高支高密纯棉色织免烫衬衫面料的开发与生产
2017-01-06李竹君朱江波
李竹君+朱江波
摘要:高支高密纯棉色织面料经液氨整理后制成的抗皱免烫衬衫,手感轻柔滑爽,布面有真丝般的光泽,抗皱挺括,附加值高,是高档的衬衫面料。本文探讨了高支高密纯棉色织衬衫面料的设计开发及其生产,分析了生产技术难点,主要工序工艺参数及技术措施。
关键词:高支高密;纯棉;生产工艺;免烫;衬衫面料
中图分类号:TS106 文献标志码:A
The Development and Production of High-count & High-density Pure Cotton Yarn-dyed Iron-free Shirting
Abstract: After liquid ammonia finish, high-count & high-density pure cotton yarn-dyed fabric can be made into crease-resistant iron-free shirting with soft, smooth and crispy handle, silky shade on fabric surface and high value-added, which is an ideal fabric for making high-grade shirt. The paper discussed the design and production of high-count & high-density pure cotton yarn-dyed shirting, and analyzed the key technical points, process parameters and technical measures in production.
Key words: high-count & high-density; pure cotton; production process; iron-free; shirting
轻薄舒适是高档色织面料的发展趋势,近年来,纯棉衬衫面料开发采用更高的纱支与更大的密度,推动纯棉织物向高档化、多元化方向不断发展。我们开发了一系列高支高密纯棉织物,经液氨整理后制成抗皱免烫衬衫,手感轻柔舒适,布面具有真丝般的光泽,抗皱挺括,舒适性好,大大地提高了品质与档次,深受国内外消费者的青睐。
1 产品规格
纯棉高支高密色织衬衫面料系列规格如表 1 所示。
2 生产难点分析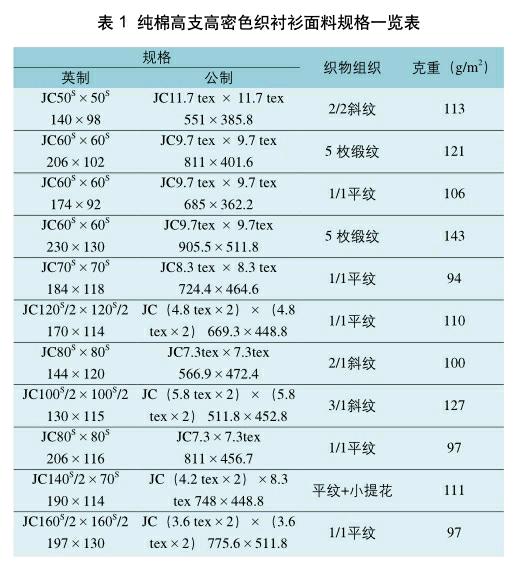
高支高密织物一直是生产难度较大的品种,尤其是经纬纱线均在Ne 80以上时,在整经、浆纱、织造、修织等工序的生产难度更大。生产难点主要有:(1)高支高密织物由于纱号细、单纱强力较低,对原纱质量要求更高。(2)因单纱强力较低,在整经上百根纱万米断头率会明显升高,需要解决整经断头的问题。(3)因单纱强力较低,要求上浆时应有一个合适的上浆率,以增加纤维间的抱合力和纱线强力;经密大,织物总经根数多,浆纱覆盖系数增大,分绞、缠纱、倒并绞增多。因此,要选用性能先进的浆纱机,配置合理浆纱工艺参数。(4)因织物密度大、紧度高、总经根数多,织造过程中经纱摩擦和缠绕增加,纱线断头造成经向停台。高密度品种织造时毛羽粘连、开口不清,使布机断经增加,影响布面外观质量和生产效率;此外,高支色纱强力降低、吸浆快、张力控制难,在上浆过程中不能褪色,故浆料的选择、浆纱配方和上浆工艺参数应合理配置。
3 原纱指标
高支高密色织面料因经纬密度大、纱支细,浆纱与织造难度都较大,因此,为保证织物质量和织造效率,必须选用优质棉纱,如JC11.7 tex原棉配棉采用23.5%新疆长绒棉,JC9.7 tex原棉配棉采用40.9%新疆长绒棉,使其质量水平达到2001乌斯特公报25%左右水平。严格控制原纱质量,着重控制原纱的条干CV值、单纱断裂强度、单强CV值、粗节、细节、棉结等指标,尤其是条干CV值、单强CV值、细节水平至关重要。原纱质量指标见表 2。
4 主要工序工艺参数及技术措施
4.1 络筒
采用AC338型自动络筒机。络筒时纱线通道要清洁、光滑,断头自停装置良好。降低纱线在退绕过程中与设备之间的摩擦,防止毛羽增加。络筒工艺原则为低速度、轻张力、小伸长、保弹力,主要工艺参数如下:车速1 000 r/min,卷绕密度0.4 ~ 0.45 g/cm3。电清工艺:N(棉结)通道250%,S(短粗)通道截面增量150%、长度2.5 cm,L(长粗)截面增量40%,长度40 cm,T(长细)通道截面增量-30%、长度60 cm,张力器示数12。捻接器参数设定:解捻气压0.5 MPa,加捻气压0.5 MPa。
4.2 整经工序
经轴质量好坏是后道浆纱工序顺利进行的保证。整经机型为贝宁格整经机。整经应做到“三均匀”:张力均匀、排列均匀、卷绕均匀。经纱张力是否均匀是经轴质量的关键,包括单纱张力适度、片纱张力均匀一致。高支纱的单纱强力小,纱线伸长及弹性回复性较差,在满足经纱卷绕密度的前提下,整经张力偏小为宜,用较低速度,同时适当降低卷绕密度。为防止松边,布边经纱张力适当加大。具体工艺如下:整经速度600 m/min,张力棒隔距 5 mm,张力棒打开延时2 s,夹纱片开启延时 1 s。经纱断头后正确找头,结头要好,无绞头。控制百根纱线万米断头在 1 根以下,经轴好轴率达到98%以上。
4.3 浆纱工序
对高支高密品种的经纱上浆,选用性能先进的双浆槽浆纱机,故选用了贝宁格浆纱机。贝宁格浆纱机精细控制能力好,可使双浆槽的工艺参数保持一致,上浆效果更均匀。高支高密织物因纱支细、强力低、横截面积小,纱线渗透差。色纱在经过前处理煮漂及染色后,纱线强力进一步降低,强力不匀率增大,弹性变差,手感发涩,脆性增加,毛效变差,吸浆能力下降。此外,经松式络筒和倒筒后的纱线有害毛羽增加约400%。高密品种总经根数多,纱线排列紧密,浆纱覆盖系数大,多数都超过50%,因而对于高支高密产品来讲,浆纱的重点应是保证浆纱的耐磨性能、贴伏纱线表面毛羽,因此应选用流动性好、粘附性强、热粘度稳定的高浓低粘型浆料,提高浆液含固量的同时,兼顾渗透和被覆。
浆纱工艺参数配置方面,应合理配置浆纱过程中的压浆力、各区的张力、伸长率、浆槽温度和烘筒温度,确保浆纱达到良好效果。压浆辊压力:采用中压上浆,满足渗透并兼顾被覆,保证浆膜的完整性,压浆力配置先轻后重,提高浆纱的耐摩擦能力。退线张力在保证经纱退绕时不产生扭结和绞头的前提下尽可能小。喂入张力在满足纱线排列均匀、正常运行的条件下力求达到小伸长。第一浆槽湿区张力应大于第二浆槽湿区张力,减少两层纱线因浆槽位置不同产生的张力不一致,保证在相同张力下同时到达合并烘筒。干区张力设置应保证纱线顺利分绞,减少毛羽,开口清晰,断头少,控制卷绕密度,将剩余伸长留给布机。
浆料配方(以JC70S×70S 184×118为例):PR–Su37 kg,CP–L 37 kg,变性淀粉 37 kg,KT 6 kg,YL 1 kg。
浆纱工艺参数:浆液粘度 9 s,浆槽温度93 ℃,车速55 m/min,浆槽含固量15.5%,上浆率18.9%,回潮率10%,主压浆力25 kN,伸长率0.8%,压纱辊压力3 800 N,干区张力2 800 N,退绕张力680 N,卷绕张力5 000 N,预烘温度135 ℃,烘燥温度120 ℃。对于深色品种,浆槽温度可适当降低,避免纱线掉色。经上浆后,纱线增强率24%,减伸率10.6%,毛羽(3 mm以上)降低率70%。
4.4 穿综工序
穿综的钢筘、综丝、停经片应光洁、无毛刺。严格执行操作规程,控制空停经片、空综丝、空箱、叠筘等,减少因操作不当造成的多头、绞头,保证穿综质量。高支高密品种因织物经密大,为减少织造时相邻经纱摩擦次数,减少经纱在停经条上互相纠缠导致的断纱,经纱可采用飞穿法,停经片穿法由普通的顺穿123456改为11、22、33、44、55、66并穿法,有效降低经纱断头率。
4.5 织造工序
织机为必佳乐织机。上机开口量要小,在保证引纬顺利的情况下,上机张力以小为宜。具体工艺参数:车速450 r/min,开口时间299 ,主喷时间76 ,纬纱到达时间245 ,开口量76 mm/4,后梁高度20 mm,机上张力4 500 N。车间温度控制在24 ~ 27 ℃之间,相对湿度为75% ~ 79%。织造时出现的倒断头和绞头应及时理顺,保证织轴质量。采用以上工艺上机生产,织机效率87%以上,10万纬经停4.5次,10万纬纬停10次,下机布面质量达到要求。
4.6 后整理
后整理工艺流程:烧毛→退浆→液氨整理→树脂定形→焙烘→回洗→定形→预缩→检验打包。
纯棉织物抗皱性差,容易变形,为提高产品附加值,后整理采用了潮交联+液氨整理。潮交联免烫整理是在低温和强酸催化条件下,在一定的含潮率时,采用大量低温交联树脂与纤维素分子进行温和的反应,使纤维素大分子相互交联。该工艺对温度特别敏感,需严格控制温度,温度过高,树脂与纤维反应剧烈,强力下降大;温度过低,树脂与纤维反应太慢,在一定时间内无法充分反应,导致外观等级差。潮交联后要进行充分水洗,通常要水洗 5 次,以去除游离甲醛。液氨是将常温下气态的氨冷却到-33.4℃以下变为液态氨,液氨的表面物理状态同水一样,易于流动,但其粘度和表面张力比较低,极具渗透性。
纯棉面料经液氨整理后具有以下特点:
(1)织物吸湿性增强;
(2)织物手感更加柔软且富有弹性、效果持久;
(3)光泽更加明亮;
(4)缩水率大大降低;
(5)织物抗皱性好,具有一定的免烫效果。
液氨处理后含碱量较高,通常需要加强水洗,中和pH值在 6 左右,以保证免烫整理的效果和甲醛含量的合格。
潮交联结合优良的液氨整理工艺,使整理后的织物具有优良的防皱免烫效果和良好的回弹性、平整度,并且对织物的强力损伤也较小。
5 结语
(1)高支高密产品的纱线质量至关重要,必须保证纱线的强力和强力不匀及条干值,这是提高浆纱质量和织造效率的保证。
(2)高支高密织物的浆纱应采用高压、高浓、低粘、小伸长的工艺路线,浸透和被覆并重,保证浆膜强度及纱线韧性,满足织造要求。
(3)潮联胶整理和液氨整理彻底消除纤维中的内应力,改善了面料的功能性。整理后的织物即使经过多次水洗,衬衫也不会呈现僵硬的状态,越洗越软,达到了免烫效果。
参考文献
[1] 李竹君. 色织物的生产及工艺[J]. 纺织导报,2010(12):15-17.
[2] 谭艳,甘志红,徐卫东. 细特高密全棉色织物的生产实践[J]. 上海纺织科技,2011(9):37-39.
[3] 郭学先. 提高浆纱质量的几点体会[J]. 山东纺织科技,2012(6):21-23.
[4] 朱江波,李竹君. 棉羊绒色织免烫面料的设计与开发[J]. 纺织导报,2016(2):50-52.
[5] 董旭烨,李竹君. 一种具备免烫功能的XLA弹力色织面料的生产工艺开发研究[J]. 纺织导报,2015(12):38-40.
