Experimental study on microwave curing of glassfiber filament-wound composites①
2017-01-05CHANGXinlongMARenliZHANGXiaojunLIAOYingqiangYUEChunguo
CHANG Xin-long,MA Ren-li,ZHANG Xiao-jun,LIAO Ying-qiang,YUE Chun-guo
(1.Department of Power Engineering,Xi’an Hi-Tech Institute,Xi’an 710025,China;2.Xi’an Aerospace Composites Research Institute,Xi’an 710025,China)
Experimental study on microwave curing of glassfiber filament-wound composites①
CHANG Xin-long1,MA Ren-li1,ZHANG Xiao-jun1,LIAO Ying-qiang2,YUE Chun-guo1
(1.Department of Power Engineering,Xi’an Hi-Tech Institute,Xi’an 710025,China;2.Xi’an Aerospace Composites Research Institute,Xi’an 710025,China)
Experimental study was carried out on the glass fiber filament-wound composites with microwave(MW)curing technique.The curing behavior,microstructure and mechanical properties of the cured composites were investigated by differential scanning calorimeter(DSC),fourier transform infrared spectrum(FT-IR),scanning electron microscope(SEM)and mechanical testing.The obtained results were compared with those of conventional thermally cured composites.The study shows that MW curing could dramatically enhance the curing rate and a 81% cure cycle time reduction is achieved. MWs do not initiate any new chemical reaction during the curing process and composites using both curing methods show similar glass transition temperature(Tg). Moreover,the MW cured composites exhibit 5% higher tensile strength,comparable interlaminar shear strength(ILSS)and interfacial bonding properties compared with thermally cured counterparts.Furthermore,lower dispersion of mechanical properties is also found for MW cured composites.
microwave curing;glass fiber;epoxy resin;composites;mechanical property
0 Introduction
Over the past years,fiber reinforced polymer composites have gained great interest in many industry areas,mainly due to their high strength-to-weight and stiffness-to-weight ratios,as well as better corrosion resistance and fatigue resistance performance[1].These excellent properties also lead to the wide use of polymer composites in aerospace and aircraft[2].Filament-wound composites is a typical application form of polymer composites,which have been widely used for manufacturing composite pressure vessel,air gas cylinder and solid rocket motor(SRM)structure,etc.The use of filament-wound composites for SRM can significantly reduce the weight of SRM but enhance the physical and mechanical properties of the structure,which plays an important role in improving the quality of SRM.Moreover,the filament-wound composite pressure vessels used in the present project field also exhibit some advantages including high operating pressure,light weight and better safety and reliability.
Conventional thermal curing technique,which heats the material relying on heat transfer through conduction and convection,has been employed to fabricate polymer composites for many years.However,the wider application of composites in more areas was restricted due to its high operational costs and long processing cycle.Therefore,a new cost-effective processing technique should be developed for curing the polymer composites.Compared with conventional thermal curing technique,microwave(MW)curing technique,one of such potential techniques has the characteristics of rapid heating rate,selective and volumetric heating,energy saving(easy controllability and high curing efficiency[3-5].Due to these superiorities,MW curing is even incorporated into the resin transfer moulding(RTM)technique[6-7].MW curing holds great potential for improving the current composite manufacturing techniques.
The objective of this work is to introduce MW curing technique to glass fiber filament-wound composites processing and to compare the effects between MW curing method and thermal curing method.
1 Experimental
1.1 Materials
The matrix resin system used in this study consists of epoxy resin Di-glycidyl ether bisphenol-A(DGEBA)E-51 and curing agent 4,4’diamino-diphenyl-methane(DDM)supplied by Xi’an Aerospace Composites Research Institute.The resin and the curing agent were mixed at a certain ratio as the supplier recommended.The reinforcement used is glass fiber supplied by Xi’an Aerospace Composites Research Institute.
1.2 Specimen preparation
The specimen preparation was carried out by the well-known wet winding technique.DGEBA E-51 and DDM were mixed at specific ratio and stirred well to make it homogeneous.The prepreg of composite ring(schematic diagram Fig.1)was then made on a fiber winding machine with the prepared mould according to GB/T 1458—2008.Two kinds of composite rings were made for the sequent trials.The rings with(1.5±0.1)mm thickness were used for the tensile strength test while the rings with(3±0.1)mm thickness were used for interlaminar shear strength test.The width and inside diameter for all the composite rings were(6±0.2)mm,(150±0.2)mm respectively.
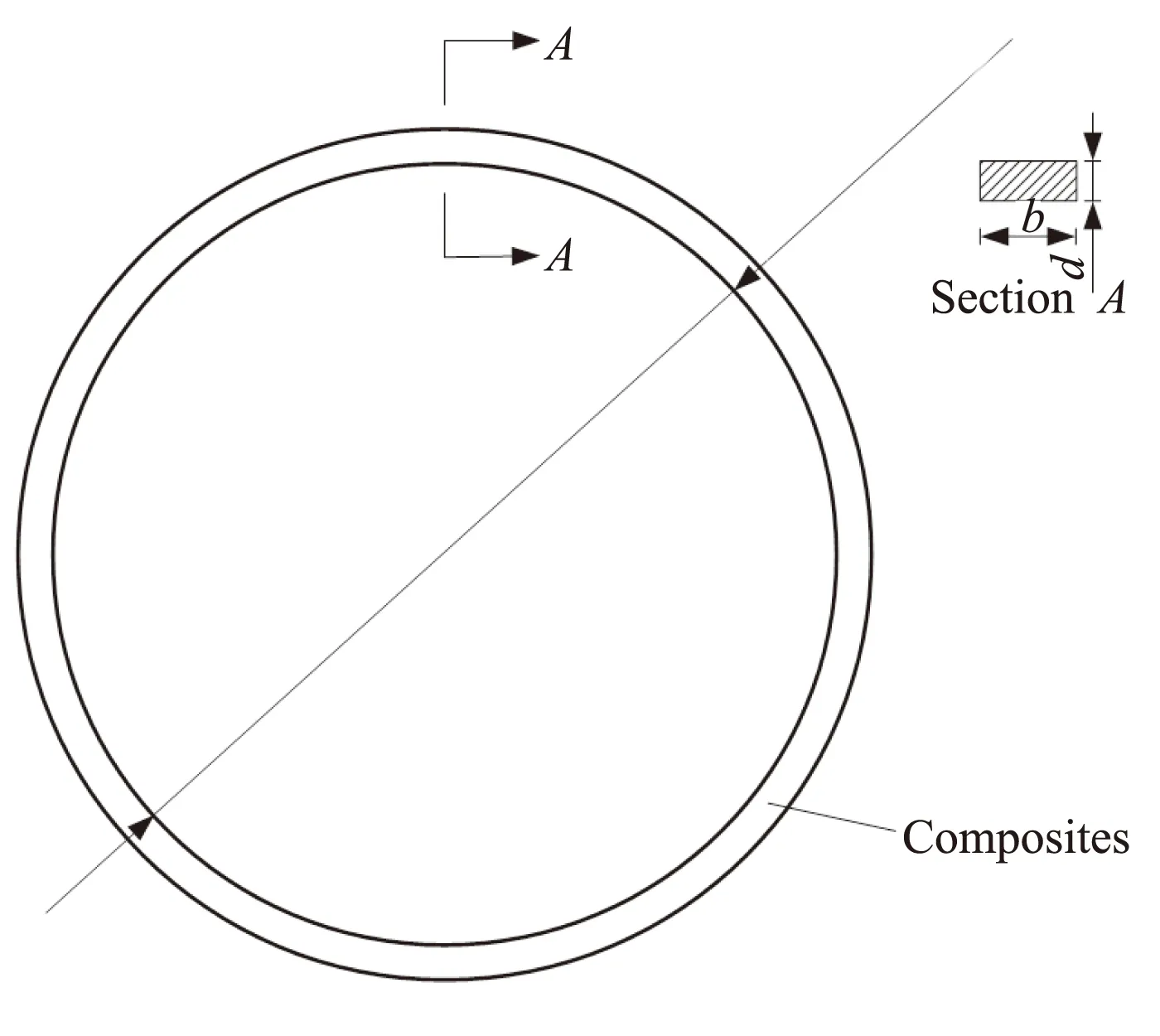
Fig.1 Schematic diagram of single composite ring
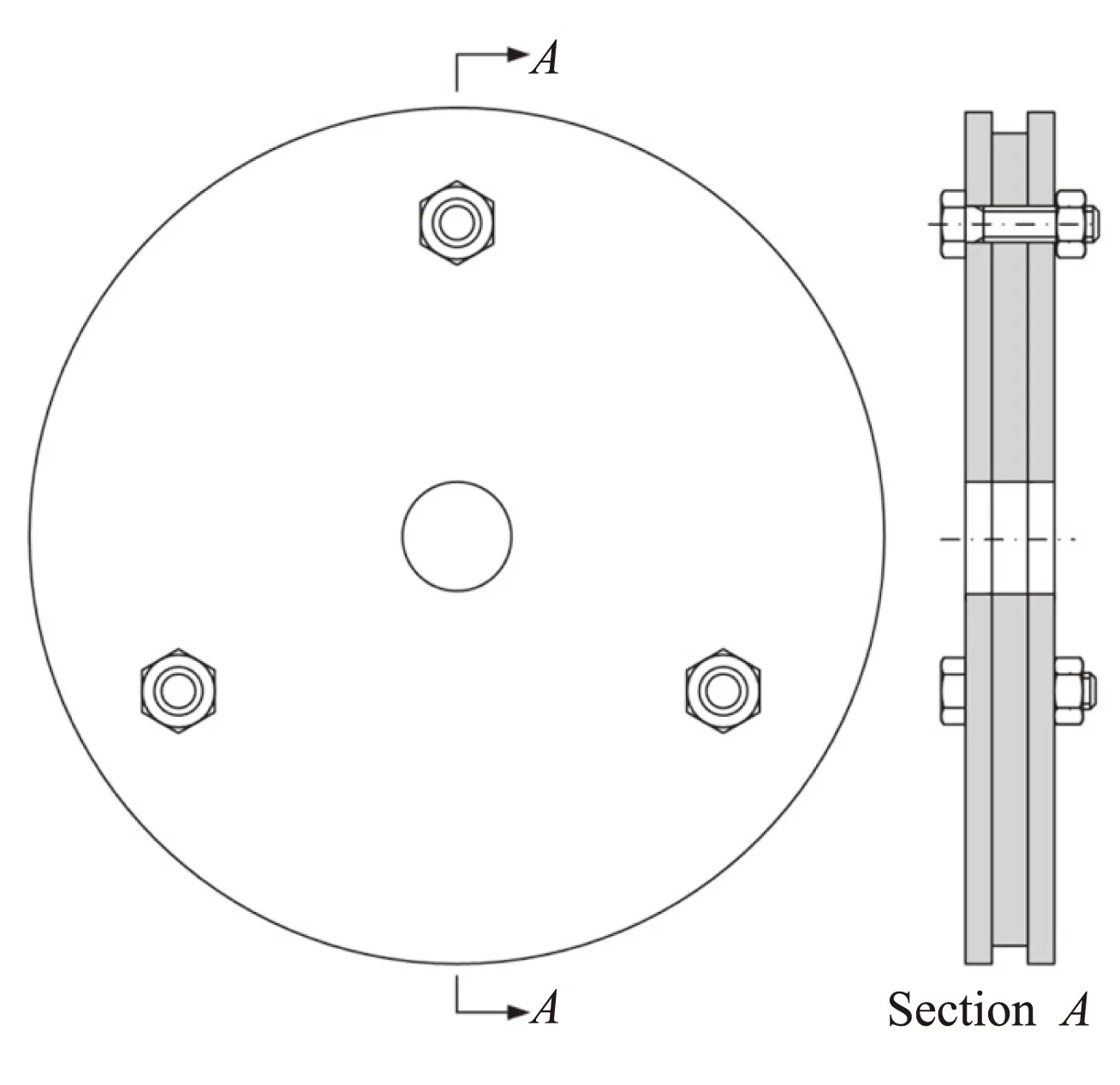
Fig.2 Schematic diagram of PTFE mould
1.3 Curing procedures
Thermal curing was performed using a 7 kW conventional electrical oven.The composite rings with metal moulds were heated in the electrical oven from room temperature to 110 ℃ and held at 110 ℃ until the composites were fully cured.
MW curing of the specimens was conducted in a custom-built multimode MW oven.Curing temperature was controlled by the combination of an infrared non-contact thermometer and a control system.The maximum power rating of the MW oven is 700 W and the operating frequency is 2.45 GHz.The Polytetrafluoroethylene(PTFE)moulds(schematic diagram Fig.2)which are known to be essentially transparent to MW irradiations were used in the experiment.The dimensions of the PTFE moulds are the same as those of the metal moulds used in the thermal cuing process.After the specimen preparation finished(the composite rings with PTFE moulds were then subjected to MW cure from room temperature to 110 ℃ with the MW power of 280 W and held at 110 ℃ until the composites were fully cured.
2 Test and characterization
2.1 Determination of degree of cure
Degree of cure for the composites was determined by a NETZSCH 204 F1 differential scanning calorimeter(DSC).Small size samples(<10 mg)were heated from 20 ℃ up to 300 ℃ at 10 ℃/min in an inert argon atmosphere.The initial uncured composites was analyzed with DSC to determine the total heat of reaction per gram regarded as ΔHR.The corresponding partially cured composites at different stages by MW and thermal curing technique were subjected to determining the residual enthalpy(ΔHres).Then the degree of cure was calculated from equation(1).
(1)
2.2 FT-IR measurements
FT-IR measurements were conducted on a FT-IR spectrometer VERTEX 70.The spectrum range of the FT-IR spectrometer was 4 000~400 cm-1and the resolution was 4 cm-1.The fully cured composites were filed to form a finely powdered material before being pressed together with dried potassium bromide(KBr)to produce a disc.
2.3 Determination of glass transition temperature(Tg)
The DSC analyzer was also used to determine theTgfor both MW and thermally cured composites.Small samples were taken from different parts of the composite rings and heated from 20 ℃ up to 250 ℃ at a heating rate of 10 ℃/min in the argon atmosphere.
2.4 Determination of tensile strength
The tensile strength properties of the cured composite rings were determined using split disk method according to GB/T 1458—2008.The apparatus used was a INSTRON-5500R Universal Testing Machine equipped with a disk-shaped jig and a 200 kN load cell.The crosshead speed of the machine was maintained at 3 mm/min.
2.5 Determination of interlaminar shear strength
The interlaminar shear strength(ILSS)testing of the composites was conducted on a CMT5205 Universal Testing Machine equipped with a three-point bend jig and a 200 kN load cell,according to GB/T 1458—2008.The short-beam shear test method was used to determine the ILSS.The crosshead speed of the machine was maintained at 2 mm/min.
2.6 Morphological property analysis
A JSM-6460LV scanning electron microscope(SEM)was used to examine the morphological property of the cured composites.Small sections of the fracture surfaces were cut from the test specimen failed after mechanical testing.The fracture surfaces were coated with a very thin layer of gold in order to make them electrically conductive.
3 Results and discussion
3.1 Curing characteristics analysis
The degree of cure for the partially cured glass fiber filament-wound composites undergoing MW and conventional thermal curing is determined by DSC.Fig.3 shows the degree of cure obtained at different times for the MW cured and thermally cured composites.From Fig.3,the cure cycle required for MW curing is 45 minutes and for conventional thermal curing is 4 hours.It indicates that compared with the conventional thermal cure reaction,the MW cure reaction occurr at a faster rate,which is mainly due to the fact that the MW irradiations interact with molecules of the material directly and thus the curing time is greatly shortened[8].Especially,energy saving is also achieved by the shortened cure cycle and lower power input in MW curing.
Fig.3 also indicates that the curing behavior of the composites cured in the MW oven is different from that in the conventional oven.In the curing of composites,the MW irradiations heat polymer molecules directly through dielectric heating which is caused by the relaxation of the polarized polymer dipoles along the electric field[7].Thus,the local molecular temperature which is essential for the polymerization reaction would be higher in MW heating than in conventional thermal heating.Hence,a faster reaction rate occurr in MW curing.Fig.3 shows that as for thermal curing,there is a sharp increase in the degree of cure at the initial stage of the cure cycle mainly due to the 7 kW high power input which is used to cure the composites.However,the degree of cure varies very slowly after 90 minutes which indicates that higher curing temperature is needed to cure the composites.Otherwise,comparable ultimate degree of cure is obtained for both curing methods as is shown in Fig.3(98.17%,97.32% for MW and thermally cured composites respectively).
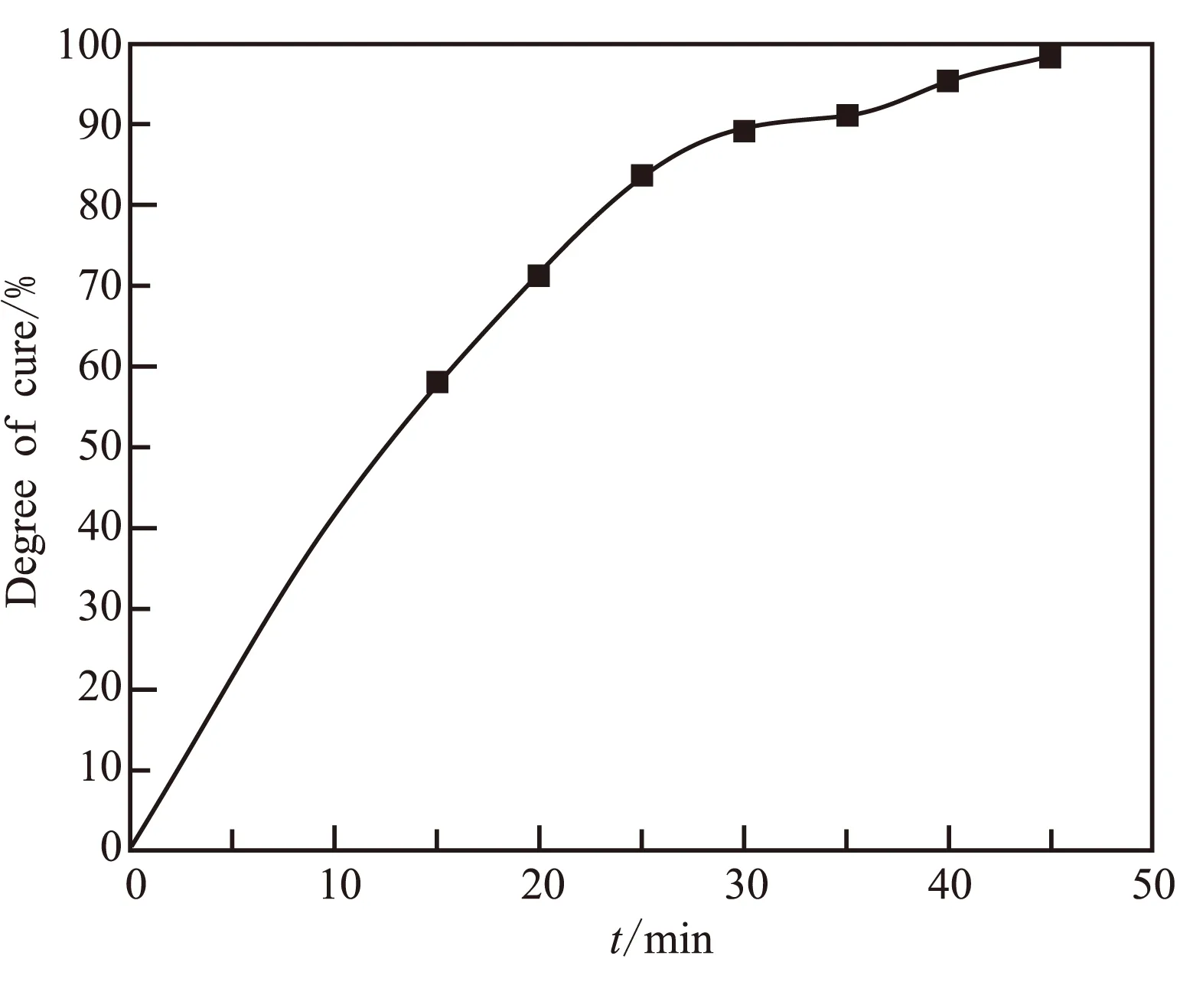
(a)MW cured composites
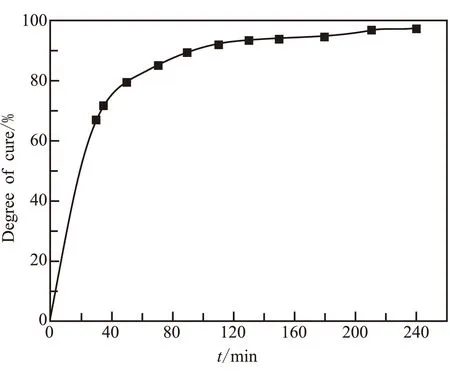
(b)Thermally cured compositesFig.3 Degree of cure vs time for the composites
3.2 FT-IR analysis for cured composites
Fig.4 shows the FT-IR spectra obtained from the cured composites by the two curing methods.The fabricated composites are both approximately 98% cured.As depicted in Fig.4,trace(1),(2)and(3)represent the infrared spectra of uncured,thermally cured and MW cured composites,respectively.The characteristic wavenumbers for main functional groups are tabulated in Table 1 and thus the locations of the absorption peaks for different functional groups can be easily found in the infrared spectra.From Fig.4,it can be obviously observed that the spectrum of MW cured composites is very similar to that of thermally cured composites,and the locations of the corresponding absorption peaks in trace(2)and(3)are nearly the same.Especially,no any other new absorption peak could be found in trace(3)as compared to trace(2).This indicates that the MW and thermally cured composites contain the same functional groups.It could be concluded that no any new chemical reaction is initiated by MWs during the curing process.It might be attributed to that the MW irradiations with the frequency of 2.45 GHz belong to the nonionizing irradiation.When MWs make the resonance with the chemical bonds,they could not cause the breaking of the chemical bonds.Thus,the same type of chemical reaction is carried out during the curing process for both curing methods[9].
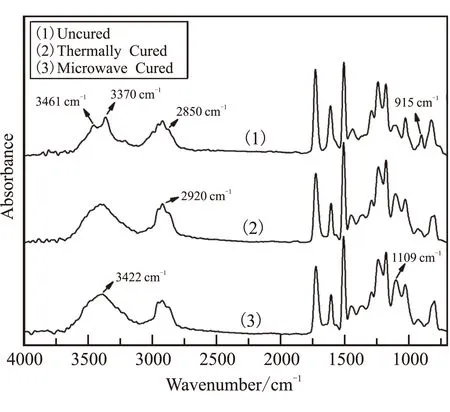
Fig.4 Infrared spectra of the compositesTable 1 Characteristic wavenumbers for main functional groups
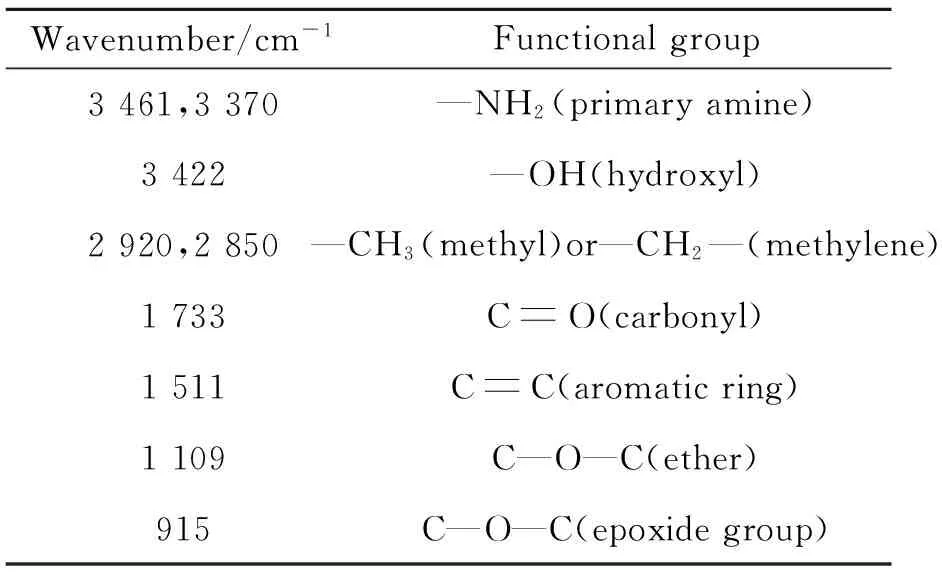
Wavenumber/cm-1Functionalgroup3461,3370—NH2(primaryamine)3422—OH(hydroxyl)2920,2850—CH3(methyl)or—CH2—(methylene)1733CO(carbonyl)1511CC(aromaticring)1109C—O—C(ether)915C—O—C(epoxidegroup)
3.3 Thermal analysis by DSC
Tgof both MW and thermally cured composites are obtained based on thermal analysis by DSC.The testing results show that the ultimateTgvalue of(140±2)℃ for MW cured composites is similar to that of(138±3)℃ for thermally cured composites.This indicates that both MW and thermally cured composites possess similar operating temperature.The typical DSC thermograms containingTgdata for thermally and MW cured composites are shown in Fig.5.
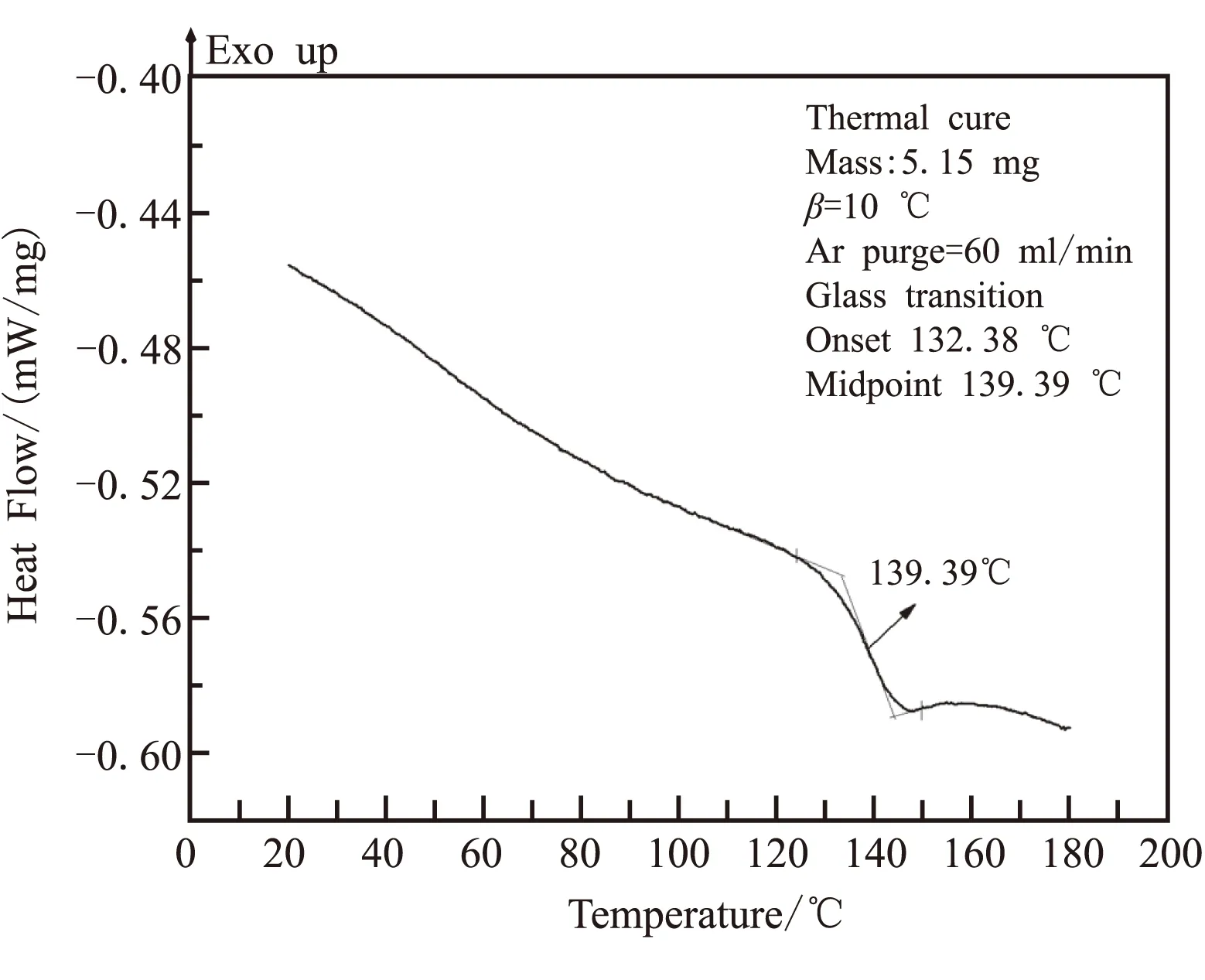
(a)Thermally cured composites
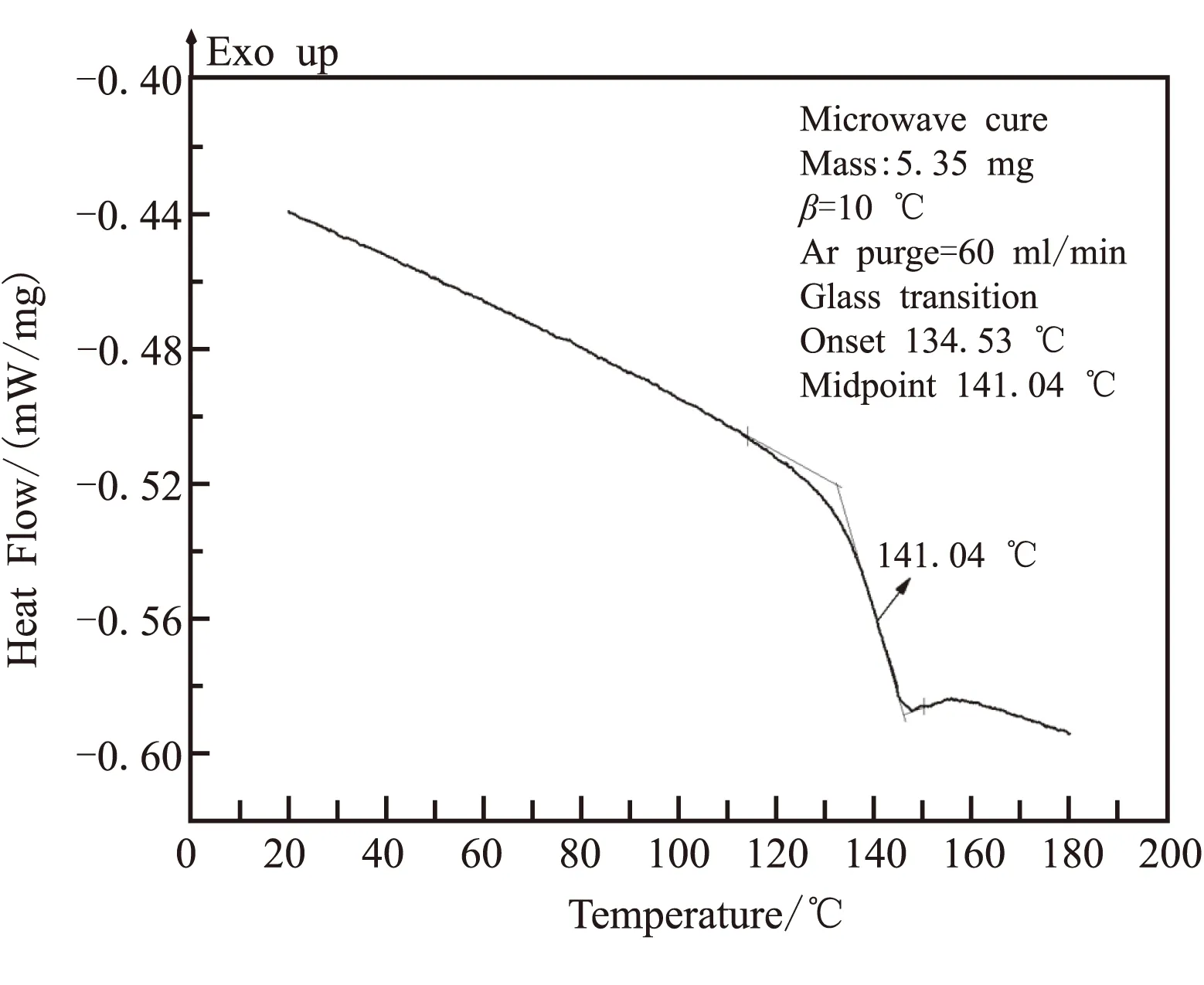
(b)MW cured compositesFig.5 Typical Tg thermograms of thermally cured and MW cured composites
3.4 Mechanical properties of cured composites
The finally cured composite rings by both curing methods are subjected to mechanical testing to obtain tensile strength and ILSS.The MW cured and thermally cured composite rings are shown in Fig.6.Examination shows that as for the appearance of the rings,there is no significant difference between the two types of composites.In order to make statistical analysis for the mechanical properties,in each curing method,thirty specimens are selected for tensile strength testing and ILSS testing respectively.The obtained mechanical data are tabulated in Table 2.The typical plot of tensile load-displacement for the cured composites is exhibited in Fig.7.As shown in Table 2,the MW cured composites show 5% higher tensile strength and comparable ILSS compared with thermally cured composites,which indicates that MW curing technique could better the mechanical properties in much shorter cure cycle.Otherwise,lower coefficient of variation for the tensile strength and ILSS of MW cured composites can be observed,which suggests that the MW cured composites have lower dispersion of mechanical properties compared with thermally cured ones.It might be attributed to the volumetric heating in MW curing mode,which cause better crosslinking during polymerization[6].Contrarily,conventional thermally cured composites show higher coefficient of variation.It might be due to the single and high curing temperature used in the thermal curing procedure which could cause the increase of thermal gradients in the cured composites.

Fig.6 MW cured(left)and thermally cured(right) composite rings
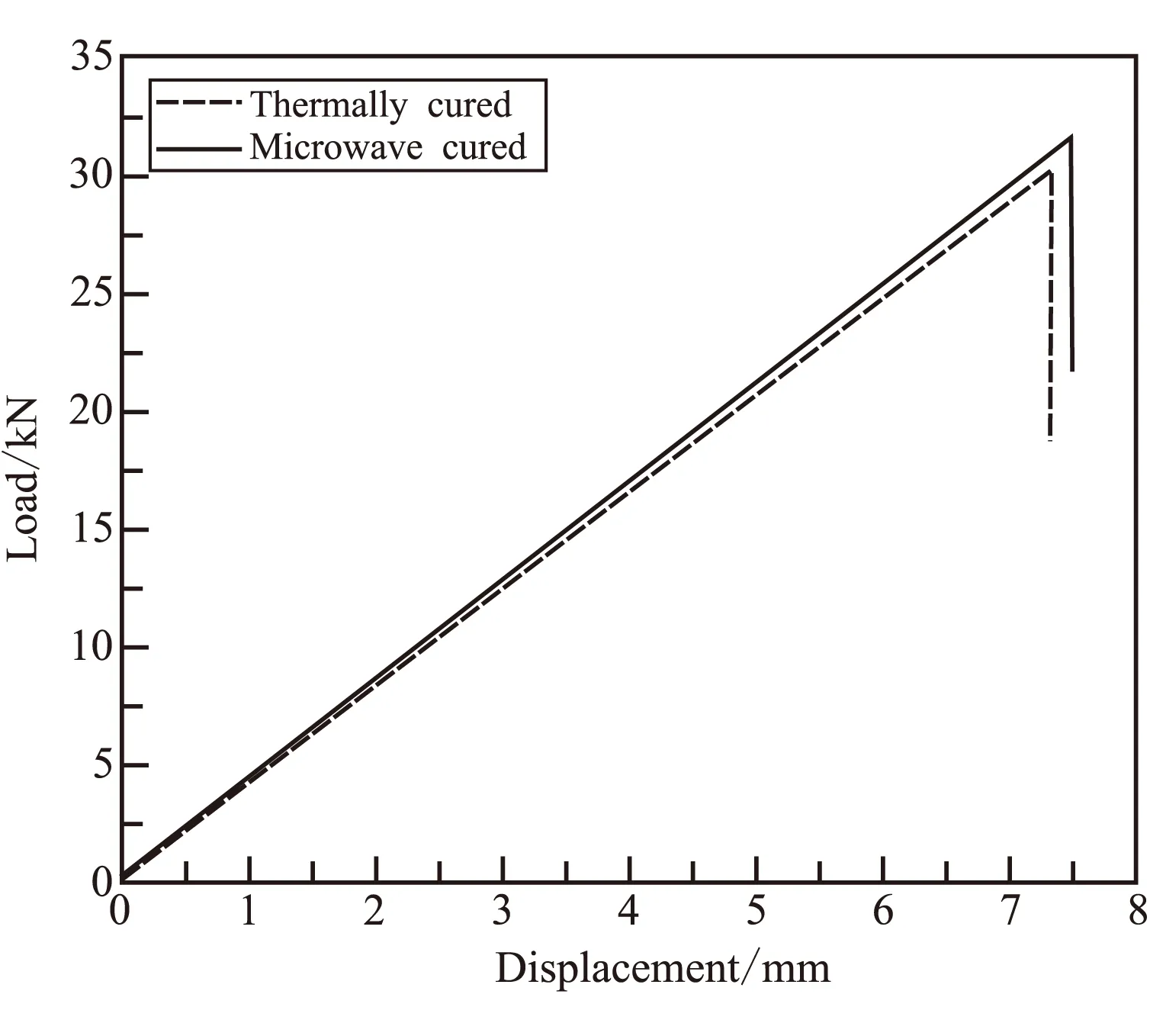
Fig.7 Typical plot of tensile load-displacement
3.5 Morphological property of cured composites
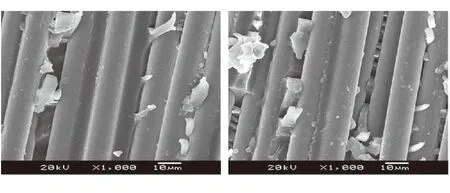
After ILSS testing,the fracture surfaces of specimens are examined with SEM.Representative SEM micrographs for different parts of the cured composites are shown in Fig.8.In general,both MW and thermally cured composites exhibit comparable interfacial bonding properties.However,there are still some differences between the two types of composites.From Figs.8(a)and 8(b),it can be seen that the fracture surfaces of MW cured composites are coated with a little more resin than those of thermally cured ones.Especially,the obvious matrix failure caused by the shear load can be found in part A and part B of Fig.8(b).These differences indicate that MW curing technique,to some extent,can improve the interfacial bonding property of cured composites.

Table 2 Comparison of mechanical properties of thermally cured and MW cured composites
Note that in spite of some differences on the fracture surface morphology,the improvement of interfacial bonding property by MW curing technique is not pronounced.This is consistent with the results of ILSS testing,where the interfacial bonding properties of the two kinds of composites are regarded to be comparable.
(a)Thermally cured composites
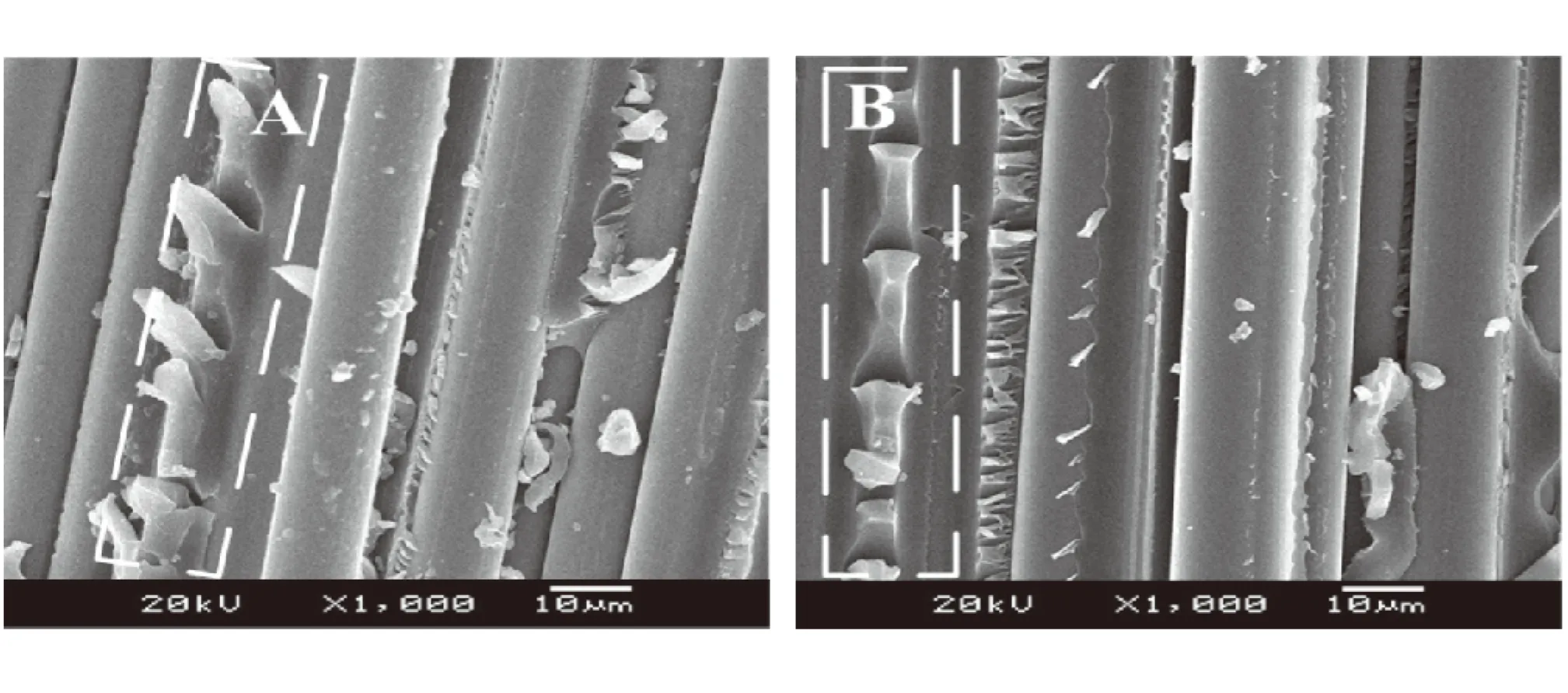
(b)MW cured compositesFig.8 SEM micrographs of the fracture surface
4 Conclusion
(1)The cure cycle required for MW curing in this work is 45 minutes in comparison to 4 hours in the conventional thermal curing,nearly 81% cure cycle time reduction is achieved.Especially,energy saving is also achieved by the shortened cure cycle and lower power input in MW curing.
(2)Compared with thermal curing,MWs do not initiate any new chemical reaction during the curing process.Both MW and thermally cured composites show similarTg,indicating that they possess similar operating temperature.
(3)The MW cured composites exhibit 5% higher tensile strength,comparable ILSS and interfacial bonding properties compared with those thermally cured counterparts.Also,lower dispersion of mechanical properties is found for MW cured composites.
[1] Sun T,Chang X L,Lai J W,et al.Comparison of curing behaviors and mechanical properties of epoxy resin system in different curing approaches[J].Journal of Solid Rocket Technology,2012,35(5):679-682.
[2] Li Y G,Li N Y,Gao J.Tooling design and microwave curing technologies for the manufacturing of fiber-reinforced polymer composites in aerospace applications[J].International Journal of Advanced Manufacturing Technology,2014,70:591-606.
[3] Kwak M,Robinson P,Bismarck A,et al.Microwave curing of carbon-epoxy composites:Penetration depth and material characterisation[J].Composites:Part A,2015,75:18-27.
[4] Joshi S C,Bhudolia S K.Microwave-thermal technique for energy and time efficient curing of carbon fiber reinforced polymer prepreg composites[J].Journal of Composite Materials,2014,48(24):3035-3048.
[5] Bolasodun B,Nesbitt A,Wilkinson A,et al.Effect of Curing Method on Physical and Mechanical Properties of Araldite DLS 772/ 4 4'DDS Epoxy System[J].International Journal of Scientific Technology Research,2013,2(2):12-18.
[6] Papargyris D A,Day R J,Nesbitt A,et al.Comparison of the mechanical and physical properties of a carbon fiber epoxy composite manufactured by resin transfer moulding using conventional and microwave heating[J].Composites Science and Technology,2008,68:1854-1861.
[7] Yusoff R,Aroua M K,Nesbitt A,et al.Curing of Polymeric Composites Using Microwave Resin Transfer Moulding(RTM)[J].Journal of Engineering Science and Technology,2007,2(2):151-163.
[8] Wallace M,Attwood D,Day R J,et al.Investigation of the microwave curing of the PR500 epoxy resin System[J].Journal of Material Science,2006,41:5862-5869.
[9] Gu X Y,Zhang J Y.Non-thermal effect of microwave radiation on curing of epoxy reisn[J].Polymer Materials Science and Engineering,2006,22(3):183-186.
(编辑:薛永利)
微波固化玻璃纤维缠绕复合材料试验研究
常新龙1,马仁利1,张晓军1,廖英强2,岳春国1
(1.第二炮兵工程大学 动力工程系,西安 710025;
2.西安航天复合材料研究所,西安 710025)
采用微波固化技术,对玻璃纤维缠绕复合材料进行了固化试验研究。综合运用DSC、FT-IR、SEM和力学性能测试等方法手段,分析了材料的固化行为、微观形态及力学性能,并与热固化试样进行了对比。研究结果表明,微波固化能显著提高固化反应速率,相比热固化缩短了81%的固化周期;微波固化过程中并未引入新的化学反应,且两种固化方式下,复合材料具有相似的玻璃化转变温度(Tg);微波固化试样的拉伸强度要高于热固化试样约5%,而层间剪切强度及纤维-基体界面粘接情况与热固化试样相当;相比于热固化复合材料,微波固化复合材料的力学性能离散程度较低。
微波固化;玻璃纤维;环氧树脂;复合材料;力学性能
V258 Document code:A Article ID:1006-2793(2016)06-0809-06
10.7673/j.issn.1006-2793.2016.06.013
①Received date:2015-06-29;Revised date:2015-07-17。
Biography:CHANG Xin-long(1965—),male,professor,speciality:failure physics and reliability.E-mail:xinlongch@sina.com
