高炉液压泥炮活塞杆的高分子材料修复试验
2017-01-09唐定忠何东林
杨 华,古 威,唐定忠,何东林
(广西柳州钢铁集团有限公司,广西柳州545002)
材料工程
高炉液压泥炮活塞杆的高分子材料修复试验
杨 华,古 威,唐定忠,何东林
(广西柳州钢铁集团有限公司,广西柳州545002)
本文介绍应用高分子材料对柳钢炼铁高炉KD300型液压泥炮活塞杆进行修复试验,探讨高分子材料修复技术的应用及发展。
高分子材料;液压泥炮;活塞杆;超金属修补剂;试验
高炉液压泥炮是高炉出铁后,将炮泥压出堵住铁口的关键设备,液压泥炮要堵满很长的出铁孔通道,又要修补炉内前墙,要求液压泥炮具备较大推力及容量,以能够便于炉前风口操作及运行安全可靠,液压泥炮在高炉使用寿命的好坏,直接影响能否保证铁口正常除铁运行。因炉前工作环境较恶劣,高温、粉尘大,液压泥炮的油缸因密封性问题,进入粉尘后,造成活塞杆表面拉伤,产生泄漏,无法在线使用。液压泥炮油缸下线后通常对拉伤严重(深度大于0.5 mm,受损面占40%以上)采取焊接、上机床车磨削、表面重新镀铬的修复工艺,存在周期长、费用高且存在焊后易变形、产生内应力等问题。而对拉伤较轻微只打磨抛光处理,修复效果不佳[1]。
高分子材料修补剂是近年国外发展很快的新型分子合金材料,广泛应用于零件的涂敷与粘接,已获得耐磨、抗蚀、密封等零件所需性能,在冶金、石化、机械、铸造、汽车、等行业带来了无数成功实例。鉴于它的成功案例,机制公司液压缸项目组拟开展调查、培训及选型试验,以把新型修补技术应用到液压缸修复项目。
1 常用修复工艺分析
1.1 传统修复工艺
(1)机械加工修理法:对刮伤零件进行测绘并重新制作,这种修复方法费工、费时、费料,修复成本高,它主要针对液压缸的零部件已经损坏、变形十分严重,没有修复价值时才采用的最后手段。
(2)焊接修理法:用于修复零部件的局部缺陷时称之为补焊。补焊的最大特点是施工简便、修复成本低、时间短。但它对材质的性能和工件的使用环境、焊前处理、施焊、焊后处理方法及施工参数数据要求严谨,对员工技能水平要求高,再者,在施焊过程中不可避免地会产生局部高温,工件本体之间的不均匀加热必然造成焊区及热影响区产生热应力,导致焊修件变形、裂纹、局部硬化、相组织变化、疲劳性能下降等缺陷。所以焊接修理法同样不利于液压缸壁的修复工作。
1.2 新型修复工艺
高分子修补法:高分子修补剂和金属基层两方面可形成配位键,配位键是高分子材料粘连金属的重要标志,粘连力的大小取决于界面上配位键的密度和强度,而铁、钢、铸铁、铜、铝及周表中的一些金属元素,生成配位键的能力都比较强,所以高分子修补剂对金属有很强的粘连力。使用它只需消除零件上的油质后进行涂敷,再对其打磨外形至光滑,它操作简单,不需昂贵的设备、熟练的工人,室温操作,不会使零件产生热影响和变形,安全节能,是一种快速,经济的维修新技术。
2 KD300型液压泥炮活塞杆修复试验
柳钢机制公司与南宁贝尔佐纳高分子材料公司联合,对柳钢炼铁厂KD300型液压泥炮活塞杆进行了修复试验。
2.1 试验目的及方式
2.1.1 试验目的
(1)验证高分子材料与金属基面之间的粘连力是否达到要求:
(2)验证高分子材料的耐磨性;
(3)验证温度(200℃)对高分子材料的影响。
2.1.2 实施方式
应用贝尔佐纳超金属1111(BELZONA SUPER METAL 1111)在常温状态下修复拉伤的活塞杆,验证修复效果,测试不同温度下的硬度。
2.2 试验对象情况
(1)试验对象情况:KD300型液压泥炮油缸活塞杆直径:φ125 mm,活塞杆材料35#钢。如图1所示。

图1 KD300型液压泥炮油缸活塞杆
(2)使用工况
缸内介质:长城46#液压油,工作油温约80°C,工作压力为20 MPa(200 kg/cm2)。
工作环境:烟粉较多,泥炮配套了冷却系统,油缸外围环境温度约50°C.
活塞杆面出现拉伤:共4条主要拉痕,长度约为50 mm,宽度约为1 mm,深度约为0.7 mm.如图2所示。
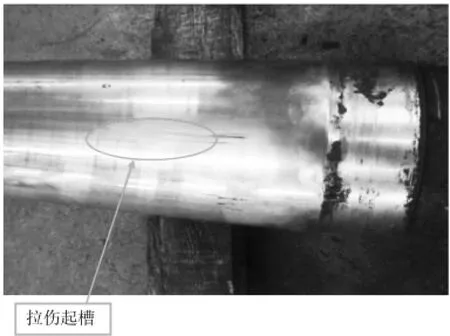
图2 活塞杆拉伤示意
3 试验修复过程步骤
3.1 使用产品
(1)贝尔佐纳超金属1111(BELZONA SUPER METAL 1111),如图3所示。

图3 贝尔佐纳超金属修复剂
(2)适用范围:设备一般性修补,更新、再生、可机加工。
(3)应用领域:轴、液压活塞、承重机座、键槽、管道、法兰盘等。
3.2 预清洁
用具:丙酮、干净布条、钢丝刷等。
清除表面松散物质,使用清洗剂(现用丙酮)去除表面油污及其它污染物。
3.3 表面处理
3.3.1 表面粗糙化
准备工具手提式砂轮机(5 mm切割片)、手电钻(6mm钻头)、油石、丙酮、干净布条等。使用手提砂轮机对拉痕进行修整,此次因主要拉痕有4条,所以为方便修复,打磨出长为70 mm,宽约为6 mm,深度约为5 mm的修补槽。如图4所示。

图4 活塞杆修补槽打磨示意
磨好修补槽后,再使用手电钻在修补槽两端钻出φ5 mm、深度5 mm的止裂孔。
3.3.2 粗糙化要求
(1)彻底除锈和氧化皮,显出母体本色,表面粗糙度至少75 μm.
(2)修补槽深度与宽度应不小于1.6 mm,并在槽的两端钻深1.6 mm以上的止裂孔。
修补槽各边应该垂直与工件表面。
3.4 基体清洁
使用氧割枪对活塞杆进行火焰烘烤,用红外测温枪检测温度,在150℃内,使渗入表层的油污完全溢出来,直至无火花四溅。再次用丙酮对活塞杆修复面进行清洁,在常温下等20 min左右使清洁剂完全挥发和干燥后才能进行下一步骤。
3.5 调料
(1)等表面干燥后进行配料、调料。现用产品超金属1111配料时应按体积比进行配料,即基料、固化剂3:1混合。
(2)调料时一定要其充分混合均匀,保证调好的颜色均匀呈现灰色,无杂色即可。因为超级金属1111的初次反应固化时间为15 min,所以在配料、调料的过程中尽量要快,以便留出较多操作时间(15 min后固化剂会与基料进行反应,并产生热量,加快固化),如图5所示。

图5 修补剂调料示意
3.6 敷涂
用具:抹刀、调料板、橡胶带、干净布条等。
(1)先施敷一层薄层,这一层要用力下压,保证与活塞杆完全有效的接触;胶带贴在修补面的左右、上下这四个方向,防止修补剂粘到活塞杆表面上,如图6所示。

图6 第一层敷涂效果
(2)再根据所修补的表面进行依次敷涂第二层、第三层……,直至修复剂整体填满修补槽,每层都要尽力压实,保证不留空隙和气泡。在表面完全固化前,抹平表面,以获得光滑的外表面,如图7所示。

图7 敷涂完成后示意
3.7 固化及后处理
用具:油石、细砂纸、煤油、干净布条、游标卡尺等。
超级金属1111修补剂的完全固化时间为:常温状态下24 h完全固化并达到力学性能最好。待修补剂完全固化后首先用油石进行打磨至大于活塞杆直径0.05 mm后,再用细砂纸磨细化表面粗糙度,直至外径为φ125 mm即可,如图8所示。
图8 打磨后敷涂层
4 修复效果验证及结论
4.1 验证产品
使用贝尔佐纳超金属1111(BELZONA SUPER METAL 1111)进行验证。
技术参数:
(1)抗磨损性:在1 kg负荷时潮湿0.889 cm3/千转,干燥0.056 cm3/千转(潮湿环境,摩擦设备施加1 kg负荷,设备摩擦转速1 000 r/min,高分子材料在上述条件下被磨削后,损失的体积为0.889 cm3,同理干燥条件下,是0.056 cm3)。
(2)粘合力:低碳钢190 kg/cm2(与200 kg/cm2,20 MPa基本吻合)。
(3)抗压强度:自然固化914 kg/cm2,加热固化1 055 kg/cm2(超过200 kg/cm2,20 MPa)。
(4)抗挠强度:自然固化633 kg/cm2,加热固化914 kg/cm2.
(5)硬度:肖式D级89(HB670)
(6)抗热性:干燥环境200°,潮湿环境93°.
4.2 验证内容
(1)室温(20°C)下高分子材料的耐磨性;
(2)高温(200°C)下高分子材料的耐磨性;
(3)高温(200°C)高分子材料与常温高分子材料的相对硬度。
用具:树酯夹布导向带、电加热器、游标卡尺、硬度测试仪、干净布条、割枪等。
4.3 验证过程
(1)常温下尺寸测量:对修补槽三个部位的尺寸、硬度进行测量,测量结果分别是1号尺寸为φ125.10 mm、硬度为HB226;2号尺寸为φ125 mm、硬度为HB215;3号尺寸为125.10 mm、硬度为HB217,如图9所示。
(2)常温下的耐磨性:利用与其接触的树酯夹布导向带相互摩擦200次以上,如图10所示。选择树酯夹布导向带为试验用具的原因为,树酯夹布导向带与活塞杆接触最频繁且在KD300泥炮油缸密封材料中最坚硬。摩擦200次以上后,再进行尺寸测量1、2、3号测点尺寸。所得数据见表1.

图10 树酯夹布导向带摩擦活塞杆修复部位
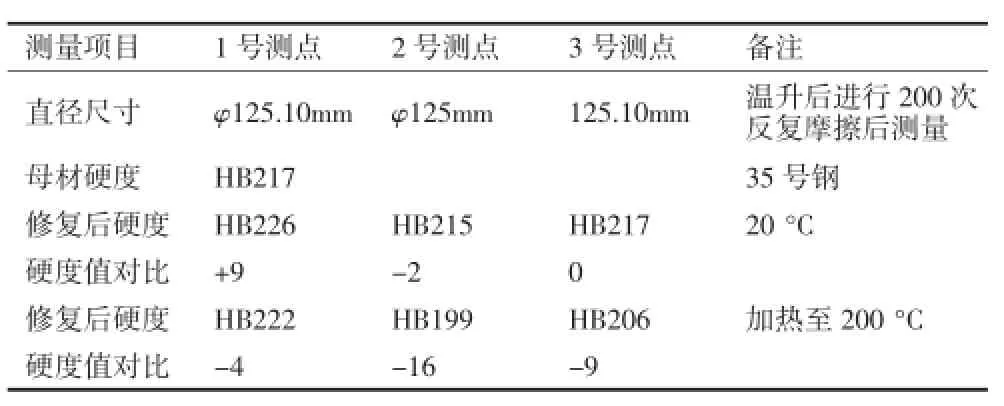
表1 活塞杆修复层硬度、尺寸值检测表
(3)给修补区域进行加热:利用电加热器对其修补区域加热至200°C,保温10 min.
5 修复试验效果及结论
(1)修补后常温状态下,高分子修复层硬度略高于母材硬度;加热至200°C后,修复层硬度略有降低,差异不大。修复过程操作相对简单,劳动强度较低,未产生变形,修复后尺寸公差达到图纸要求。
(2)该高分子材料为半液态泥状,每千克覆盖面积为398 cm3,单价2 000元,可满足约30~40件活塞杆修复需求,工效提升约2~3倍,修复成本降低50%以上,具备较大成本优势。
(3)该活塞杆上线使用约12个月,使用正常,粘合力、抗压强度、抗挠强度虽未在试验中检测,但通过实际上线12个月的使用验证,表明达到相关性能参数能够满足实际使用要求。
6 结束语
高分子材料修复工艺已在液压缸、叶轮、泵壳等产品修复中推广应用,较传统修复方式可减少焊接、机加工工作量,具有无变形,修复周期短、操作方式简单及劳动强度低等优势,柳钢各类机械设备修复需求较大,应加强研究应用高分子材料这一快速且经济的维修新技术,从此可大幅降低维修成本,创造良好经济效益。
[1]徐永洲,章天华.现代大型高炉设备及制造技术[M].北京:冶金工业出版社,1996.
Repair Experiment Of Hydraulic Mud Gun By Polymer Materials Paper
YANG Hua,GU Wei,TANG Ding-zhong,HE Dong-ling
(Guangxi Liuzhou Iron and Steel Group Co.,Ltd.,Liuzhou Guangxi 545002,China)
This paper introduces the repair experiment of KD300 type of hydraulic mud gun of liuzhou iron and steel company by polymer materials paper,discuss the application and development of polymer materials technology to repair.
polymer materials paper;hydraulic mud gun;piston rod;SUPER METAL;repair experiment
TF321.5
A
1672-545X(2016)11-0192-04
2016-08-06
杨华(1977-),男,广西柳州人,本科,工程师,研究方向为冶金机械设备制造及修复、钢结构工程;古威(1987-),男,广西柳州人,本科,助理工程师,研究方向为机械设备加工制造及修复。