6063铝合金钻孔仿真与毛刺形成机理研究
2017-01-09刘庆伦
刘庆伦,冯 嫦
(中山火炬职业技术学院,广东中山528436)
6063铝合金钻孔仿真与毛刺形成机理研究
刘庆伦,冯 嫦
(中山火炬职业技术学院,广东中山528436)
主要对1.5 mm薄板钻孔过程,基于abaqus仿真软件进行了三维钻孔过程仿真,通过对比实验过程中观察到的钻孔入孔毛刺以及毛刺的仿真形成状态,研究毛刺在钻孔过程中形成的机理,从而促进工艺优化,抑制毛刺的产生。
abaqus;三维钻孔仿真;6063铝合金
铝包木门窗是在保留纯实木门窗特性和功能的前提下,将隔热断桥铝合金型材和实木通过机械方法复合而成的框体,充分照顾了木材和金属收缩系数不同的属性[1-2]。铝包木新型装饰材料是一种复合材料,由铝合金及木材组合而成,在钻孔过程中钻孔入孔毛刺及出孔毛刺会影响其他装饰件的安装,因此通过实验及仿真的方法研究毛刺的生成及抑制其产生的方法将有效提升该种复合材料的钻孔加工效率及质量。在木材切削三维仿真过程中,通过理论分析对刀具设计参数进行优化,结果证明:当前角为25°时,刀具接触长度上靠近切削处的等效应力相对较小,从而可延长刀具使用寿命[1]。本文的主要目的在于通过铝合金的三维钻孔仿真与钻孔过程图片进行对比分析触控毛刺产生的原因,为有效提升这种新型装饰材料的钻孔质量提供机理方面的支撑。
1 毛刺仿真
本文中采用6063铝合金进行钻孔过程仿真,铝合金的化学成分、力学性能及应力应变曲线见表1、2及图1所示[2]。钻孔用钻头采用普通麻花钻如图2所示,建模使用Solidworks三维软件完成,钻头材料使用W18Cr4V高速钢,弹性模量为196 GPa,泊松比为0.3,密度为8 700 kg/m3[3],仿真软件采用Abaqus仿真软件,仿真过程中为减少计算时间使用质量放大倍数为1 000,钻孔参数采用主轴转速1 000 r/min,进给速度为250 mm/min.

表1 6063合金化学成分

表2 6063合金力学性能
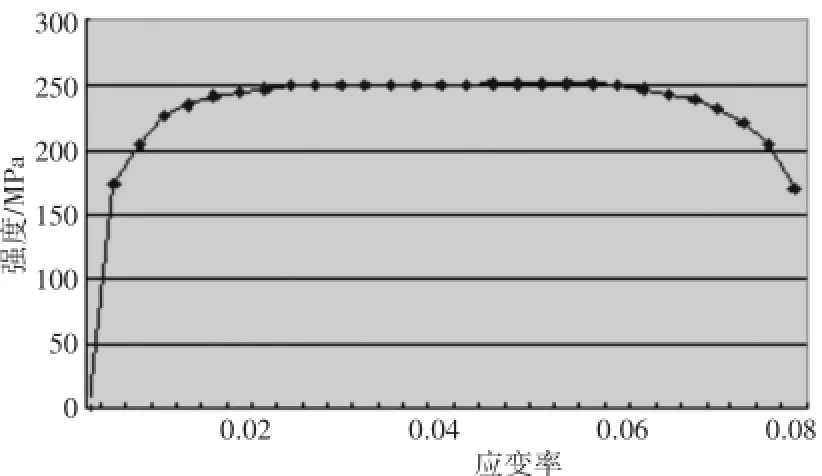
图1 6063应力应变曲线
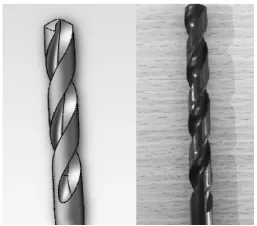
图2 φ8钻头建模与实物
如图3所示在钻头入钻的瞬间材料处于挤压变形,此过程并未产生切削动作,材料在钻头横刃的旋转挤压力作用下扭曲变形。当钻头进入材料内部之后主切削刃开始对边界材料进行切削动作,从图4云图上可以看出切削动作并未使材料产生大的毛刺,这说明这个过程中切削过程良好。当钻头对1.5 mm薄板出孔时,根据图5所示,当剩余材料过薄时在钻孔轴向力及横刃的挤压作用下出孔位置形成明显凸起,这个过程中没有良好的切削过程,出孔呈现挤压破裂的状态,破裂后的材料在轴向方向上没有足够的支撑力作用下呈现向下弯曲并最终形成较大的毛刺,如图6所示。
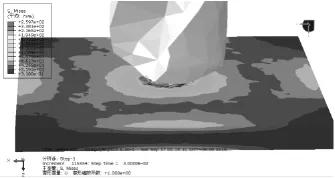
图3 钻头挤压入钻应力云图
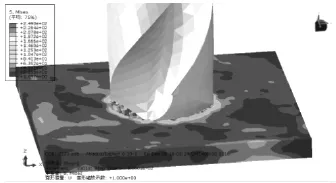
图4 钻孔过程应力云图
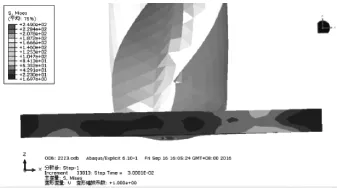
图5 出孔挤压变形

图6 出孔毛刺云图
2 仿真与实验对比
实验过程中使用数控机床采用主轴转速1 000 r/min,进给速度为250 mm/min,对6063铝合金1.5 mm薄板进行钻孔加工并进行显微观察。如图7所示(1)(2)图为入孔毛刺的整体图,(3)、(4)为毛刺的局部放大图片,毛刺尺寸大小较小,主要是在切削过程中由主切削刃的尾部形状以及螺旋槽的螺旋上升功能导致在孔的边界上形成较小的向上的毛刺。这个现象与仿真结果能较好地对应。如图8所示为出孔毛刺图片,在孔外部向下形成明显受挤压变形而未形成切削动作的大的出孔毛刺,而在除去大的毛刺之外毛刺的尺寸较小,这个现象与仿真的结果基本符合。
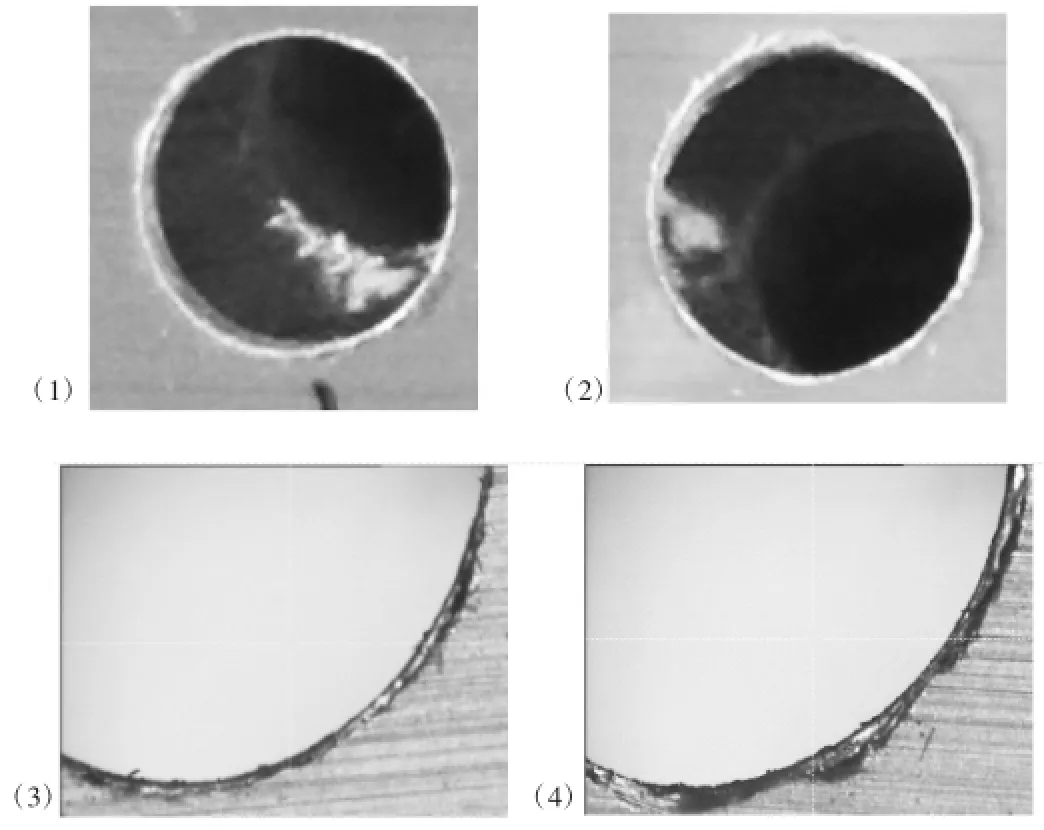
图7 入孔毛刺
TG521
A
1672-545X(2016)11-0134-02
2016-08-07
中山市科技计划项目资助(项目编号:2014A2FC293)
刘庆伦(1982-),男,山东龙口人,讲师,硕士,研究方向为机械制造技术。