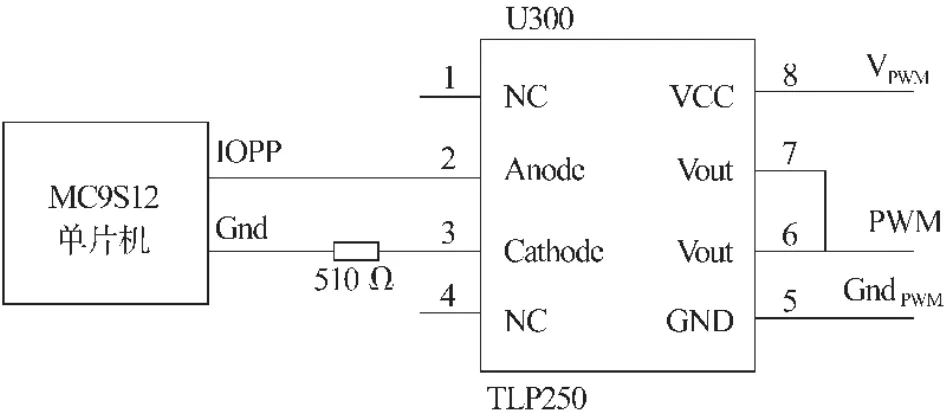
图5 PWM输出电路Fig.5 PWM output circuit
3 人机交互系统软件设计
3.1 单片机程序设计
选用CodeWarriorfor HCS12集成开发环境完成对MC9S12单片机的软件编程。使用CodeWarrior中的器件初始化工具和带基础组件的Processor ExpertTM可以给MC9S12单片机的软件编程带来极大便利[8]。采取模块化设计的编程思想实现单片机的程序设计,模块化编程思想就是将一个复杂的任务精细合理地划分成多个相对独立又相互联系的任务模块,通过主程序对各个模块反复调用以实现目标任务的功能。模块化编程有助于降低软件系统的复杂性,提高系统可靠性和可维护性[9]。根据模块化的编程思想,设计的程序流程如图6所示。
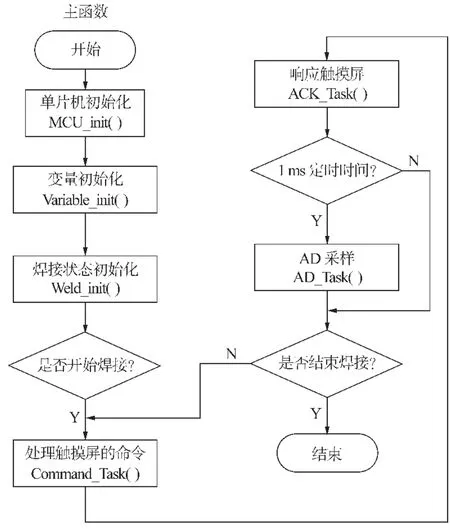
图6 单片机程序设计流程Fig.6 Flow chart of MCU program
系统开机后,首先完成系统的初始化,包括调用单片机初始化函数MCU_init()、变量初始化函数Variable_init()以及焊接状态初始化函数Welding_ init()。开始焊接后单片机反复检测是否收到来自触摸屏的指令,当收到指令并解析命令帧后执行Command_Task()函数处理来自触摸屏的指令,之后调用ACK_Task()函数应答触摸屏。单片机每隔1 ms进行一次电压电流采样,并把采样值和焊接状态发送给触摸屏,实时显示相关数据。
3.2 Modbus通信协议实现
Modbus协议作为一种主从网络协议,是第一个真正用于工业现场的总线协议[10],现已成为一种通用的工业标准应用于众多工业领域。在硬件上采用RS-485总线实现单片机和触摸屏之间的通信,在软件上采用Modbus RTU传输协议,采用纠错性能强的循环冗余检验码CRC校验算法以提高人机交互系统通讯的抗干扰能力。触摸屏作为上位机负责向单片机发出相应指令,单片机作为下位机对触摸屏发出的指令进行处理并应答。SCI通信模块程序如图7所示。
DeconstructFrame(INT16U*p)函数负责解析Modbus命令帧,根据命令帧功能码的不同进而在Command_Task()函数中完成相应的操作。Modbus不同功能码的含义如表1所示。
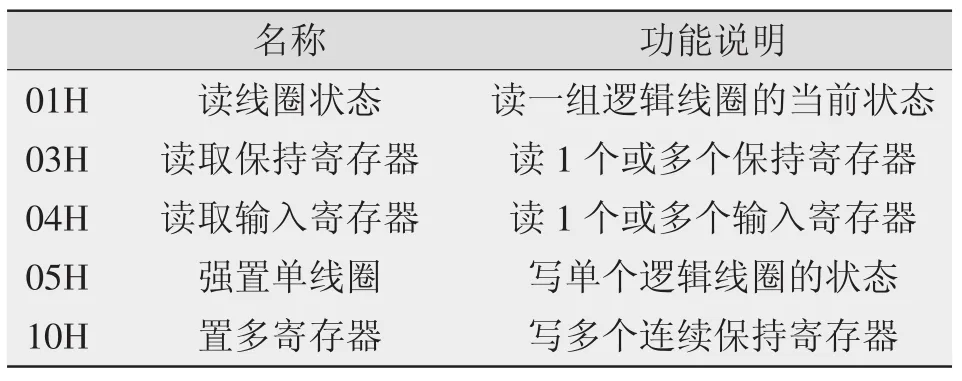
表1 Modbus功能码及其说明Table 1 Modbus function code and discrimination
ACK_Task()函数实现单片机对触摸屏的应答功能,其中EnRS485Trans()函数实现RS485总线发送使能,ConstructFrame()函数根据Modbus协议构建应答帧,TransmitByteSci1(INT8U*)函数以字节形式向触摸屏发送应答帧。
为进一步增加信号传输的可靠性,可在Modbus协议的基础上增加超时和重发机制。当触摸屏出现命令帧超时无响应或者应答帧CRC校验出错后,启动重发机制,当连续三次出现以上问题后,在面板上给出错误信息,以保证数据传输的正确性。
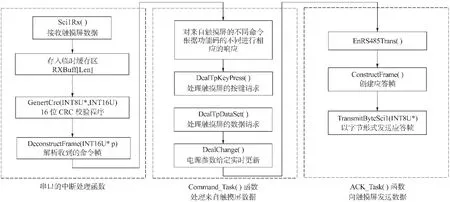
图7 SCI通信模块流程Fig.7 Flow chart of SCI communication program
3.3 人机界面设计
脉冲电子束焊接电源人机交互界面采用威纶通触摸屏专用的组态软件EasyBuilder8000(EB8000)进行设计。EB8000组态软件包含丰富的设置元件和显示元件,本研究根据实际需求选择元件并配置相关元件属性进而实现交互系统的界面设计。此外,威纶通触摸屏内部支持Modbus协议,PLC类型设置为MODBUS RTU,通讯接口类型设置为RS-485并选择正确的串口号。通讯端口中波特率、数据位、停止位、校验位等应与单片机设置一致,以便能够正常通讯。
4 人机交互系统应用
利用上述的硬件设计方案和软件编程思想设计出了基于MC9S12单片机和威纶通触摸屏的脉冲电子束焊接电源人机交互系统。该人机交互系统可以成功应用于自主设计的新型60 kV/100 mA逆变式脉冲电子束焊接电源系统中。
脉冲电子束焊接电源的设定参数和反馈数据如图8所示:加速电源设定50 kV,阴极加热电源的灯丝电流设定为18 A,脉冲束流的频率设定1 kHz,占空比50%。在60 kV/100 mA逆变式脉冲电子束焊接电源系统中,直流偏压电源和脉冲偏压电源串联叠加作为三级枪栅极的输入电压。根据电子束焊接束流大小和偏压大小的关系可知,当普通偏压电源设定为513 V,脉冲偏压电源设定为0 V时,束流峰值约为18 mA,普通偏压保持不变,脉冲偏压调节至366 V时,束流降为0 mA。打开脉冲开关,束流即以脉冲模式输出,束流的平均值为10.10 mA,脉冲束流的实测波形如图9所示。
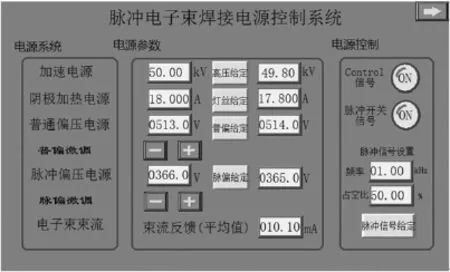
图8 脉冲电子束焊接电源人机交互界面Fig.8 HMI of pulsed electron beam welding power supply
在脉冲电子束焊接过程中,通过触摸屏改变脉冲电子束焊接电源的相关参数即可改变脉冲束流的峰值、基值、频率及占空比。试验表明,在脉冲电子束焊接实验中使用设计的人机交互系统能够正常进行焊接实验。
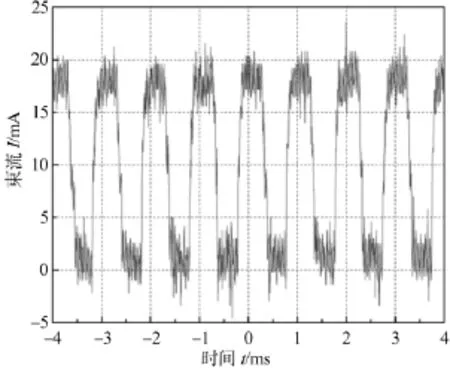
图9 脉冲束流的实测波形Fig.9 Measured current waveform of pulsed beam
5 结论
以MC9S12单片机为主控芯片、威纶通触摸屏为人机交互界面,设计出了一套安全可靠、操作简单、界面美观的脉冲电子束焊接电源人机交互系统。在脉冲电子束焊接过程中,通过触摸屏调整电源参数,触摸屏实时显示电源参数和焊接状态。该人机交互系统操作简单,性能稳定,对脉冲电子束电源技术的发展具有一定的推动作用。
[1]齐铂金,范霁康,刘方军.脉冲束流电子束焊接技术综述[J].航空制造技术,2015(11):26-30.
[2]Helmut Schultz.Electron beam welding[M].Abington Publishing,1994.
[3]齐铂金,徐国宁,刘方军,等.新型脉冲电子束焊接偏压电源设计[J].北京航空航天大学学报,2012,38(10):1311-1316.
[4]王强,齐铂金,郑敏信.数字化超高频脉冲TIG焊接电源人机交互系统[J].电焊机,2015,45(3):43-47.
[5]MC9S12XEP100 Reference Manual Covers MC9S12XE Family Rev[EB/OL].(2013-02).http://cache.freescale.com/ files/microcontrollers/doc/data_sheet/MC9S12XEP100RMV1. pdf.
[6]吴晔,张阳,滕勤.基于HCS12的嵌入式系统设计[M].北京:电子工业出版社,2010.
[7]韦寿祺,何少佳.电子束焊机高压电源快速保护措施[J].电焊机,2004,34(8):56-58.
[8]张立社.集成开发环境CodeWarrior的使用方法[J].计算机光盘软件与应用,2012(8):143-145.
[9]李鹏飞.基于模块化的嵌入式软件设计研究[J].电子世界,2013(11):120-121.
[10]张红涛.现场总线技术基础及应用[M].北京:国电力出版社,2009:173-177.
Design of human-machine interaction system for pulsed electron beam welding power supply
WANG Haitao,QI Bojin,LIU Fangjun,FAN Jikang
(School of Mechanical Engineering and Automation,Beihang University,Beijing 100191,China)
According to the complexity of the pulsed electron beam welding(EBW)power supply system control,a set of humanmachine interaction(HMI)system based on MC9S12 microcontroller and touch screen as input and display device was developed. The HMI interface was designed by Easy Builder 8000 configuration software and modular program was used for the microcontroller programming.The RS-485 communication interface circuit was designed and the Modbus protocol was used for the real-time communication between the touch screen and microcontroller.Experimental results indicated that the human-machine interaction system could make the pulsed EBW power supply more convenient for parameter settings and unified management.The humanmachine interaction system was user-friendly and its performance was quite stable.
pulsed electron beam welding;welding power supply;human-machine interaction;microcontroller;touch screen
TG409
A
1001-2303(2016)12-0001-06
10.7512/j.issn.1001-2303.2016.12.01
献
王海涛,齐铂金,刘方军,等.脉冲电子束焊接电源人机交互系统设计[J].电焊机,2016,46(12):1-6.
2016-10-27
王海涛(1991—),男,山东滨州人,硕士研究生,主要从事嵌入式开发与电源技术的研究工作。
