萨南浅冷装置乙二醇系统优化
2017-01-04丁建成黄学庆魏广敏大庆油田有限责任公司天然气分公司
丁建成 黄学庆 魏广敏 (大庆油田有限责任公司天然气分公司)
萨南浅冷装置乙二醇系统优化
丁建成 黄学庆 魏广敏 (大庆油田有限责任公司天然气分公司)
萨南浅冷装置由氨制冷改为丙烷制冷后,制冷温度由原来的-25℃下降到目前的-35℃,装置运行时频繁发生冻堵。通过对冻堵位置和冻堵现象进行分析,找到产生冻堵的原因,对乙二醇加注量、乙二醇再生塔温度控制系统和二级三相分离器液位控制系统进行优化,避免装置冻堵,每年节省电加热器能源消耗16×104kWh。
浅冷装置;乙二醇;优化;防冻堵;节能
萨南浅冷装置由氨制冷改为丙烷制冷后,制冷温度由原来的-25℃下降到目前的-35℃,乙二醇脱水系统运行不平稳,烃-气换热器和二级三相分离器频繁发生冻堵。2012年,乙二醇系统故障导致装置停机10.25 h、丙烷机减载53.75 h,影响轻烃生产约176 t。
1 现状及冻堵原因分析
1.1乙二醇加入量
萨南浅冷装置采用喷注乙二醇的方法防止装置冻堵[1],乙二醇喷注量过多,将会增加装置乙二醇泵和乙二醇再生装置的能源消耗;如果乙二醇喷注量过少,将会冻堵装置工艺管线,影响装置平稳运行,严重时将造成装置停机。
影响乙二醇加入量的因素很多,除了贫、富乙二醇的浓度外,还与装置的负荷、原料气压力和温度、制冷温度等因素有关,不同压力、温度下的饱和水含量需要人工查图(Mcketta-Wehe图)获得[2],不仅耗时,而且存在一定误差。这些因素使乙二醇加注量的计算耗时较长,计算过程比较复杂。因此,浅冷装置运行时,一般根据经验调整乙二醇加注量。
1.2乙二醇浓度控制
乙二醇再生塔控制系统中的加热装置分为2组,每组各有40 kW和20 kW的加热部件。乙二醇再生塔加热方式只有60 kW和120 kW 2种方式,乙二醇再生塔温度控制不平稳,造成再生后的贫乙二醇浓度波动较大,影响防冻效果。
1.3二级三相分离器液位控制
萨南浅冷装置二级三相分离器液位不准,经常显示虚假液位,影响轻烃和水相的液位控制,使轻烃和水的沉降时间不够,烃水的分离效果不好,烃中含水较多,严重时冻堵轻烃管线。
2 乙二醇加入量控制优化
天然气饱和水含量的多少取决于温度、压力和气体组成。确定天然气饱和水含量的方法有3类:图解法、实验法和状态方程法。其中以图表法最为简捷方便,适用范围广。人工查图有一定的误差,而且不方便,很难用于软件计算。
针对最常用的天然气饱和含水量图(Mcketta-Wehe图)进行了数学模拟,模拟系统由关联函数和函数间插值2部分构成,最终以简单的程序完成图表所反映的复杂过程。
饱和水含量计算公式:

式中:W0——天然气含水量,kg/103m3;
a0、a1、a2——不同压力下曲线函数式系数;T——绝对温度,K。
计算结果与查图值的对比见图1。从图1可以看出,采用的天然气含水量图数学模拟方法与查图法吻合得很好,用本方法计算天然气含水量准确可靠。
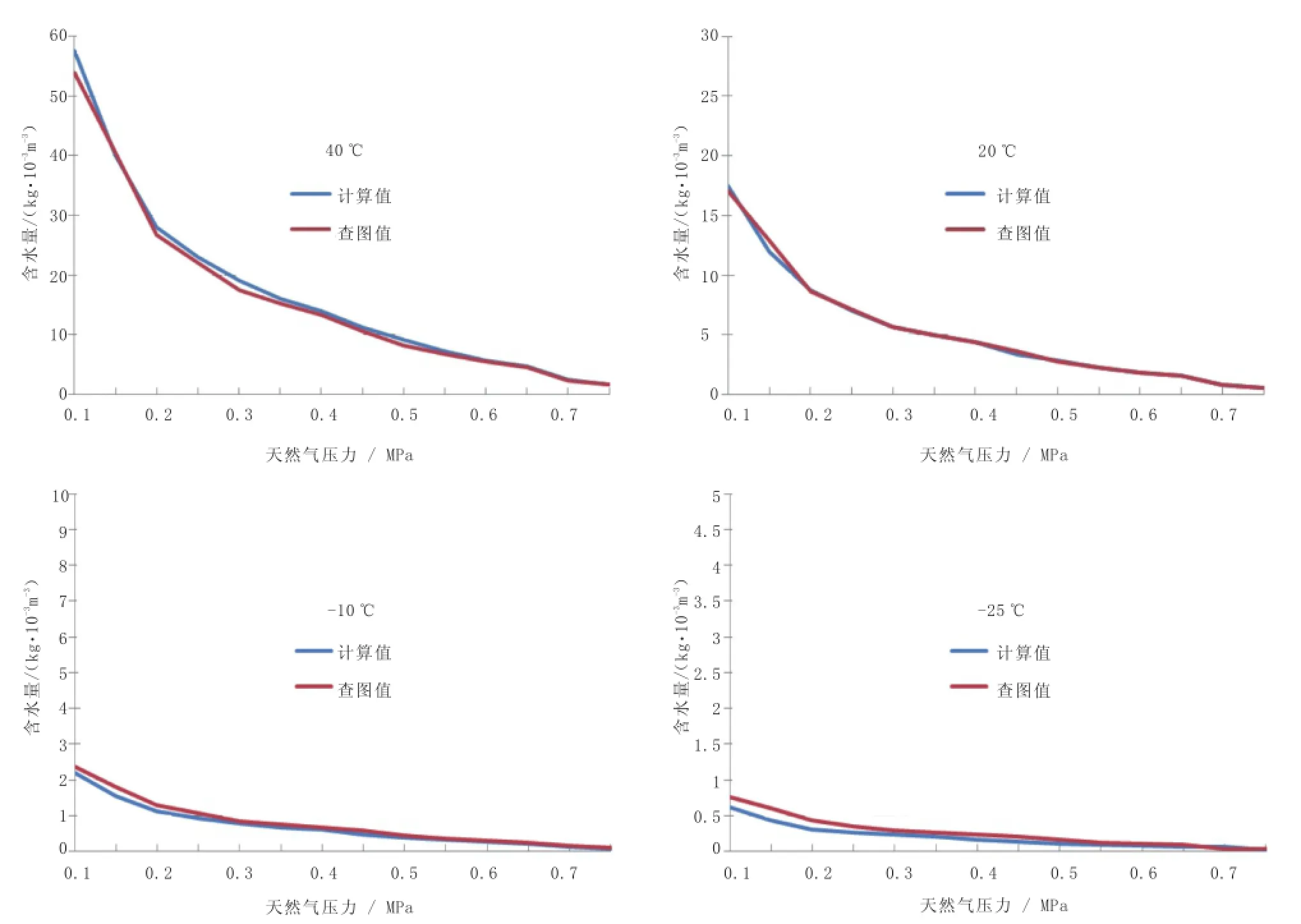
图1 水含量的计算值与查图值的对比
2.1乙二醇加注量计算
根据饱和水含量的计算公式,编制了乙二醇加注量计算软件(图2)。通过输入装置处理气量、后冷器的温度和压力、丙烷机冷却后温度压力、贫、富乙二醇的比重,可以计算并显示贫、富乙二醇的浓度。当浓度超过合理的范围时,颜色由绿色变为红色并报警;根据装置的负荷和乙二醇的浓度计算出乙二醇的加注量,结合乙二醇计量泵的参数,显示乙二醇计量泵的冲程,使调节更加方便。
图2 萨南浅冷乙二醇加入量计算软件界面
在相同的操作参数下,将该软件的计算结果与文献[3]的计算结果对比,文献乙二醇喷注量为150 kg/h,软件计算结果为155 kg/h,计算结果准确。
3 乙二醇再生温度控制优化
原乙二醇再生塔温度控制系统中的加热装置分为2组(图3),每组各有40 kW和20 kW的加热部件。乙二醇再生塔加热方式只有60 kW和120 kW2种方式,乙二醇再生塔温度控制不平稳,也不利于节能。
改进后的控制方案增加了2个控制器(图4红色部分),优化了相应的温度控制方案,可以采用20、40、60、80、100、120 kW等多种控制方式,增加了温度控制的灵活性,使温度调节更加精准,温度控制更加平稳,从而更好地控制乙二醇浓度;同时,也可以有效节能。

图3 原乙二醇再生塔加热系统示意图

图4 优化后乙二醇再生塔加热系统示意图
优化控制后,乙二醇再生塔塔底温度控制平稳(图5),保证了贫二醇再生质量,防止乙二醇系统冻堵。

图5 改造前、后乙二醇再生塔塔底温度对比
4 二级三相分离器液位控制优化
采用MHYE磁效应液位计优化二级三相分离器的液位控制。MHYE磁效应液位计主要由磁浮球、传感器、变送器3部分组成。当磁浮球随被测介质液位变化而上下浮动时,浮球内磁组件吸合传感器内某一相应位置的干簧管,使传感器的总电阻(或电压)发生相应变化,再由变送器将电阻(或电压)的变化转换成4~20 mA(DC)的标准电流信号输出,可对液位进行远距离控制。每个液位点均带有记忆功能,可避免停电产生的影响,复电后各工作点仍能对被控液位进行正常、准确的输出显示。
优化后,二级三相分离器液位控制平稳,保障了烃相和水相的分离效果,避免装置冻堵。
5 结论
通过对萨南浅冷装置乙二醇脱水系统进行优化,解决了装置冻堵问题,运行2年未发生冻堵事故。
1) 编制乙二醇加注量计算软件。根据装置负荷和操作条件计算乙二醇加注量,使乙二醇加注量科学有效,避免了系统内天然气水合物的形成。
2) 天然气中饱和水的计算,将天然气饱和水含量图数字化,可以用于与天然气饱和水有关的计算。
3) 模拟乙二醇再生塔塔底温度控制,为乙二醇再生塔的操作提供参考。
4) 优化二级三相分离器液位控制,保证气、烃、水和醇的保留时间,确保烃、水和醇的有效分离。
5) 优化乙二醇再生塔塔底温度控制,使乙二醇塔底温度控制更平稳、精确,每年节省电加热器能源消耗16×104kWh,年减少轻烃损失170 t,经济效益76万元。
[1]苏建华,许可方,宋德琦.天然气矿场集输与处理[M].北京:石油工业出版社,2004:111-115.
[2]冯叔初.油气集输与矿场加工[M].山东东营:中国石油大学出版社,2006:402-403.
[3]李富成,王素芸.天然气浅冷装置操作手册[M].哈尔滨:黑龙江科学技术出版社,1990:8-10.
(编辑 李珊梅)
长城润滑油公司统一客户关系管理系统上线
3月16日,中国石化集团公司信息化管理部在长城润滑油公司组织召开中国石化统一客户关系管理系统润滑油上线应用启动会。启动会宣布,润滑油公司完成石化系统内首个客户关系管理系统(CRM)建设并投入运营。
近年来,中国石化积极打造统一共享的客户管理平台。润滑油业务是石化系统直接面对最终消费者和市场的业务板块之一,信息化管理部结合润滑油公司的特点和发展需求,启动客户关系管理系统建设。
该系统拥有中国石化自主知识产权,实现从客户经理行销活动到客户交易、订单物流跟踪、到货签收的全流程的线上管理和服务。其平台架构具有快速开发、快速部署的能力,可满足互联网环境下应用界面的个性化定制,是一款优秀的信息技术产品。
胡庆明
10.3969/j.issn.2095-1493.2016.04.014
2015-12-28
丁建成,1993年毕业于西南石油大学,从事天然气加工工作,E-mail:huanxq@petrochina.com.cn,地址:黑龙江省大庆油田有限责任公司天然气分公司工程技术大队,163416。
