焊接速度对茶机薄壁件焊接变形的影响研究
2017-01-10庞景权蒋丹燕汪健坤王素芬李志杰
庞景权,蒋丹燕,汪健坤,王素芬,李志杰
(衢州学院 机械工程学院,浙江 衢州 324000)
焊接速度对茶机薄壁件焊接变形的影响研究
庞景权,蒋丹燕,汪健坤,王素芬,李志杰
(衢州学院 机械工程学院,浙江 衢州 324000)
在充分调研焊接工艺对茶机薄壁件焊接变形影响的基础上,基于DEFORM有限元软件分析了焊接热源温度场分布特征,研究了不同焊接速度对焊接温度场和残余应力的影响规律,确定了茶机薄壁件焊接的最佳条件。
焊接速度;温度场;残余应力;焊接变形;
在焊接茶机薄壁件的过程中,焊接变形是一个非常常见的问题。如炒干机、理条机、杀青机等茶叶加工机械在工作过程中会产生振动,薄壁件焊接变形导致受热不均、碎茶等质量问题,严重影响茶叶加工质量。
在焊接过程中,为了提高焊接效率,往往提高焊接的速度。焊件的残余变形量的大小是焊接速度来决定的。其最终影响到焊接结构的质量安全和尺寸精度。本文通过DEFORM有限元模拟了焊接热源的温度场分布,对比分析了不同焊接速度对焊接温度和残余应力的影响规律,确定了减小茶机薄壁件焊接变形的条件。
1 焊接速度对焊接变形的影响
1.1 焊接速度对温度场的影响
应用deform有限元模拟了焊接某时刻焊接热源温度场的分布如图1所示,等温线表现出椭圆形在焊接温度场中,焊接热源前方温度梯度大;焊接热源后方温度梯度小。焊接热源在变化移位的同时,焊接温度场也会在短时间内改变并且其最高温度效果也跟着改变。

图1 3.6s时刻的温度场
通过分析数值的变化,将其做成曲线图。焊接的速度取值分别为4mm/S、7mm/S和12mm/S。将焊件在这三个焊接速度下所达到最高温度随时间变化的动态过程制作成曲线图,如图2所示。从图中可以看出,其达到最高温度所用的时间都很短,尽管焊接刚开始时焊接速度都不尽相同。随后焊接熔池快速凝固冷却,温度急剧下降,最后缓慢冷却至室温。
焊接速度不同,焊件所达到的最高温度各不相同,当焊接速度越高时最高温度反而变小,焊件所达到最高温度的变化是受焊接速度影响的。当焊接速度达到4mm/s时,其所达到的最高温度就是1280℃;温度场的最大值变成1175℃时,此时的焊接速度是每秒7mm,图2可看到,在温度场的最大值是860℃时,其焊接速度为每秒12mm。低碳钢的熔点要高于焊件所达到的最高温度,其条件是焊接速度为12mm/s。此时,不会产生稳定的焊接熔池,最终导致未焊透、未熔合等各种缺陷。
因此, 12mm/s的焊接速度对实际生产要求没有意义,不能够满足生产需要。所以此种情况下只需要对比每秒7mm和每秒4mm这两种焊接速度对焊件的残余应力场的影响情况。

图2 不同焊接速度对温度的影响曲线
1.2 焊接速度对残余应力的影响
制造构件时会因为各种工艺技术和其他因素的影响而产生改变,构件的这种改变不会完全消除,即使在各种环境因素消除之后,其所受的作用和影响也会有一些残留在其内部构造中,这就是残留应力或残余应力。焊接残余应力在不同的焊接速度下的分布如图3所示,分析两种不同的焊接速度下焊件残余应力值的比较,在速度为每秒4毫米时最大值是112MPa,焊接速度为每秒7毫米时,最大值为135MPa;从这两个最大值可以看出其残余应力值相差仅为22MPa,这要比低碳钢材料的屈服强度值低,这种情况下,一般不会出现由残余应力过于集中导致的焊接接头断裂的现。
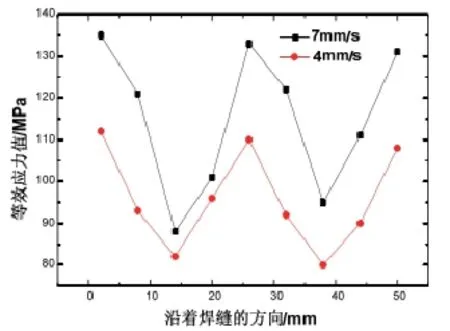
图3 不同速度下的焊接残余应力分布
残余应力较大的部分焊接残余变形量小,残余应力较小的部分,变形量却大,这说明残余应力值的大小与残余变形的大小是负相关的关系。由于在后期装配时焊接结构的尺寸精确性上的问题,要尽可能的缩小焊接残余变形量。所以,选择焊接速度为7mm/s时,不仅是达到焊接变形量较小的要求目标,同时又使得焊接生产效率达到要求。
2 结论
(1)当焊接开始时,焊件可以迅速的达到最高温度,不同焊件的最高温度受其焊接速度的不同而有差异,焊件所达到的最高温度是随着焊接速度的提高而变小。
(2)当焊接速度达到12mm/s时,温度场最大值为860℃,低于低碳钢的熔点,不能满足实际生产要求。
(3)焊接变形与焊接残余应力成反比,当焊接速度为7mm/s时,残余应力值最大为135MPa,远低于低碳钢屈服强度,此时焊接变形最小。
[1]辛继红,张岚, 魏刚, 等.立柱式紧压茶叶机设计[J] .湖南农业大学工学院 ,2011, (2): 73~75.
[2]肖宏儒,秦广明, 宋志禹,等.茶叶生产机械化发展战略研究[J] .农业部南京农业机械化,2011, (7): 8~11.
[3]李晓延, 武传宋, 李午申. 中国焊接制造领域学科发展研究[J].机械工程学报, 2012, 48(6): 19~31.
[4]王能庆,童彦刚. 热源形状参数对薄板焊接残余应力和变形的影响[J].焊接学报,2012, 33(12): 93~95.
[5]马思群, 袁永文,冯良波,等. 焊接速度对铝合金多道焊焊接残余应力影响研究 [J].铁道学报 ,2014, 36(1): 16~21.
TG456.7
A
1671-0711(2016)11(下)-0101-02
国家级创新训练项目(201511488005);浙江省公益性技术应用研究计划(2015C32126)
