丝棉交织提花织物活性染料两浴法染色研究
2017-01-05杜国栋崔新昌魏庆刚王秀娣韩耀攀
杜国栋, 崔新昌, 魏庆刚, 王秀娣, 韩耀攀, 赵 杰
(淄博大染坊丝绸集团有限公司,山东 淄博 255000)
研究与技术
丝棉交织提花织物活性染料两浴法染色研究
杜国栋, 崔新昌, 魏庆刚, 王秀娣, 韩耀攀, 赵 杰
(淄博大染坊丝绸集团有限公司,山东 淄博 255000)
丝棉交织提花织物作为中高档床品面料,备受消费者青睐,但对其染色时存在着竞染的问题。为了减少永光H型活性染料对真丝纤维的“沾色”,提高兰纳素活性染料对真丝纤维染色色牢度,采用活性染料两浴法对丝棉交织提花织物进行染色,并研究了染料、元明粉、碳酸氢钠及碳酸钠质量浓度对真丝纤维沾色色差和染色色牢度的影响。结果表明,通过活性染料二浴法工艺,分别选用永光H型活性染料对棉纤维进行染色,兰纳素活性染料对真丝纤维进行染色,同时,控制好染料质量浓度,可以实现丝棉交织提花织物双色异彩效果,各项色牢度优良。
丝棉交织;H型活性染料;沾色;兰纳素染料;色牢度
丝棉提花织物由真丝纤维(特指桑蚕丝)与棉纤维交织而成。真丝纤维是天然蛋白质纤维,含有人体所需的18种氨基酸,素有“纤维皇后”和“人体第二肌肤”的美誉[1-2],真丝织物外观轻盈、飘逸,护肤、保健。棉纤维是天然纤维,不含化学添加剂,绿色、环保,舒适、保暖。丝棉交织提花织物集桑蚕丝与棉纤维的优点于一体,改善了真丝织物在尺寸稳定性、耐磨性、抗皱性方面的不足[3]。通过对丝、棉两种纤维用不同染料染色,上染不同的颜色,整个提花织物手感柔软、光泽柔和、图案清晰、双色异彩,作为中高档床品面料,备受消费者青睐。
丝棉交织提花织物虽然市场俏销,但近年来对染色工艺的研究并不多。在相关领域,马旭红[4]探讨了绢丝/T400长丝交织物的织造生产工艺;专利CN 200810244375[5]以纯棉作经、以真丝和T400混纺纱作纬,提供了一种筒子纱染色、织造、后整理方法;梅士英等[6]概述了真丝/涤纶纺织品的染色方法;梁小琴等[7]研究了酸性染料易染氨纶/锦纶的同色染色工艺;唐人成[8-9]探讨了两浴法对真丝/涤纶交织物染色,并探讨了一浴二步法染色工艺及染料对真丝组分沾色的根本原因。但丝棉交织提花织物的面料染色性能与以上织物有明显的不同,这些染色工艺虽然可以参考,但不能直接应用。目前,工厂对丝棉提花织物多采用活性/中性染料二浴二步法工艺:第一步用活性染料染棉纤维,俗称“打底”色;第二步用中性染料染真丝纤维,俗称“套色”。通过活性/中性染料二浴二步法染色,实现丝棉提花织物双色异彩的效果。但是,二浴二步法主要存在以下不足:1)中性染料用于真丝纤维“套色”时,中深色色牢度较差。2)棉纤维“打底”色过程中,活性染料有少部分上染真丝纤维,造成“沾色”,限制了中性染料对真丝纤维套色。“沾色”严重时,棉、丝两种纤维色相接近,无法实现织物双色异彩的效果。3)中性染料真丝纤维“套色”工艺,色谱受到限制,不能完全展现丝棉提花织物的设计风格。
针对上述问题,本文基于两浴法,通过染料的选择,对丝棉提花织物的染色工艺进行研究。首先,采用永光H型活性染料对棉纤维“打底”色,研究了H型活性染料质量浓度对真丝纤维沾色的影响,以期减少在“打底”色过程中活性染料对真丝纤维的“沾色”;其次,选用亨斯迈兰纳素活性染料对真丝纤维进行“套色”,碳酸氢钠作固色碱剂,以期提高中深色色牢度,实现异彩效果。
1 试 验
1.1 材料与仪器
面料:丝棉交织提花织物(淄博大染坊丝绸集团),经线为22.22/24.44 dtex×2桑蚕丝,密度110根/cm;纬线为97.18 dtex(60S)棉纱,密度49根/cm。
化学药剂:碳酸钠、元明粉、碳酸氢钠、醋酸等(工业级,市售),皂洗剂SN-45(工业级,无锡德冠化工);匀染剂DLP(工业级,拓纳化学)。
活性染料:永光活性红H-E7B、黄H-E4R、蓝H-ERD(台湾永光化学),兰纳素红6G、黄4G、蓝3G(亨斯迈化学)。
仪器:BS110S电子天平(赛多利斯天平有限公司),XW-SQR恒温数显丝绸打样机(靖江新旺染整设备厂),Y57B1型摩擦色牢度仪(宁波纺织仪器厂),Macbeth Judge II型对样灯箱(爱色丽),便携式pH测试计。
1.2 方案设计
1.2.1 H型活性染料棉纤维染色工艺
控制染色浴比为1︰30,在染液中加入H型活性染料、1 g/L匀染剂DLP及元明粉,升温至80 ℃,恒温染色,染色15 min后加入碳酸钠,继续保温染色45 min。染色样温水洗,醋酸洗(1 g/L),皂洗(皂洗剂1 g/L),熨干。
以H型活性染料质量浓度进行正交试验。为便于筛选,对红、黄、蓝每个单色染料分别进行试验,确定染料、元明粉、碳酸钠质量浓度3个因素,每个因素确定5个水平,即活性红H-E7B质量浓度0.08~0.5 g/L,活性黄H-E4R质量浓度0.08~0.5 g/L,活性蓝H-ERD质量浓度0.02~0.08 g/L;每组对应元明粉质量浓度10~50 g/L,碳酸钠质量浓度3~20 g/L,共做三组3因素5水平L25(35)正交试验,按工艺染色,比对沾色色差。
1.2.2 兰纳素染料真丝纤维染色工艺
控制染色浴比为1︰30,在染液中加入兰纳素活性染料、1 g/L匀染剂DLP及元明粉,升温至80 ℃,恒温染色,染色15 min后加入碳酸氢钠,继续保温染色45 min。染色样温水洗,醋酸洗(1 g/L),皂洗(皂洗剂1 g/L),熨干。
以兰纳素染料(做一拼色)质量浓度进行正交试验,确定染料、元明粉、碳酸氢钠质量浓度3个因素,每因素确定5个水平,即兰纳素染料质量浓度0.17~0.83 g/L,元明粉质量浓度20~60 g/L,碳酸氢钠质量浓度3~20 g/L,做3因素5水平L25(35)正交试验,按工艺染色,测试色牢度。
1.2.3 真丝纤维沾色色差评定
人眼目测法,在对色灯箱内45°视角,按GB 251—1995《评定沾色用灰色样卡》评定。
1.2.4 色牢度测试
耐摩擦色牢度按GB/T 3920—2008《纺织品 色牢度试验 耐摩擦色牢度》、耐酸碱汗渍色牢度按GB/T 3922—2013《纺织品 色牢度试验 耐汗渍色牢度》、水洗色牢度按GB/T 5713—2013《纺织品 色牢度试验 耐水色牢度》标准测试。
2 结果与分析
2.1 永光H型活性染料对真丝纤维沾色的色差
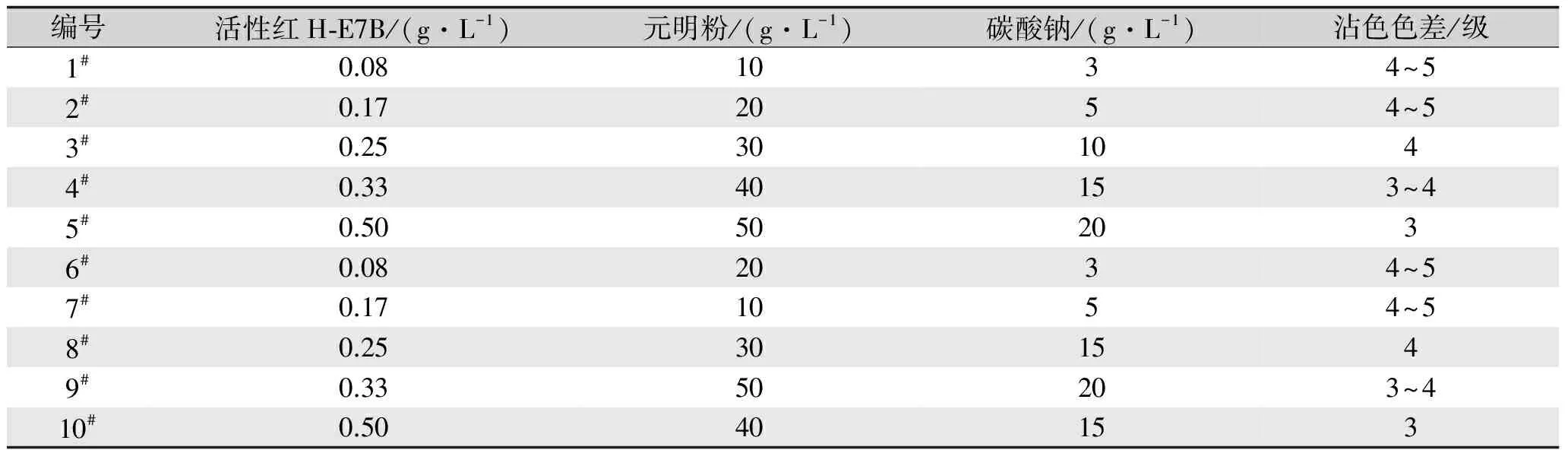
分别选用活性红H-E7B、活性黄H-E4R和活性蓝H-ERD三类中深色染料对棉纤维“打底”色,研究永光H型活性染料对真丝纤维的沾色色差。依据3因素5水平L25(35)正交试验,选取典型的10个色样,活性红H-E7B质量浓度与真丝纤维沾色色差的结果如表1所示,1#和5#织物照片如图1所示。
表1 活性红H-E7B质量浓度对沾色色差的影响
Tab.1 The effect of the concentration of reactive red H-E7B on the staining color difference
编号活性红H⁃E7B/(g·L-1)元明粉/(g·L-1)碳酸钠/(g·L-1)沾色色差/级1#0.081034~52#0.172054~53#0.25301044#0.3340153~45#0.50502036#0.082034~57#0.171054~58#0.25301549#0.3350203~410#0.5040153
从表1可以看出,随红H-E7B在纤维上质量浓度的增加,棉纤维染色过程中对真丝纤维的沾色逐渐增加,色差逐渐降低。这主要是因为永光活性红H-E7B对棉纤维的直接性要高于真丝纤维,因此,在棉纤维染色过程中,棉纤维上染率要远远高于真丝纤维,所以真丝纤维的沾色少;当活性染料质量浓度减少的时候,真丝纤维上的质量浓度也相对较小,所以沾色较少;随着染料质量浓度的增加,染料上染真丝纤维的质量浓度也随之增加,导致真丝纤维的沾色逐渐增加,色差逐渐降低。同时,图1表明,当对棉纤维进行染色后,真丝纤维的沾色较少。
从表1还可以看出,元明粉质量浓度在20~50 g/L时对真丝纤维的沾色影响不大;碳酸钠质量浓度在5~20 g/L时对真丝纤维的沾色影响不大,但考虑到真丝纤维耐酸不耐碱的特性,碳酸钠质量浓度不宜超过10 g/L。
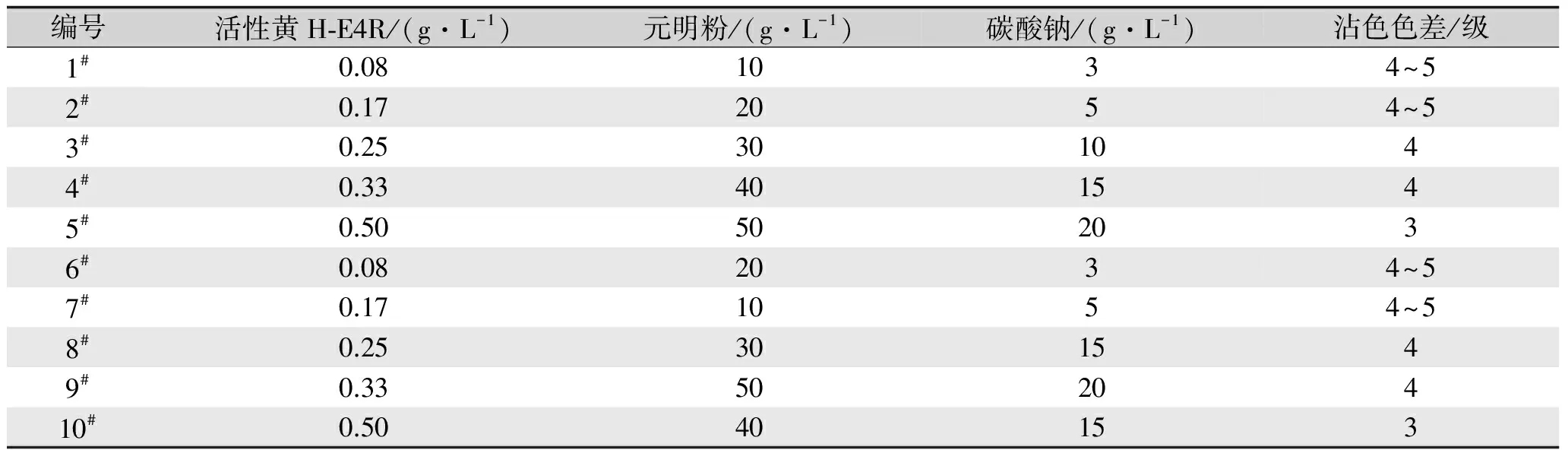
依据3因素5水平L25(35)正交试验,选取典型的10个色样,活性黄H-E4R质量浓度与真丝纤维沾色色差的结果如表2所示,1#和5#织物照片如图2所示。
表2 活性黄H-E4R质量浓度对沾色色差的影响
Tab.2 The effect of the concentration of reactive yellow H-E4R on the staining color difference
编号活性黄H⁃E4R/(g·L-1)元明粉/(g·L-1)碳酸钠/(g·L-1)沾色色差/级1#0.081034~52#0.172054~53#0.25301044#0.33401545#0.50502036#0.082034~57#0.171054~58#0.25301549#0.335020410#0.5040153

图2 选用活性黄H-E4R时1#和5#织物照片Fig.2 Pictures of 1# and 5# products when select and use reactive yellow H-E4R
从表2可以看出,随活性黄H-E4R质量浓度的增加,对真丝纤维沾色增加的影响与活性红H-E7B很相似,只有4#、8#色样沾色比活性红H-E7B大约高半级。这是因为两种染料的活性基团一致,母体结构相似所致。
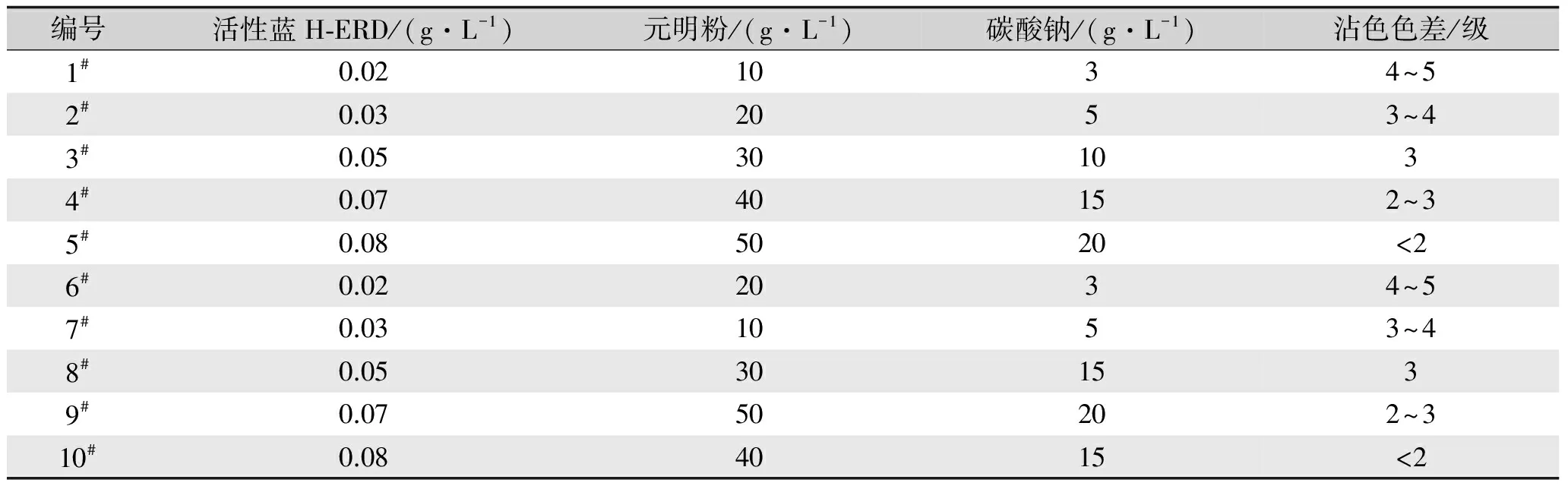
依据3因素5水平L25(35)正交试验,选取典型的10个色样,活性蓝H-ERD质量浓度与真丝纤维沾色色差的结果如表3所示,1#和5#织物照片如图3所示。
表3 活性蓝H-ERD质量浓度对沾色色差的影响
Tab.3 The effect of the concentration of reactive blue H-ERD on the staining color difference
编号活性蓝H⁃ERD/(g·L-1)元明粉/(g·L-1)碳酸钠/(g·L-1)沾色色差/级1#0.021034~52#0.032053~43#0.05301034#0.0740152~35#0.085020<26#0.022034~57#0.031053~48#0.05301539#0.0750202~310#0.084015<2
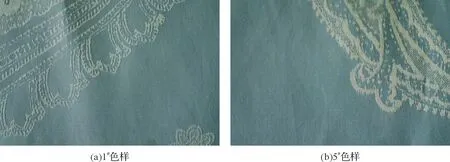
图3 选用活性蓝H-ERD时1#和5#织物照片Fig.3 Pictures of 1# and 5# products when select and use reactive blue H-ERD
从表3可以看出,随活性蓝H-ERD染色质量浓度增加,在真丝纤维上的沾色增加很快,染料质量浓度即使仅有少量增加,在真丝纤维上沾色色差也降低很多,与活性红H-E7B、活性黄H-E4R沾色色差逐渐降低的情况有很大差异。这是因为活性蓝H-ERD的染料母体为蒽醌结构,相对分子质量很大,对真丝纤维也会有很强的直接性,亲和力也大,所以在棉纤维染色时,很容易在真丝纤维上沾色。
元明粉、碳酸钠的质量浓度对真丝纤维沾色的影响,与活性红H-E7B、活性黄H-E4R相同。
2.2 兰纳素活性染料对真丝纤维进行“套色”
依据3因素5水平L25(35)正交试验,选取典型的10个色样,兰纳素染料真丝纤维染色的色牢度如表4所示。
表4 兰纳素染料质量浓度对染色牢度的影响
Tab.4 The effect of concentration of Lana sol dyes on the color fastness
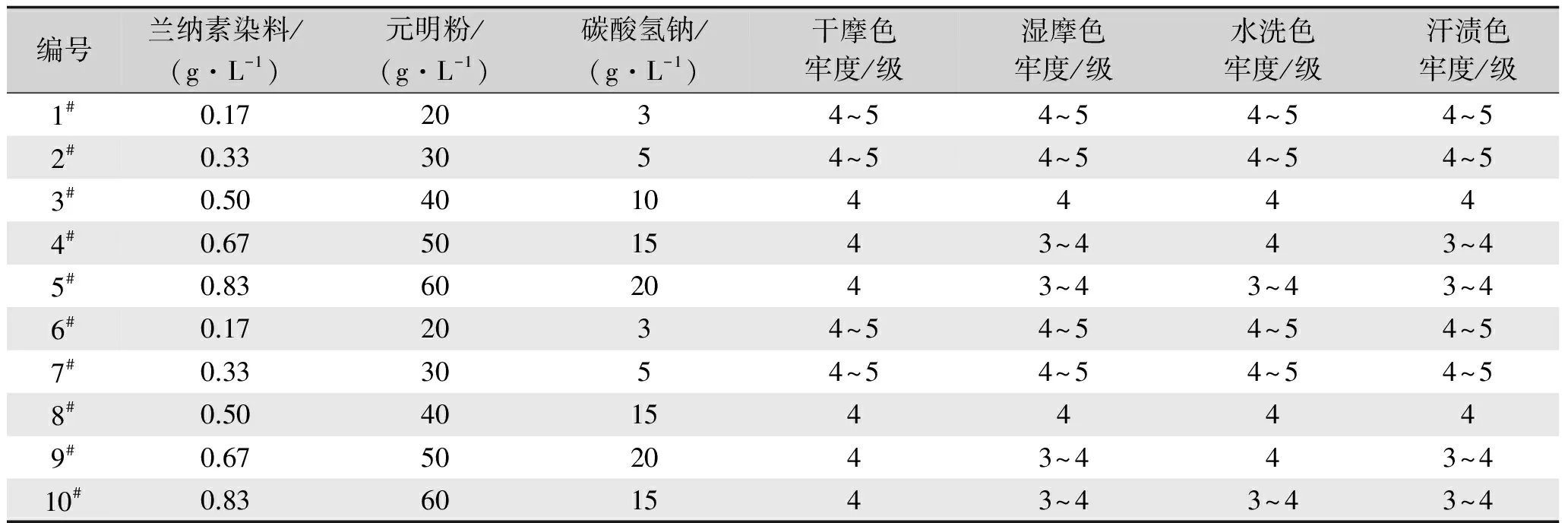
编号兰纳素染料/(g·L-1)元明粉/(g·L-1)碳酸氢钠/(g·L-1)干摩色牢度/级湿摩色牢度/级水洗色牢度/级汗渍色牢度/级1#0.172034~54~54~54~52#0.333054~54~54~54~53#0.50401044444#0.67501543~443~45#0.83602043~43~43~46#0.172034~54~54~54~57#0.333054~54~54~54~58#0.50401544449#0.67502043~443~410#0.83601543~43~43~4
从表4可以看出,兰纳素染料[10]染真丝纤维时,用碳酸氢钠做固色碱剂,染中深色具有优良的染色牢度。这是因为这类染料的主要活性基团是二氟一氯嘧啶,该活性基反应活泼性高,有较好的固色率,它与真丝纤维的结合键有很好的耐酸、耐碱稳定性,在染色过程中的水解倾向很低,并且嘧啶环上的两个氟原子都能与真丝纤维上的官能团反应,所以染料与纤维结合的共价键不易断裂,因而各项色牢度较高[2]。
从表4还可以看出,元明粉质量浓度在20~60 g/L时对色牢度的影响不大,但是结合染料厂家应用指南介绍,特别是兰纳素黄4G,当元明粉质量浓度低于25 g/L时,它的上染率会大大降低,所以综合考虑元明粉的质量浓度以40~60 g/L为宜。
由于二氟一氯嘧啶活性基反应活泼性高,在较低的pH值下就可以反应,色牢度符合要求,所以采用碳酸氢钠(质量浓度10 g/L,pH值8.35)做固色碱剂,适应真丝纤维耐酸不耐碱的天然属性,保持织物最佳性能。避免在pH值较高(用碳酸钠固色)的条件下,对真丝纤维造成二次损伤,质量浓度以5~10 g/L为宜。
3 结 论
1)永光H型活性染料用于丝棉交织提花织物两浴法工艺棉纤维染色,对真丝纤维沾色随染料质量浓度变化很大。活性红H-E7B染料质量浓度小于0.17 g/L、活性黄H-E4R染料质量浓度小于0.17 g/L、活性蓝H-ERD染料质量浓度小于0.02 g/L,对真丝纤维几乎不沾色,丝棉交织提花织物二浴法染色,呈现双色异彩效果,真丝纤维色彩选择不受限制,可以完全展现;活性红H-E7B染料质量浓度大于0.50 g/L、活性黄H-E4R染料质量浓度大于0.50 g/L、活性蓝H-ERD染料质量浓度大于0.08 g/L,对真丝纤维沾色很重,丝棉交织提花织物二浴法染色双色异彩效果差,真丝纤维色彩选择受到限制,真丝纤维只能选择与棉纤维相同或者相邻的色彩,并且要比棉纤维染色深度大。元明粉质量浓度以20~50 g/L,碳酸钠质量浓度以5~10 g/L为宜。
2)兰纳素活性染料用于丝棉交织提花织物的真丝纤维染色,染料质量浓度小于0.33 g/L,各项色牢度4~5级,染料质量浓度小于0.83 g/L,各项色牢度3~4级。元明粉质量浓度以40~60 g/L,碳酸氢钠质量浓度以5~10 g/L为宜。
3)丝棉交织提花织物选用永光H型活性染料染棉纤维、兰纳素活性染料染真丝纤维,控制好染料质量浓度,可以实现丝棉交织提花织物双色异彩效果,各项色牢度优良。
[1]王晓芳,王彩,吴岚,等.真丝/T400新弹缎脱胶染色一浴法工艺研究[J].丝绸,2016,53(4):18-24. WANG Xiaofang, WANG Cai, WU Lan, et al. Study on one bathe process of degumming & dyeing of the silk/T400 interwoven fabric[J]. Journal of Silk,2016,53(4):18-24.
[2]谢松阳,金子敏,樊明山,等.桑蚕丝无缝针织物热湿舒适性能研究[J].丝绸,2016,53(3):9-10. XIE Songyang, JIN Zimin, FAN Mingshan, et al. Study on thermal-wet comfort performance of mulberry silk seamless knitted fabric[J]. Journal of Silk,2016,53(3):9-10.
[3]张庆华,王琛,王梅.蚕丝纤维及其改性的最新研究进展[J].丝绸,2012,49(5):16-20. ZHANG Qinghua, WANG Chen, WANG Mei. Progress of the latest research on modification of silk fiber and its products[J]. Journal of Silk,2012,49(5):16-20.
[4]马旭红.绢丝/T400长丝交织物的生产工艺[J].棉纺织技术,2012,40(8):53-54. MA Xuhong. Production of spun silk and T400 filament union fabric[J]. Cotton textile Technology,2012,40(8):53-54.
[5]唐文君,姚金龙,徐小萍,等.棉真丝T400交织物及其生产方法:ZL200810244375.7[P].2009-05-20. TANG Wenjun, YAO Jinlong, XU Xiaoping, et al. Fabrics made of cotton, silk and T400 and its production method: ZL200810244375.7[P].2009-05-20.
[6]梅士英,唐人成.新型多组分纤维纺织品染整:12[J].印染,2010(2):45-48. MEI Shiying, TANG Rencheng. Dyeing and finishing of a new type of multi component fiber textile: 12[J]. Dyeing & Finishing,2010(2):45-48.
[7]梁小琴,吴志宇,林俊雄.酸性染料易染氨纶/锦纶的同色染色工艺研究[J].现代纺织技术,2016,24(5):34-38. LIANG Xiaoqin, WU Zhiyu, LIN Junxiong. Study on one bath dyeing process of acid dyes easy dyed spandex/nylon mixture[J]. Advanced Textile Technology,2016,24(5):34-38.
[8]唐人成.蚕丝/涤纶微纤维交织物的一浴精练和染色[J].苏州丝绸工学院学报,1996(3):47-54. TANG Rencheng. One bath scouring and dyeing of woven fabric made of silk and polyester fiber[J]. Journal of Suzhou Silk Industry College,1996(3):47-54.
[9]唐人成,赵建平,夏永林.分散染料对丝/涤交织物蚕丝组分的沾色[J].纺织学报,2004,23(6):15-17. TANG Rencheng, ZHAO Jianping, XIA Yonglin. Staining of disperse dyes to silk component of silk/polyester[J]. Journal of Textile Research,2004,23(6):15-17.
[10]戴超.最新染料使用大全[M].北京:中国纺织出版社,1996:389-392. DAI Chao. A Complete & Newest Volume on Application for Dyestuffs[M]. Beijing: The Textile Press of China,1996:389-392.
Study of reactive dyes and two-bath process on silk cotton interwoven jacquard fabrics
DU Guodong, CUI Xinchang, WEI Qinggang, WANG Xiudi, HAN Yaopan, ZHAO Jie
(Zibo Daranfang Silk Group Co.,Ltd., Zibo 255300, China)
Silk cotton interwoven jacquard fabrics, as medium and high grade bedding fabrics, are favored by consumers, but it exist some competitive effect during dyeing progress. In order to decrease the “staining” of H type reactive dyes and improve the color fastness of Lana sol dyes on silk fiber, this paper adopted the reactive dyes and two-bath method to dye silk cotton interwoven jacquard products, the influence of the amount of dyes concentration, anhydrous sodium sulfate, baking soda and sodium carbonate on the chromatic aberration and color fastness of silk fiber were studied. The results indicate that the silk cotton interwoven jacquard products using reactive dyes and two-bath method, in which the cotton fiber is dyed by H type reactive dyes and the silk fiber is dyed by Lana sol dyes, could reach double color effect of extraordinary splendor and excellent color fastness while the dyes concentration was strictly controlled.
silk cotton interwoven; H type reactive dyes; staining; Lana sol dyes; color fastness
10.3969/j.issn.1001-7003.2016.12.002
2016-11-24;
2016-12-06 作者简介: 杜国栋(1966_),男,工程师,主要从事丝绸染整方面的研究。
TS193.632
A
1001-7003(2016)12-0006-06 引用页码: 121108