数控机床电气控制系统中系统控制“替代”电路解析
2017-01-09韦晓航
韦晓航
(柳州铁道职业技术学院,广西柳州545616)
数控机床电气控制系统中系统控制“替代”电路解析
韦晓航
(柳州铁道职业技术学院,广西柳州545616)
数控系统CNC作为数控机床电气控制系统的控制中心,由其发出的系统指令需要合理介入数控机床的电气控制系统强电控制部分,二者协同完成对数控机床的控制。由于系统控制CNC及伺服系统的弱电控制电路和外围强电电路无法直接相连,需要通过中间继电器或转换电路等转变成可连接强电系统的信号,此间的关联关系通常无法在数控机床的电气控制原理图中直接表达,使得读图者不易理解其控制关系。以主轴正反转控制电路为例,探究其强弱电控制结合的“替代”控制回路,有助于读图者简明易懂地理解数控机床的电气控制原理。
系统控制;“替代”电路;解析
数控机床的电气控制系统主要由用于数控机床的外围辅助电气控制的PLC(即PMC)、外围电气控制系统以及执行机构三大部分组成。数控装置CNC则是数控机床电气控制系统的控制中心,数控机床的控制需要通过数控系统的CNC装置和PMC这两大部分的协调配合来共同完成[1]。其中,CNC装置实现刀具相对于工件各坐标轴位置伺服运动的控制,PMC则实现数控机床加工过程中的顺序控制,主要包括在数控机床运行过程中,根据CNC指令以及机床的控制开关、检测元件、运行部件的状态,按照程序设定的控制逻辑对诸如刀库运动、换刀机构、切削液及机床操作面板各功能按钮(如主轴的正反转、启停、工件夹紧和放松等)的运行进行控制[2]。PMC通常要通过外围电路才能够实现对机床辅助设备的控制。由于数控系统中CNC和伺服系统均属于弱电控制系统,无法和控制执行元件如电机、电磁阀、电磁铁等,由电源变压器、控制变压器、各种断路器、保护开关、继电器、接触器等构成的强电回路直接相连。CNC或伺服系统弱电控制回路来的控制信号必须经过中间继电器或转换电路转变成能连接到强电线路的信号,反之亦然。而这些转换内部电路和大多CNC及伺服系统的弱电控制电路原理图一般不在用户电气控制原理图中呈现,造成用户在分析数控机床电气控制原理时,强弱电回路之间的逻辑控制关系不容易解释清楚。
为此,本文针对数控机床较为典型的伺服急停控制和主轴正反转控制回路强弱电连接部分设计了“替代”电路,此“替代”回路有利于读图者简单清晰地理解数控系统控制逻辑关系。
1 典型电气控制回路——主轴正反转控制回路中系统控制“替代”回路解析
以FANUC 0i mate TD系列数控系统为例,主轴正反转控制PMC输出电路[3]如图1所示。
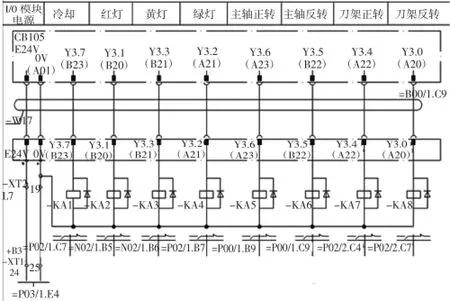
图1 主轴正反转控制PMC输出电路
数控机床的主轴运动通常有三种启动方式:一是通过数控加工程序指令启动主轴;二是通过MDI方式编程启动主轴[4];三是通过机床操作面板上的主轴正反转按钮启动主轴。前两种方式启动主轴的本质是相同的。以下以主轴正转为例,从电气控制原理角度分析主轴正转的控制实现。
数控机床上电,数控系统得电后,在系统各路断路器正常合闸的情况下,PMC继电器板上的开关电源通过控制变压器及自身二次变压得到直流低压电DC24V(此电压值可能因不同系统而不同),提供给PMC输出电路,如图1所示。由P03/1.E4得到DC24V低压直流电后,经端子排-XTI的25端子到端子排-XT2的19(I/O模块电源0 V一端)端子接入主轴正转控制继电器KA5线圈,再接入I/O模块。若此时系统通过扫描程序指令或以MDI方式发出指令启动主轴,则指令信号通过数控装置的JD51A接口经系统I/O LINK总线传输到I/O模块上的JD1B,这些信号经过I/O模块内部电路的相应信息转换(如A/D、D/A、电平转换、数字量转开关量、弱电转换强电等)后,由CB105接口经数据总线传输到继电器板上的CB105接口,再经由端子排-XT217端子(I/O模块电源24 V一端)到端子排-XTI的24端子,返回开关电源形成闭合回路,主轴正转继电器线圈KA5得电,接入变频器正转控制电路的继电器常开触点吸合,如图2所示,实现主轴正转。
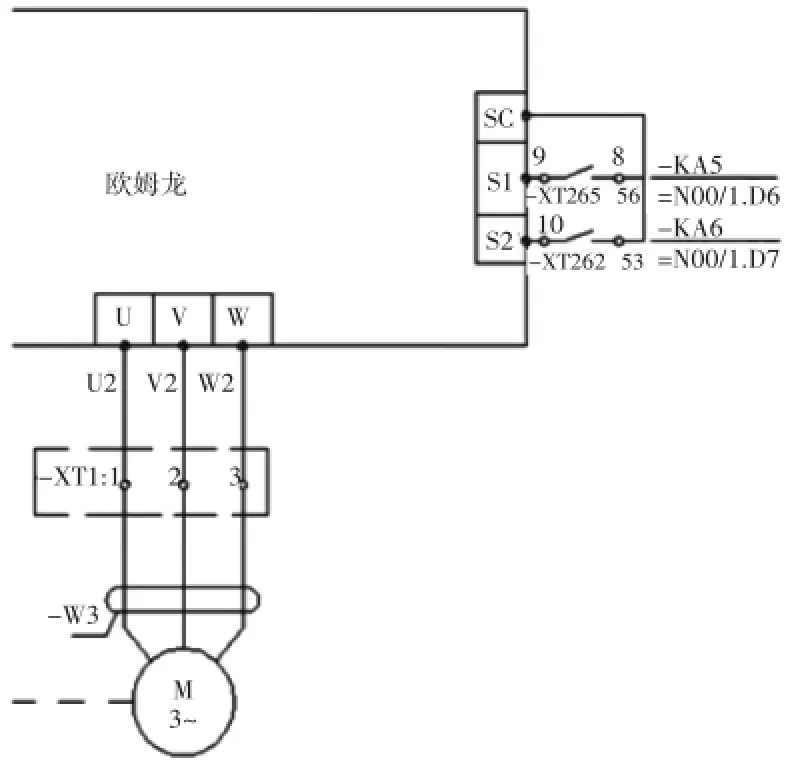
图2 主轴变频器正反转控制电路
如果数控机床是采用第三种方式,即通过机床操作面板上的主轴正反转按钮启动主轴,实质上就相当于直接采用PMC开关量输入模式,如图3所示。主轴正反转开关量信号由机床操作面板直接通过CB107接口传输到I/O模块,输出信号则同样由CB105接口经数据总线传输到继电器板上的CB105接口,再接入后续主轴正转强电控制回路,实现主轴正转[5]。
由上述分析,再与主轴正反转控制电路比对可知,无论采用哪种方式启动主轴,在主轴正反转控制PMC输出电路图上均未能直观表达系统指令或者通过机床操作面板的手动控制是如何介入控制回路形成对主轴正反转的控制的,容易造成读图者的困扰,如图3所示。为解决这一困扰,依据前文所述主轴正反转系统控制原理,针对此类回路设计了“替代”控制电路,将系统指令控制或通过机床操作面板手动控制介入系统电气控制回路设计成直观易懂且符合电气控制原理常规的“替代”表达形式。“替代”后的主轴正反转电气控制原理图如图4所示。
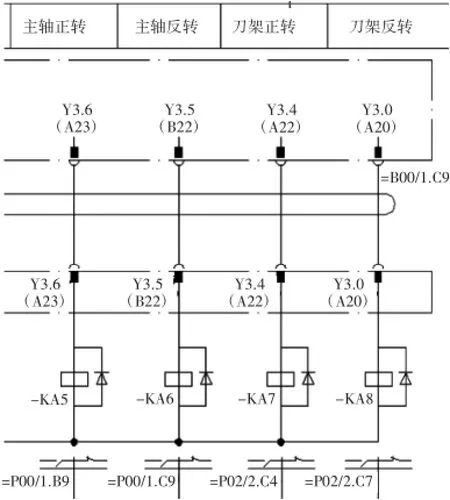
图3 主轴正反转控制PMC输出电路
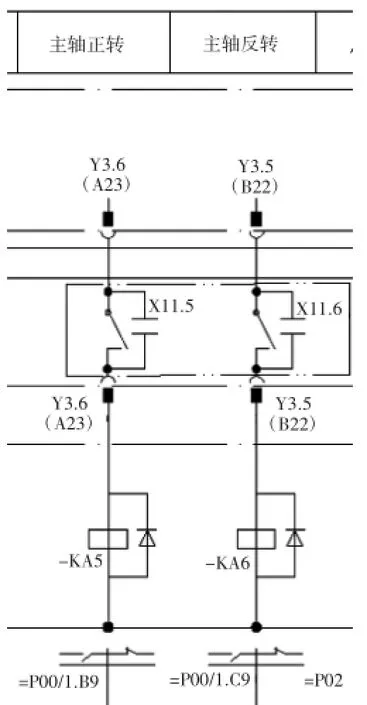
图4 主轴正反转控制PMC输出“替代”电路
“替代”后的主轴正反转电气控制原理图以电气控制常开触点代表数控加工程序指令启动主轴及MDI方式编程启动主轴;以PMC常开触点代表通过机床操作面板上的主轴正反转按钮启动主轴,二者并联表示可以其中任一种方式使电气控制回路闭合,启动主轴正反转。此外,采用双点划线的矩形框将“替代”部分与电气原理图的其他部分隔离,表示此部分并非实际的电气控制连接方式,仅表达系统参与控制的控制原理。
此系统控制“替代”回路所表达的含意是,当数控系统顺序程序扫描到“M03 S---;”或“M04 S---;”指令时,相当于将图4中常开触点闭合,则主轴正反转控制电路接通,实现主轴正转或者反转。而当按下机床操作面板上的主轴正反转按钮时,则意味着图4中PMC常开触点X11.5或者X11.6得电接通回路,同样可使主轴正反转电路接通实现主轴的运动。
2 结束语
在数控机床的电气控制原理中,除了主轴正反转控制可以“替代”的方式表达通过数控系统或通过机床操作面板如何参与电气控制外,其他如刀架正反转、三色灯控制、手轮启用、切削液、工件夹紧和放松等均可采用类似的“替代”方式表达系统控制原理,极大地方便了数控机床电气控制原理的分析讲解和读图者理解,在日常教学培训中使用,具有一定的推广价值。
[1]陈西平.数控机床电气控制[M].吉林:吉林大学出版社,2008.
[2]周兰,陈少艾.数控系统连接调试于PMC编程[M].北京:机械工业出版社,2013.
[3]宋松.FANUC 0i系列数控系统连接调试与维修诊断[M].北京:化学工业出版社,2012.
[4]郑小年.数控机床电气控制[J].伺服控制,2011(4):91-94.
[5]郑小年陈吉红.数控机床电气控制电路设计及实例分析[J].伺服控制,2011(7):49-53.
Analysis of the"Alternative"Circuit for System Control in the Electrical Control System of CNC Machine Tools
WEI Xiao-hang
(Liuzhou Railway Vocational Technical College,Liuzhou Guangxi 545616,China)
CNC system as the control center of the electrical control system of the machine tools.The system instructions issued by the CNC control needs rational intervention in the electric control system of CNC machine tools,their cooperative control CNC machine tools.Because of the weak current control circuit of servo system and and the CNC control system can not be directly connected with the periphery electric circuit,a signal can be connected to power system by changing the intermediate relay or conversion circuit,usually,the relationship cannot be expressed in the electrical control principle diagram of the CNC machine tools.This makes it difficult to understand the control relationship.In this paper,taking the main spindle reversing control circuit as an example,the paper explores the“alternative”control loop of the strong and weak electricity control,which helps the paper explores to understand the electrical control principle of the numerical control machine easily.
system constrain;“alternative”circuit;analysis
TG659
A
1672-545X(2016)11-0174-02
2016-08-01
2015年度广西高等学校科学研究项目(编号:桂教科研【2015】2号)
韦晓航(1967-),女,广西柳州人,副教授,主要研究方向:机械制造自动化,计算机辅助设计与制造。