基于机器视觉的数控自动编程系统开发
2017-01-09黎达成李俊铭林位麟陶建华
张 杰,黎达成,李俊铭,林位麟,陶建华
(广州大学机械与电气工程学院,广东广州510006)
制造工艺
基于机器视觉的数控自动编程系统开发
张 杰,黎达成,李俊铭,林位麟,陶建华
(广州大学机械与电气工程学院,广东广州510006)
基于机器视觉的数控加工技术综合运用机器视觉技术和数控加工技术,直接利用视觉图像数据实现数控加工编程。将机器视觉技术应用于数控加工编程技术中,构造出基于机器视觉的数控自动编程系统。通过机器视觉采集系统来获取工件图像,并对图像进行处理得到工件图元的边缘轮廓。进而将加工的边缘轮廓进行矢量化处理得到数控加工轨迹,并最终根据加工工艺参数的设定转化成数控加工程序,实现了工件的自动编程。
机器视觉;自动编程系统;矢量化处理;加工轨迹
随着数控自动编程快速发展,各种各样新CNC编程系统不断涌现。近年来,基于机器视觉的图像数据的数控自动加工编程技术正发展起来,成为一种先进的制造加工技术[1]。它结合利用了信息技术、图像处理技术和机器视觉技术,直接应用视觉图像数据实现数控自动编程加工。
本文针对数控装备的加工编程制造,结合机器视觉技术与数控技术,提出了“基于机器视觉的数控自动编程技术”的思路。通过机器视觉采集系统进行采集图像,得到点阵格式的图像文件[1-2]。再通过图像处理系统对图像进行处理,进而通过数控编程系统生成加工的代码指令,从而实现数控自动编程。
1 系统的总体设计
本文实现了基于机器视觉的数控自动编程系统的设计,系统由图像采集系统、边缘特征识别提取系统和数控自动编程子系统三大部分组成。
图像采集子系统用来对加工工件的在线采集获取实时图像,进而对系统进行标定以校正图像,以及获取工件图像在加工机床所对应的位置,为数控自动编程获取的图元特征信息特供真实坐标。
边缘特征识别提取子系统用来完成二维图像的边缘特征识别提取,将提取出的结果形成特征描述数据流;图像边缘特征提取模块将需要提取的边缘信息识别提取出来,图像矢量化模块将提取出来的边缘矢量化获取主要图元特征点信息,为后续的生成数控代码提供加工图元特征信息。
数控自动编程子系统充分利用边缘特征识别与提取的结果,完成二维加工工件的信息配置,最终生成针对数控加工机床的数控代码文件。
系统软件的总体逻辑如下:首先对加工工件进行检测获取实时图像,进行图像处理获取加工的边缘轮廓,进而将要加工的特征图元信息用DXF文件来存储和读取,然后将加工图元与固定的数控加工代码段对应,以及配置刀具信息和加工工艺信息,最后生成数控加工代码。
2 基于机器视觉的数控自动编程关键技术
2.1 边缘轮廓的提取技术
本文采用基于Canny算子的亚像素边缘提取方法来获取高精度的边缘特征。系统边缘检测结合Canny算子检测与亚像素边缘检测,相比传统的边缘检测方法,其具有如下边缘检测的优点:既具有Canny算子的边缘检测方法的对光照改变时依然鲁棒的优点,又具有了亚像素边缘提取方法的检测高精度的优势,大大提高了边缘检测的准确度和精度[3]。
鉴于此,本文应用基于二项多项式插值法来实现亚像素细分算法。如图1所示,为整个边缘检测流程。
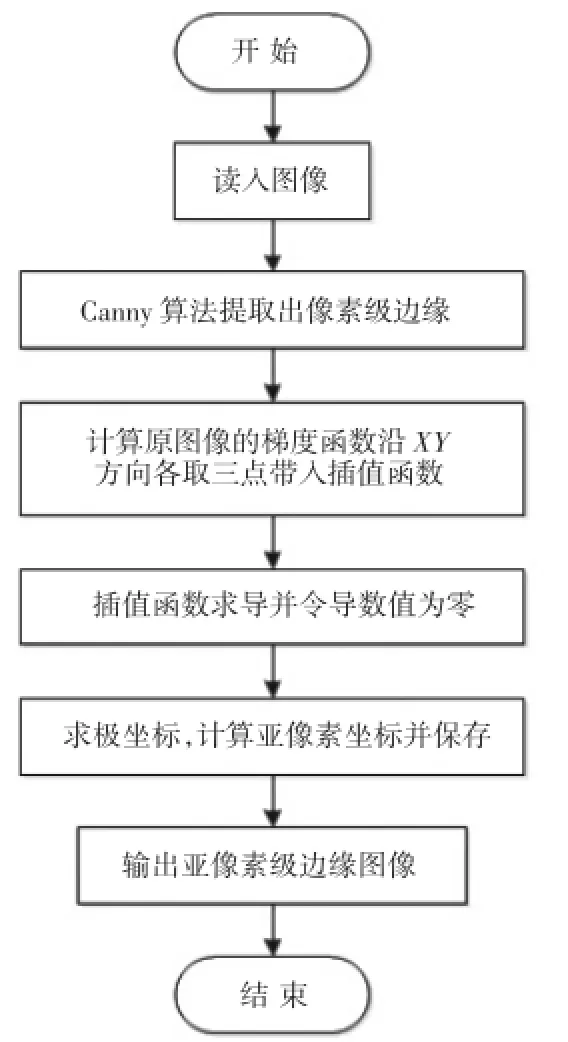
图1 边缘检测流程图
2.2 图像矢量化技术
与传统的图像矢量化不同,本文采用对图像边缘分割并拟合的矢量化方法。首先将边缘轮廓自动分割成多个部分,每一个部分都会有相对应的几何基元。然后将分割好之后的边缘轮廓进行分段拟合,使受不正确或者不准确的提取边缘点(离群值)影响更少[4]。
2.2.1 边缘轮廓分割
采用了一种多边形逼近的方法——Ramer算法进行了评估。Ramer算法先对边缘轮廓进行了递归细分,当得到的全部线段到各自相对应的轮廓段的最大距离小于某一个设定好的阈值dmax时,细分结束。如图2所示,阐明了Ramer算法是怎样工作的。

图2 Ramer算法工作原理图
2.2.2 边缘轮廓拟合
边缘轮廓分割会得到多个部分的边缘轮廓基元,然后边缘轮廓基元拟合。本文主要研究对直线和圆的拟合。
(1)对直线的拟合
本课题应用最小二乘拟合法对直线进行拟合,然后在对直线进行拟合前必须要考虑直线的表示方式,用如下公式表示:

为了能从一系列点(ri,ci),i=1,…,n中来拟合出一条直线,应用最小二乘法来拟合,要求每个点到拟合直线的距离和为最小,对每个点到这条直线的距离的平方和进行了最小化处理,应用公式如下:

最小二乘对于远离直线的离群值没有很好的鲁棒性,计算后会得到不准确的直线。对于权重值处理的不同方法,在实际的应用中,应用一个权重函数叫Huber函数,它的定义如下:

其中参数τ表示距离阈值,定义了哪些点应被视为离群值。如果点到直线的距离小于等于一个设定的阈值τ时,则赋予权重为1;如果点到直线距离大于设定的阈值τ时,权重函数就等于距离的倒数乘以阈值。这样就是当距离越远时,权重值就越小。
(2)对圆的拟合
把边缘轮廓拟合成圆或者圆弧采用跟直线拟合一样的思路:首先把边缘轮廓的每个点到拟合圆的平方距离之和为最小,对每点到这个圆的距离的平方和进行了最小化处理,应用公式如下:

在式中,(α,β)为圆心,ρ为圆的半径。与最小二乘直线拟合类似,最小二乘圆的拟合对离群值同样是不够鲁棒的。同样需要引用一个权重函数并且用它来减少离群值对拟合结果的影响。
2.3 加工工艺参数设定
要对数控加工配置参数信息库,进而根据数控系统代码的格式要求,自动生成数控加工代码。合理的工艺参数是保证数控加工质量的前提,因此加工工艺参数是数控自动编程系统的重要内容[5]。
本系统采用人机交互式输入数控加工所需的工艺参数。根据加工方法、生产率、加工精度和加工成本,可以选择不同的步长深度。
3 系统的实现与验证
3.1 系统实现
系统界面主要设计成类似Windows界面形式,并按照模块化分成几个功能模块来设计,分成了图像采集模块、加工刀路选择模块、加工参数设定模块、DXF文件读取与显示图元信息模块、数控代码显示模块等。系统的总体界面如图3所示。
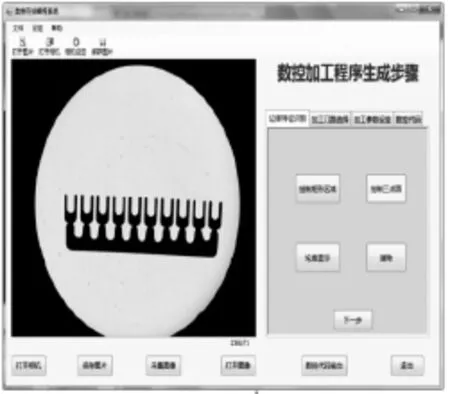
图3 系统的总体界面
3.2 验证实验
首先通过对相机的标定,获得校正畸变后的图像,同时完成图像坐标系与机床坐标系的转换。采集图像确定轮廓的加工点在机床上的坐标,然后根据加工类型选择轮廓加工。在工件上获取的一段直线与圆轮廓进行加工数控代码生成的实验分析。
以标定板标准件作为加工工件,试验选用符合系统视野范围的标定板规格,标定板是7×7圆点标志点阵列,其宽和高都是50 mm,标志点圆直径为1.56 mm,标志点中心距为6.25 mm.标定板如图4所示。
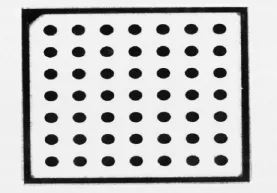
图4 标定板图像
(1)对标定板标准件进行实验分析,采集得到这副标定板的图像,然后在系统中框选定要加工的线段区域,进而获取这些线段相关的坐标。显示如图5所示。
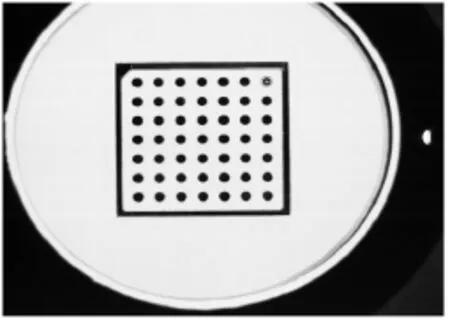
图5 边缘图元信息显示图
(2)获取这段直线和圆进行获取得到其在机床对应的坐标点。得到的直线起点坐标为(60.05,152.16),终点坐标为(103.48,153.62)。圆的圆心坐标为(96.72,136.09),半径为1.25 mm.
(3)通过设定加工参数,最后生成数控加工代码。得到的数控加工代码如下:
加工直线段代码:
T1M06
S800M03
G00X60.05Y152.16Z30
G01Z-2.20
G01X96.72Y136.09F800
G01Z30
加工圆孔的代码:
T2M06
S800M03
G00X94.75Y136.05Z30
G01Z-2.2
G03 X94.75Y136.05R1.25
G01Z30
M30
(4)将这两段数控代码一起传输到HUST数控系统中进行模拟仿真以及加工示范。HUST数控系统显示的加工轨迹仿真如图6所示。

图6 工件加工轨迹仿真图
实验分析:图6中系统平台的加工轨迹仿真图同图5系统中框选的待加工线段区域相同,证明实际加工的刀路路径正是被试验工件上应加工的线段跟圆弧。
4 结束语
本文研究一种基于机器视觉的数控自动编程技术,开发了基于机器视觉的数控自动编程系统,实现工件的自动编程功能。基于机器视觉的数控自动编程技术结合了先进的机器视觉技术与数控加工技术,将自动工件在机器视觉系统中采集获得的图像进行处理得到工件图元的相关信息。进而将加工的图元信息进一步处理得到数控加工轨迹并最终转化成数控加工程序,实现了工件的自动编程[6]。
[1]吴凤和,施法中.基于图像数据的数控自动编程系统研究与开发[J].中国机械工程,2005(17):1541-1545.
[2]张春良,何彬,陶建华,等.数控加工技术[M].北京:科学出版社,2010.
[3]杨少荣,吴迪靖,段德山.机器视觉算法与应用[M].北京:清华大学出版社,2008.
[4]李锋.机器视觉应用技术研究[D].杭州:浙江大学,2003.
[5]穆向阳,张太镒.机器视觉系统的设计[J].西安石油大学学报(自然科学版),2007(06):104-109,130.
[6]彭荣杰.图像矢量化方法研究与应用[D].武汉:华中科技大学,2006.
The Development of NC Auto Programming Aystem Based on Machine Vision
ZHANG Jie,LI Da-cheng,LI Jun-ming,LIN Wei-lin,TAO Jian-hua
(Guangzhou University School of Mechanical and Electrical Engineering,Guangzhou Guangdong 510006,China)
CNC machining technology based on machine vision combines the use of machine vision technology and CNC machining technology,and direct use of visual image data to achieve a NC programming.The technology of machine vision is applied to NC programming technology,to construct the automatic programming system of NC machine based on vision.Through the machine vision acquisition system to obtain the image of the workpiece,and the image processing to get the edge contour of the workpiece.Further the information of processing graph elements will be processed to obtain NC track and eventually converted into NC program according to the setting of processing parameters,realized the workpiece online programming.
machine vision;NC auto programming;vectorization processing;path planning
TP391
A
1672-545X(2016)11-0125-03
2016-08-14
2015年国家级大学生创新训练项目“基于机器视觉的数控编程系统的研制”(201511078015)
张杰(1990-),男,安徽人,硕士,主要从事机器视觉、数控技术的研究。