电火花铣削中电极损耗的联合补偿研究
2017-01-09张欢,余丽
张 欢,余 丽
(江苏食品药品职业技术学院机电工程系,江苏淮安223003)
电火花铣削中电极损耗的联合补偿研究
张 欢,余 丽
(江苏食品药品职业技术学院机电工程系,江苏淮安223003)
在电火花铣削加工中,工作电极的损耗是影响加零件工精度的重要因素。研究了一种电极损耗联合补偿方法,通过UG后处理程序与基准平面定位补偿法相结合,对电极损耗进行了有效补偿。
电火花铣削;电极损耗;联合补偿
电火花铣削加工与电火花成型加工有着类似的加工方式,都是通过工作电极放电腐蚀的方式进行材料切除。在电火花铣削过程中,由于电极放电面积与加工表面面积之比远小于电火花成型加工,因而在电极体损耗率相同情况下,电火花铣削加工中电极损耗对加工精度造成的影响更大,有必要对电极损耗的补偿方法进行研究。本文尝试了一种电极损耗联合补偿方法,对电极损耗进行了有效补偿,提高了零件加工精度。
1 损耗模型的建立
电火花铣削加工零件时,可将整个加工过程视为分层加工,其中每一层的加工又视为多道直线沟槽加工的叠加[1]。如图1所示,加工前,将代加工毛坯表面看作一理想水平面,并保证电极侧面与底面具有相等的放电间隙。加工开始后,工作电极先向Z轴负方向加工单层深度,再沿水平方向运动,如此往复,直至型腔加工完成。
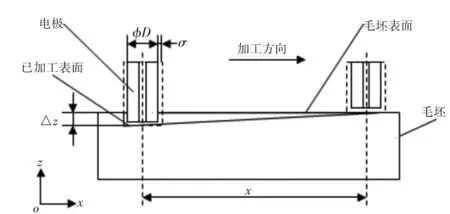
图1 电火花铣削型腔
通过实验,采集加工过程中毛坯已加工表面高度z与电极加工距离x,可发现两者关系是一条指数曲线,即z=f(x),如图2所示[2]。
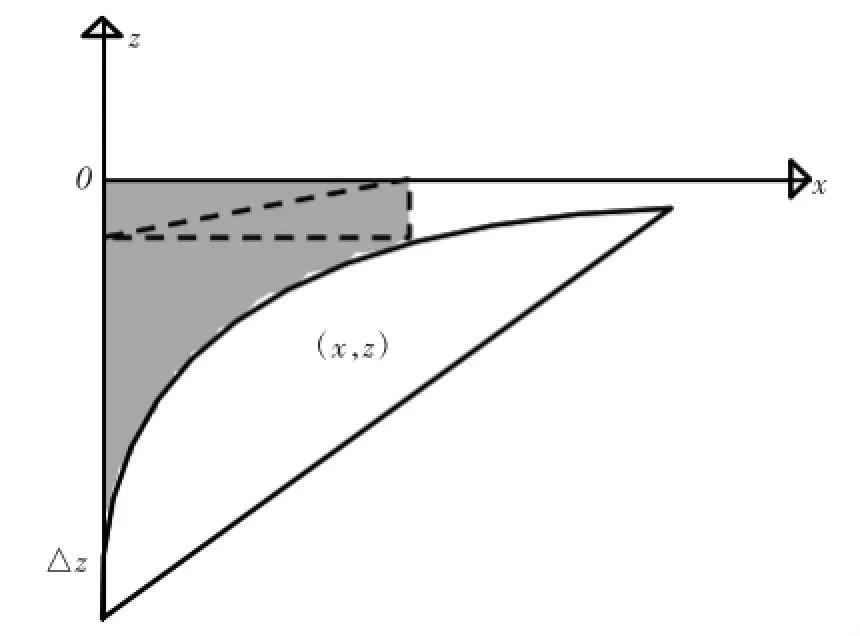
图2 已加工表面高度变化曲线
2 工作电极损耗的补偿
因为图2所示的工件已加工表面高度的变化是由于工作电极的损耗引起的。所以,工件已加工表面高度的变化曲线正是工作电极的运动轨迹。因此,在工件加工前,可先计算出铣削长度x时电极的损耗值,加工时,将此损耗值补偿到加工程序中[3],即电极在加工过程中,除了正常铣削运动外,再附加上一个Z轴负方向的补偿运动。
如图3所示,设原工作电极的运动曲线为f1(x),电极附加的补偿运动曲线为f2(x),加入补偿后电极的实际运动曲线为f3(x).f3(x)=f1(x)+f2(x),加工中工作电极的实际运动是两者的复合运动。
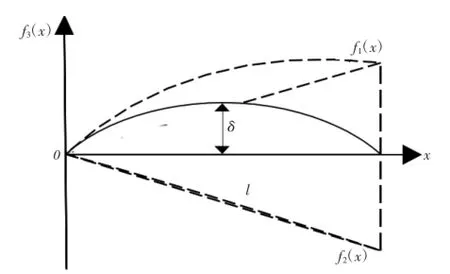
图3 电极复合运动
3 基于UG后处理程序的电火花铣削联合补偿
电火花铣削加工过程中,导致电极损耗的因素很多,加工中即使使用相同的工艺参数,电极损耗率也在动态变化。单一的电极损耗补偿方法,很难保证工件加工精度稳定。为了解决这一问题,可先使用UG后处理程序对电极损耗进行补偿[4-5],在电极铣削了一定长度后,再利用基准平面定位法对电极的位置进行校正。这种以后处理程序补偿法为主,基准平面定位补偿法为辅的多重补偿方法即为联合补偿法。
(1)后处理程序补偿法
因电极损耗随铣削距离x变化而变化,因此可在后处理中Z变量进行相应的改变,即
z=z0-x·θ
其中:z为电极实际z坐标;z0为电极编程z坐标;θ为电极损耗率;x为电极铣削运动距离。
因为UG后处理程序中没有铣削距离x变量,所以需要通过“S|mom_motion_distance”变量间接设置,其值为x+x1.其中:x为电极的铣削长度,即线性移动(G1)、圆弧运动(G2、G3)距离;x1为电极空运行距离,即快速移动(G0)运动距离。
1)线性移动
打开UG后处理事件定义文件,将线性移动事件“BLOCK_TEMPLATElinear_move”中变量名称Z=S|mom_pos(2)修改为Z=S|mom_pos(2)-S|mom_motion _distance×θ,并使用机床的R参数来表征θ,即Z=S|mom_pos(2)-S|mom_motion_distance×R.在实际加工过程中,可通过调整R参数修改电极损耗。
2)圆弧移动
“S|mom_motion_distance”不能表示两位置点间的圆弧距离,因此需要利用TCL语言,使用mom变量,定义一个计算圆弧距离的表达式。

式中:S|mom_arc_angle为运动圆弧的圆心角;S|mom_arc_radius为圆弧半径。
然后在圆弧移动事件“BLOCK_TEMPLATE circ ular_move”中将变量名称修改为。
Z=S|mom_pos(2)-S|mom_arc_angle

(2)基准平面定位补偿方法
该补偿法是指电极先沿水平方向加工指定的距离x0,然后在Z轴方向进行补偿。具体实施时,可在“BLOCK_TEMPLATElinear_move”和“BLOCK_TEMPL ATE circular_move”中各添加一个新地址,用于生成每行NC加工程序中电极的铣削距离,用xi表示。其VB开发流程图如图4所示。
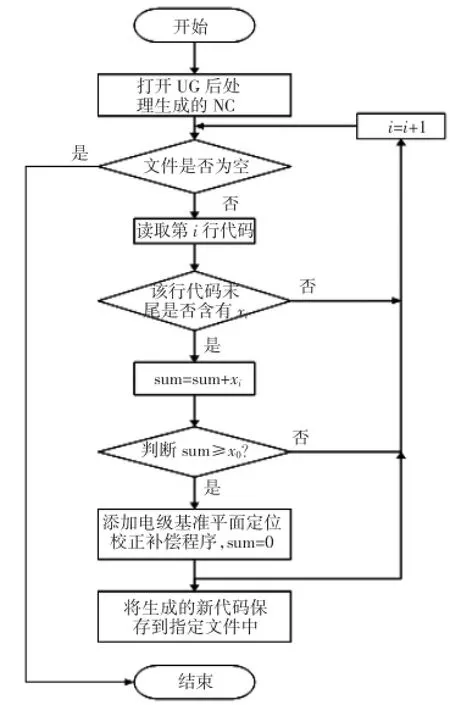
图4 基准平面定位补偿法流程图
基准平面定位校正补偿代码如下:
主程序
G90;绝对坐标编程;
G0 X0 Y0 Z20;电极快速至原点上方20 mm;
G1 Z-0.1;电极下降至Z0.1 mm处;
Y25;加工至Y 25 mm处;
M98 P1111;调用基准平面定位补偿子程序;
G1 Y50;加工至Y 50 mm处;
Z20;电极沿退至Z20 mm位置;
M2;结束。
子程序
O1111;子程序名
G90;绝对坐标编程;
G83 X002 Y003 Z004;记录坐标;
G0 Z20;电极定位到Z20mm位置;
X10 Y10;快速定位;
G80 Z-(Z0);打开接触感知,沿Z-轴定位至基准点;
G92 Z0;将Z0设为接触点;
G0 M5 Z20;关闭接触感知,电极快速抬高至Z20 mm;
XH002 YH003 ZH004;电极回到记录点;
M99;子程序结束。
根据流程图,使用VB开发了电火花铣削电极损耗联合补偿系统,如图5所示。
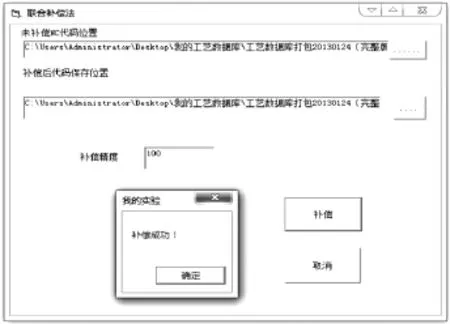
图5 联合补偿法VB界面
4 补偿实验验证
为了验证联合补偿法的补偿效果,进行无补偿加工、基准平面定位补偿法加工和联合补偿法加工三组实验。
取实验参数:ton=100 μs,脉间toff=50 μs,峰值电流Ip=37 A,冲液压力P=0.2 MPa.使用损耗率为3%的紫铜电极(外径2 mm,内径0.5 mm)加工长度为200 mm的45#钢,铣削厚度0.3 mm.基准平面定位补偿法加工和联合补偿法加工时并每加工40 mm对电极进行一次定位校准。使用三坐标测量仪对加工表面进行测量,每组取20个采样点。结果如图6所示。
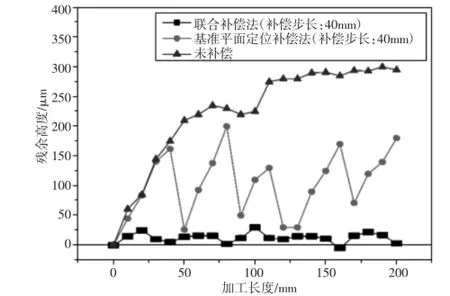
图6 三种加工模式下工件表面精度
由实验结果可以看出,联合补偿法可以提高零件加工精度,且效果优于单一补偿法。
5 结束语
电火花铣削加工中,由于电极损耗的存在,被加工表面呈指数曲线变化。联合补偿法基于UG后处理程序,将程序补偿法和基准平面定位补偿法同时使用,有效地降低了电极损耗带来的加工误差,显著提高了零件的加工精度。
[1]裴景玉,邓容,胡德金.微细电火花加工的底面轮廓模型及定长补偿方法[J].上海交通大学学报,2009(01):42-46.
[2]董颖怀.一种微型涡轮发动机的关键结构及其制造技术的研究[D].哈尔滨:哈尔滨工业大学,2009.
[3]王小平,姚英学,荆怀靖.数控机床几何误差建模及误差补偿的研究[J].机械工程师,2005(09):18-20.
[4]Xinhe Qu,Yuan Lu,Ying Hu.A Post-Processing Algorithm Based on UG/Post-Builder for 4ax-1300[C].ICMTMA 2011 3rd International Conference on Measuring Technology and MechatronicsAutomation,Shanghai,ChinaIEEEComputer Society,2011.
[5]周林,石民,潘晓斌,等.基于程序长度补偿的电火花铣削工艺[J].制造技术与机床,2011(10):41-43.
Joint Compensation of Electrode Wear in EDM Milling
ZHANG Huan,YU Li
(Department of Mechanical and Electrical Engineering,Jiangsu Food and Drug Engineering,Career Technical College,Huaian Jiangsu 223003,China)
The loss of working electrode is an important factor to affect the precision of machining parts.In this paper,a combined compensation method of electrode wear is studied,and the electrode loss is compensated effectively by the combination of the UG post processing program and the reference plane positioning compensation method.
electric spark milling;electrode wear;compensation
TH164
A
1672-545X(2016)11-0153-03
2016-08-23
张欢(1980-),男,江苏淮安人,讲师,硕士,研究方向:机械工程。