高压切焦水泵检修过程的优化
2016-12-30王骏
王 骏
(上海信炼化工设备检修安装有限公司,上海200540)
高压切焦水泵检修过程的优化
王 骏
(上海信炼化工设备检修安装有限公司,上海200540)
高压切焦水泵是石化行业延迟焦化装置的关键设备,该泵工作条件苛刻,故障频率较高,一旦发生故障,检修效率、检修质量显得尤为重要。运用自主创新的压出泵芯环和两半圈圆筒对接工装将泵芯抽出,逐级拆卸叶轮,对故障部件实施维修或更换,组装完毕后回装复位,准确对中测量交付试车准备。
工装 抽芯 组装 对中
中国石化上海石油化工股份有限公司延迟焦化装置共有4台切焦水泵,其中1#焦化装置有两台,一台是1992年从IDP公司引进的产品,另一台备泵是浙江嘉利特公司产品;2#焦化装置的两台是浙江科尔公司产品,均为卧式、双壳体、双支承、导叶式多级离心泵。外壳体为圆筒形,内壳体为集装式泵芯,泵芯内10级叶轮均为顺序安装。泵为电机驱动,中间有增速齿轮箱。
由于该泵具有输出压力高(工作扬程接近3 000 m)、工况变化大(有回流、预冲、钻孔与切焦4种状态轮番切换变化)、输送介质差(含焦粉的污水易在泵体内积垢,且有腐蚀性)、流程设备多等特点,因此该泵故障频率较高。对设备检修单位而言,提升检修技术,缩短检修时间,保证检修质量,确保装置设备平稳运行是非常重要的。
1 切焦水泵检修特点
把这些年来检修的科尔公司切焦水泵进行剖析(图1为科尔公司切焦水泵总装图),通过分析、掌握该泵的检修要领,对其他型号的切焦水泵检修也有借鉴作用。
切焦水泵输送含焦粉污水,运行周期较长,内部结垢严重,检修中曾多次遇到垂直起吊内芯时,内芯与外筒体无法分离,采用外筒体与地面固定、外筒体用电热板加热也无法分离的情况,最终只得返厂检修。另外还出现过由于切焦系统发生故障,使泵推力盘因受突变载荷影响而造成泵轴装双平衡鼓活塞定位圈的颈细部位断裂(图1箭头位置)。由于无法在泵轴头上安装法兰吊装内芯,只能整体返送制造厂进行处理。同时,由于返送路程遥远,造成检修周期较长,这对装置稳定生产带来了严峻考验。因此,检修单位设计制造精确、合理的各类工装,提高检修质量,优化检修过程,使检修有序进行是很有必要的。
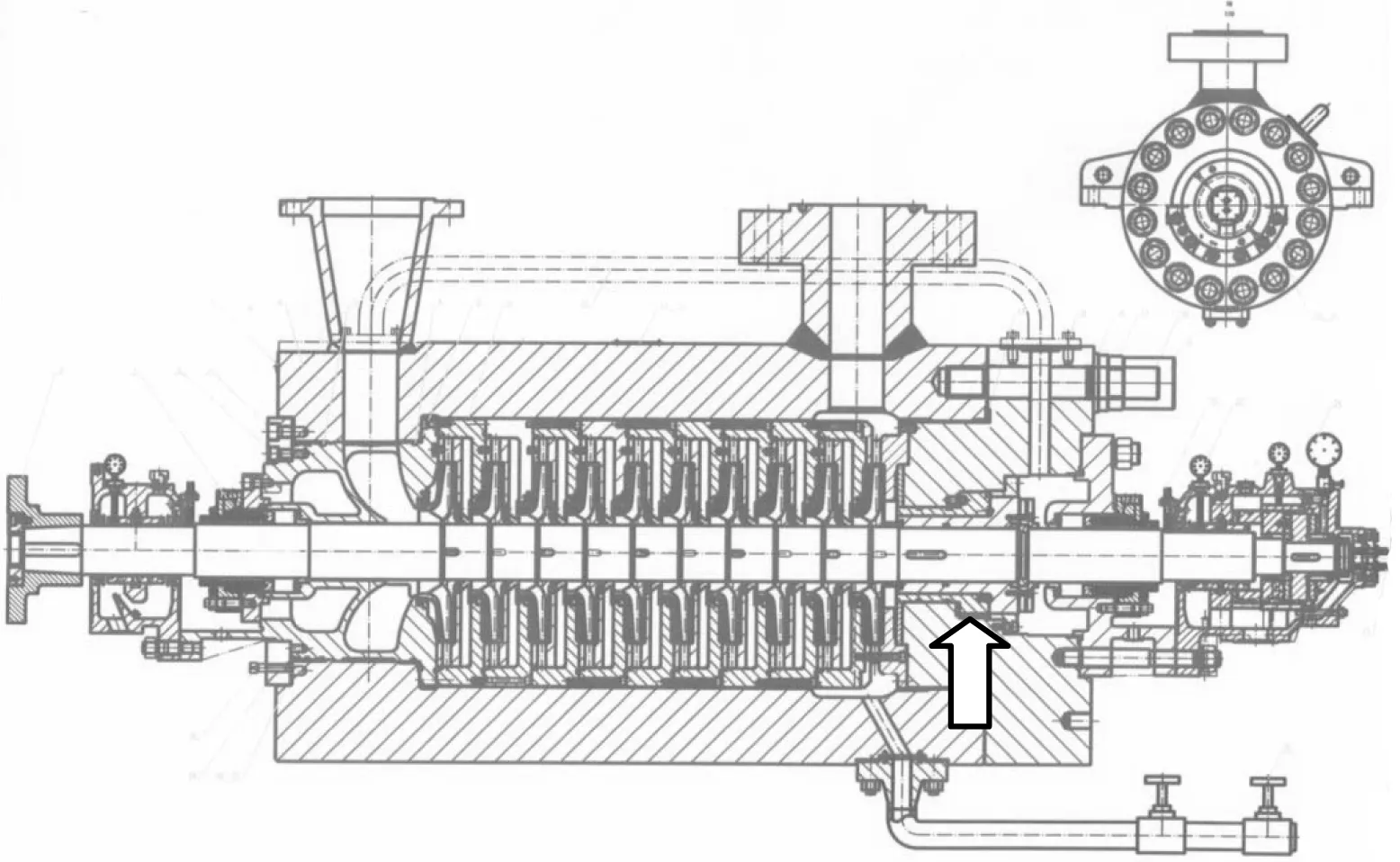
图1 科尔公司切焦水泵总装图
2 检修工装的优化
2.1 检修工装的设计
分析图1可知:泵抽芯大修需从出口端进行。由于泵输出压力高,泵端盖及出口管路均采用厚实材料,泵的质量重心明显处于右侧,竖立检修时出口朝上会造成泵体重心偏高,导致检修时稳定性差,所以必须设计圆盘形支撑工装使泵稳定坐落,确保检修质量。
设计的工装包括:泵体4个支撑脚、筒体支撑工装、泵芯支撑工装、法兰式内芯吊装盘、泵盖与泵芯连体吊装T字盘等。工装设计时考虑了诸多因素,如为了确保拆装调整中泵受力时的稳定性,泵体卧式状态的4个支撑脚顶部需装有螺孔,使检修中泵体与支撑脚通过螺栓连接在一起;两种吊装盘的设计要做受力强度校核(部分设计工装见图2)。
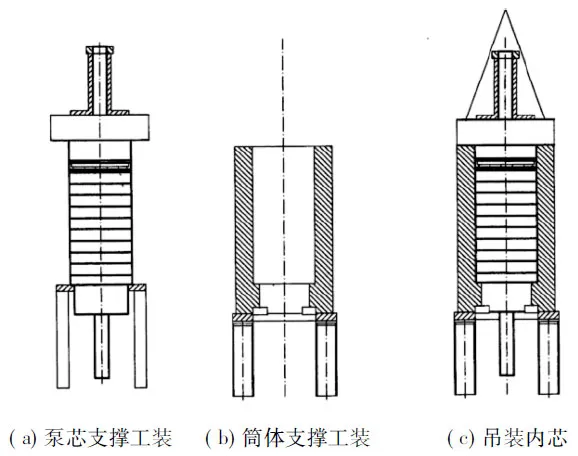
图2 工装设计及使用
2.2 检修工装的完善
通过采用上述工装,使切焦泵大修工作能顺利开展,但仍未能很好地解决泵严重结焦时的内壳体吊装问题。为解决这一难题,仔细研究总装图,充分利用直线运动的机械部件,改成螺旋方式推进能便于拆卸安装这一原理,考虑到该泵进口位置有两个半圈外筒体与内筒体连接法兰,于是设计两个半圈环,利用内外筒体连接法兰,把设计的两半圈环放在其内圈上,通过收紧外圈螺纹逐步顶出内芯。采用该工装后,成功地解决了因结焦阻力大而造成的抽芯难题,工装示意见图3。

图3 抽芯工装
用两个半月环顶动内芯的工作应在泵竖立前完成。最优步骤为:先拆卸半联轴器,拆除前、后轴承架,同时拆除机械密封及平衡活塞;再用液压专用工具松弛端盖的拉伸螺帽,利用端盖上两内螺纹孔,安装相应螺栓,把带孔小平板穿过螺栓放置在两端盖紧固螺栓端面,再用两螺帽紧固即可吊出端盖;当端盖有10 mm位移后,拆卸内芯吊紧环内外圈螺栓,装上两个压内芯半月环,通过4~8个吊紧环外圈螺钉逐步紧固法,把内芯压出10 mm;此后可把卧式外壳吊成垂直,放在筒体架上,先吊走端盖,然后用设计的吊装内芯法兰装在泵轴上,用轴并帽拧紧后垂直吊出内芯,并把内芯放置在泵芯支撑工装。该工装的理想高度为:放置内芯后,轴的底部留有一个小型液压活塞距离。
为保证检修质量,在吊装泵芯过程中,不能使泵轴侧方向受力。考虑到若在泵芯外径槽上直接用钢丝绳吊装,钢丝绳卡在槽内存在滑脱风险,于是又设计制作了两个半圈圆筒对接工装(图4),使吊装、翻转内芯更安全。
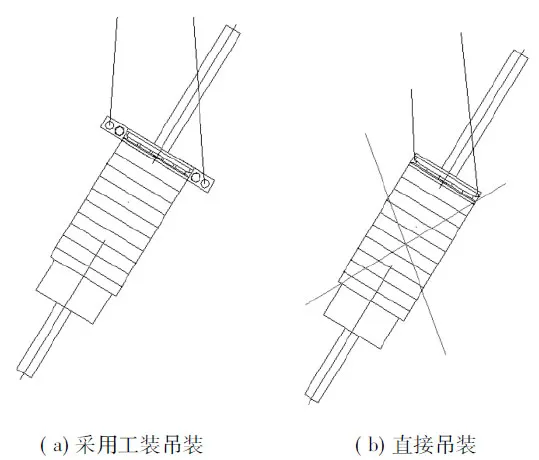
图4 两种吊装方式比较
2.3 使用挠度测量器以修正对中误差
由电机作动力源,通过齿轮箱连接切焦水泵对中时是以齿轮箱为基准调整电机及切焦水泵的。在对中时既要使径向和轴向尺寸符合要求,又要使两个半联轴器间开距符合要求。在采用百分表对中时,由于联轴器开距较远,电机与齿轮箱间距达到310 mm,理想的操作是制作专用中心架对中,在轴向上装两个百分表,径向上装一个百分表。很多检维修单位会直接用磁铁表座及百分表作为万用对中工具,在长跨距的场合,这会造成很大的挠度偏差(见图5)。
1999年第一台从IDP公司引进的切焦水泵在安装中就存在这种现象。试车时泵振动始终超标,最终经诊断发现是对中不良所致。为验证开距与表架产生挠度的对应关系,创新设计了挠度测量器,运用该测量器检测出泵联轴器开距在310 mm时,表架存在0.37 mm的下垂挠度。在对中校准轴线直线度时,减去此误差后得到了真实的测量数据,最终消除了泵的振动超标现象。

图5 长跨距直接使用磁铁表座与百分表对中
3 过程控制的优化
合理的检修工装是做好机泵检修的必要基础,但保证检修质量,缩短检修时间同样离不开检修过程中的质量控制及优化。IDP公司的切焦水泵由10级叶轮组装,而叶轮有过盈量的多级泵检修是离心泵检修中最复杂的一种形式,若不掌握好检修技巧,拆装时不注意方法,易使叶轮与轴径咬合、转子弯曲。因此,为确保检修质量,对叶轮的拆装必须高度重视,选择最优化的方式。
拆卸时,应先拆卸末级导叶的紧固螺钉,拆卸末级导叶。用火焰加热末级叶轮,叶轮与轴颈的过盈量在0.03~0.05 mm,加热之前应该在叶轮对称方向装上吊钩,吊钩可设计成L型,部分伸进叶轮流道,上端用吊环螺栓连接。叶轮加热由外向内,切忌直接加热轴颈套位置,否则会造成外径不能膨胀导致孔径往内收缩的现象。依次拆卸中间隔板及导叶,再加热叶轮直至拆到首级叶轮为止。需要特别注意的是,当泵轴颈表面温度达到60 ℃以上时,应对轴颈采用冷却措施。待温度下降20 K左右,再加热叶轮。控制叶轮外圆加热到150 ℃左右,叶轮盖板加热到200~250 ℃,再迅速把叶轮轮毂加热到250~300 ℃。复位组装时使泵轴处于垂直状态,将准备安装的叶轮用加热方法组装在泵轴上。热膨胀计算公式为:(T2-T1)=(δ+δ0)/αd,T2为所需加热到的温度,T1为加热部件温度,δ为加热前叶轮内孔的实际过盈,δ0为热装的最小间隙,α为热膨胀系数,d为加热叶轮的孔径。与拆卸时同理,当泵轴温度大于60 ℃时,应对轴颈采用冷却措施,待温度下降20 K后再加热组装下一个叶轮。通过泵芯支撑工装依次组装叶轮、导叶及隔板,并测量并调整每一个叶轮的轴向串量小于6 mm。
4 结语
经过多次检修经验的积累及对检修技术不断的探索与改进,对切焦水泵的检修已形成一套独特的、行之有效的标准化检修规程。2015年5月,一台切焦水泵又发生了断轴故障,按照以往惯例,断轴后靠尾端泵轴装配吊装法兰抽芯就无处着手,只能送制造厂检修,修复周期至少两周时间,严重影响装置的平稳运行。通过运用自主创新的压出泵芯环,精准的工装及各种优化的检修方法,将检修周期缩短为5天,高效完成了检修任务,为装置的稳定运行提供了强有力的保障。
Optimization of Overhauling Process of High Pressure Coke Pump
Wang Jun
(ShanghaiXinlianChemicalEquipmentMaintenance&InstallationCo.,Ltd.,Shanghai200540)
The high pressure coke pump is the key equipment of the delayed coking unit the petrochemical industry.The working condition of the coke pump is harsh and the frequency of fault is high.In the event of fault,the efficiency and quality of maintenance are particularly important.The pump core is drawn out with the independent innovated press pump core ring and two half circle cylindrical docking tool,the impellers are dismantled step by step,and then repairing or replacement is carried for the faulty parts.After assembling,the device is reset and accurate centering measurement is made for delivery to test preparation.
tooling,core pulling,assemble,centering
2016-06-29。
王骏,男,1971年出生,1993年毕业于上海华东理工大学流体机械专业,工程硕士,工程师,一级建造师,长期从事机泵设备检修维护及管理。
1674-1099 (2016)05-0047-03
TH17
A
