延长陶瓷罗拉使用寿命的探索
2016-12-30吴春其
吴春其
(中国石化上海石油化工股份有限公司,上海 200540)
延长陶瓷罗拉使用寿命的探索
吴春其
(中国石化上海石油化工股份有限公司,上海 200540)
采用化学定性、物质定量分析方法,对腐蚀产物的形成原因进行分析,并提出了解决对策。通过改善加工工艺、更换陶瓷材质、封孔材料等措施,使得陶瓷罗拉在腈纶工艺中延长使用寿命。
陶瓷 热膨胀系数 等离子喷涂 罗拉 腐蚀
某公司腈纶生产装置中的热牵伸罗拉采用316材质,表面喷涂Al2O3为基材的陶瓷,介质主要是含有微量NaCl的NaSCN溶液,其温度变化范围为常温到100 ℃。陶瓷罗拉表面的耐磨性较好,消除了因罗拉表面划痕毛糙对生产造成的影响,但是近年来陶瓷罗拉因表面起泡、起壳而被迫更换的情况时有发生,罗拉的使用寿命不长,平均使用寿命仅为1年左右。由于陶瓷罗拉数量较多,更换比较频繁,因此文章对罗拉因表面起泡、起壳原因进行分析和研究,从改善加工工艺、优化陶瓷材质、封孔材料等方面寻求解决办法。
1 理化检验
1.1 化学成分分析
对失效陶瓷片中的绿色物质(见图1,图内黑色物质是陶瓷本体,绿色物质是腐蚀体)进行分析,加入少量盐酸(水与HCl体积比为1∶1),发现黑色物质表面出现大量气泡,反应剧烈,绿色物质也慢慢溶解,反应过程中出现H2S的臭鸡蛋味道,反应完成后仍然剩余大量黑色物质,反应后的溶液呈绿色,初步判断物质中含有一些在酸性溶液中有色的金属物质,另外还含有少量的硫化物。
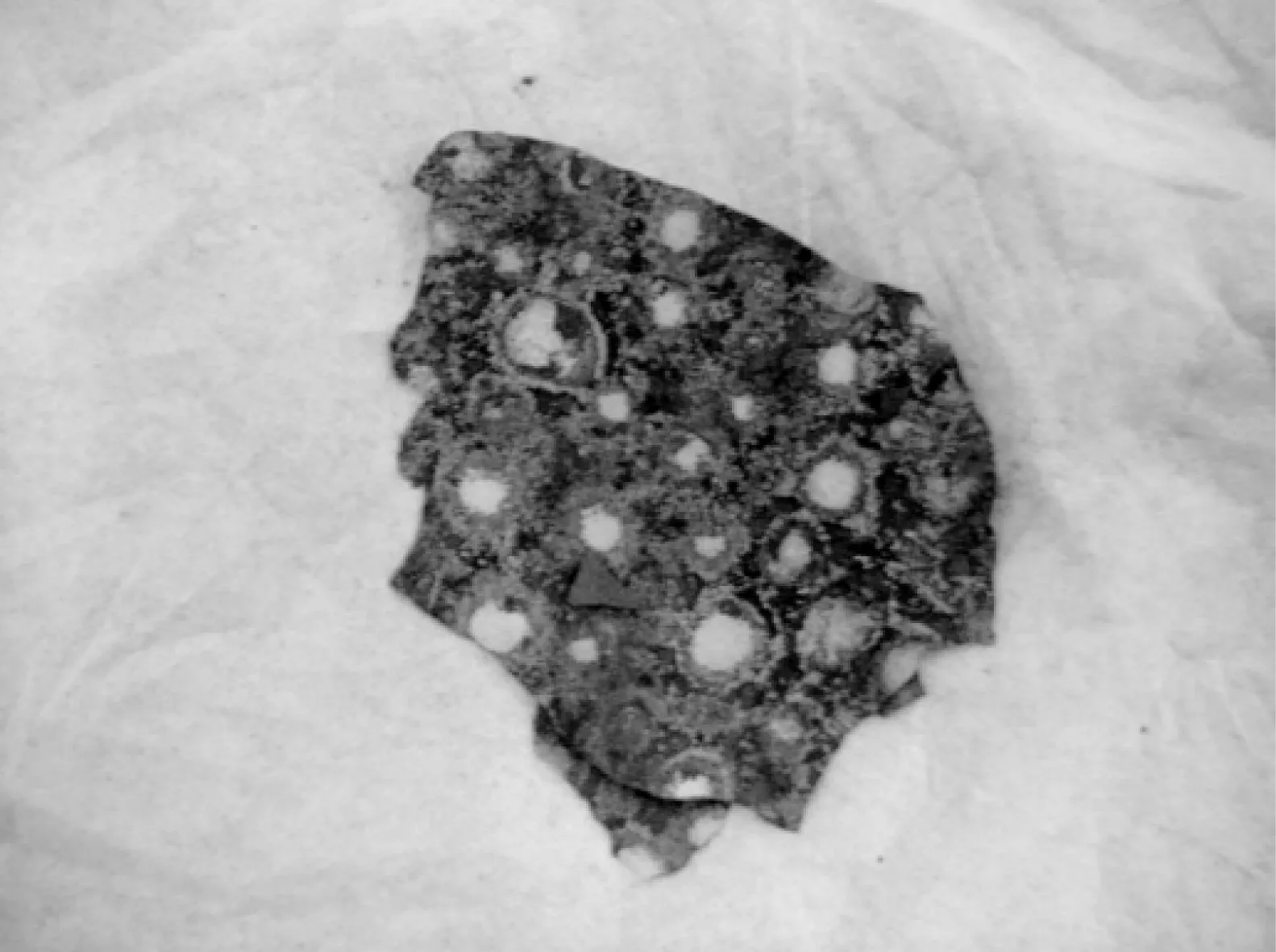
图1 失效样品
1.2 能谱定性分析
为了进一步确定失效物质的化学组成,对实效样品表面的绿色物质进行了能谱分析。
分析结果显示:绿色物质含有陶瓷粉的Al、Ti和O成分,又含有Ni和Cr,表面绿色物质中Cr和Ni的吸收峰比例较黑色物质中的要高些,同时,两者中都有了S的吸收峰,要确定还需要用等离子发射光谱和元素分析仪进一步确认。
1.3 不明绿色物质定量分析
分别取黑色物质(未腐蚀陶瓷)、含黑色物质的绿色物质(已腐蚀陶瓷)以及从样品绿色斑点刮下来的绿色物质(腐蚀体)用酸溶解、过滤,分析其金属离子含量,同时,取少量上述物质,分别用元素分析仪O模式和CHNS模式定量,定量的测试结果见表1。
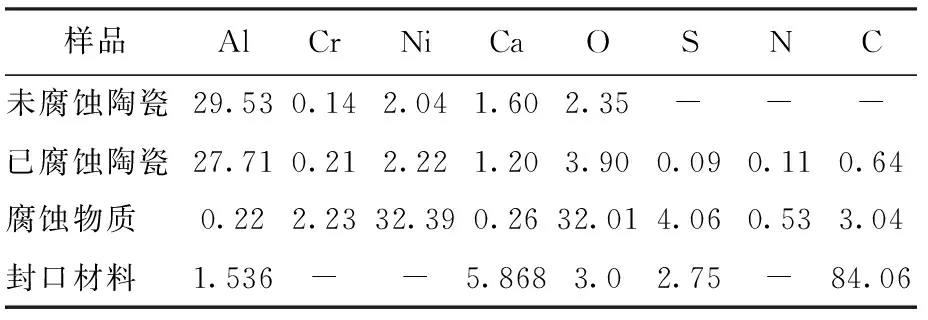
表1 元素定量测试结果 %(质量分数)
由等离子发射光谱测试的金属离子含量的结果可知:黑色物质主要为陶瓷成分,Al的含量很高,样品表面刮下来的绿色物质主要是Ni或Cr的氧化物或其他盐类,氧化镍为绿色至黑绿色立方晶系粉末,不溶于水、碱液,溶于酸等。另外,由元素分析仪的测试结果可知:表面刮下来的绿色物质中的氧含量很高,同时含有一定量的硫,而含有绿色物质的黑色物质中两者的含量均不高。封口材料中的无机金属离子含量不高,碳含量很高,硫的质量分数为2.75%。
1.4 使用介质定量分析
对罗拉水溶液进行定性定量分析,测试结果见表2。

表2 不同介质水溶液的液相色谱定量结果 %(质量分数)
2 失效原因分析
2.1 热喷涂技术简介
热喷涂技术的原理是利用各种不同的热源,将预喷涂的各种材料如金属、合金、陶瓷、塑料及其各类复合材料加热至熔化或熔融状态,借助气流的高速雾化形成微粒雾流沉积在已预处理的工件表面形成堆积状,与基体紧密结合的涂层。
在实用的陶瓷热喷涂材料中,应用最广泛的氧化材料是Al2O3、ZnO2、SiO2等以及其复合材料,它们都具有耐热性、耐蚀性、耐磨性、绝热性、绝缘性等优异性能;其他非氧化物材料以碳化物为主,常用的有WC、TiC、Cr3C2等,它们具有某些特殊的性能,如W2C与WC的共晶混合物属于最硬、最耐磨材料之一。这些碳化物一般不单独用来喷涂,而与Co、Ni、Ni-Cr等金属制成陶瓷-金属复合材料使用。
当需要在金属基体上喷涂陶瓷涂层时,以要先在金属基体上喷涂一层合金粘结底层,提高表面陶瓷涂层与基体金属之间结合强度,同时缓解两者之间热物理性能的差别。在基体尺寸形状或结构难于进行喷砂或粗化处理时,也推荐采用粘结底层。
2.2 陶瓷层剥落失效的主要原因
(1)影响涂层寿命的因素很多,主要有涂层残余应力、涂层的屈曲失效、涂层的接触疲劳失效、热震、涂层孔隙等。由于喷涂工艺上的原因,涂层内部会存在孔隙,使涂层综合力学性能下降,易造成涂层失效,因此涂层孔隙是涂层的关键问题之一。因为在喷涂过程中,熔融态的颗粒高速沉积在基体上形成涂层,这就决定了涂层孔隙不可避免。孔隙的存在主要对涂层弹性模量、涂层热应力以及涂层热物理性能产生影响从而引起涂层失效。孔隙的存在也降低了涂层在腐蚀环境中的使用寿命。
(2)原先陶瓷罗拉的加工工艺为:罗拉(表面材质为SUS316)经磨床加工至要求的尺寸,然后进行喷砂处理达到表面粗化的效果,通过超音速火焰喷涂的方法先用Ni-Cr粉作为合金粘结底层,再用Al2O3作为陶瓷喷涂材料,进行喷涂。喷涂厚度一般在0.25~0.35 mm,喷涂完成后再用石蜡进行封孔处理,最后罗拉表面上磨床加工至技术要求。从原来的罗拉加工工艺可以看出,缺少高温清洁步骤。众所周知,在机械加工、运输过程中会留下油污、灰尘等杂物,如果在喷涂陶瓷前没有清除这些杂质,使得粘结底层与基材的黏合力降低,从而引起陶瓷易剥落。
(3)通过对罗拉喷涂材料以及失效材料进行分析发现:陶瓷罗拉表面绿色不明物质成分主要为Ni和Cr的氧化物或盐类,由于陶瓷表面存在缺陷或表面破坏,使K-2105水溶液和空气中的水、CO2、SO2等渗透至基材316L,造成腐蚀形成。
(4)通过对罗拉的原封孔材料进行耐热性实验、以及观察封孔材料在NaSCN的物理化学状态发现:封孔材料在60 ℃状态下会完全熔化,在51%NaSCN溶液中能完全溶解。而罗拉实际的工作环境是在温度100 ℃左右、含有微量NaCl的NaSCN溶液中,也就是说正常工作时,该封孔剂已经失效,NaSCN溶液本是一种强腐蚀剂,沿着陶瓷微小空隙慢慢渗透,致使陶瓷失效。
由此可以初步判断:造成腐蚀的原因就是腐蚀环境和涂层孔隙,而封孔材料在K-2105浴槽的近100 ℃环境下已完全熔化,且在NaSCN溶液内失效。因此减少涂层孔隙率,并选择合适的封孔材料能有效降低腐蚀影响。
3 解决方案
3.1 选用合理的材料
3.1.1 NiCr粉(粘结底层)
这类涂层具有抗氧化、抗热震、耐磨、耐大气腐蚀等性能,与基材有良好的结合力。由于这些涂层的热膨胀系数介于金属和陶瓷之间,因此能对基体和工作涂层因膨胀系数不同而产生的应力起“缓冲”作用,能大大增加工作面层与基材的结合力。
NiCr涂层除具有上述特性外,还有着良好的耐腐蚀性能,尤其在大部分强酸中,耐蚀性上佳。其中NiCr合金具有良好的耐热耐蚀性,常用的成份是80%Ni+20%Cr。NiCr涂层化学成分的质量分数为:Cr,18.21%;C,0.14%;B,1.17%;Ni,79.43%;Si,1.04%。
3.1.2 Cr2O3粉
Cr2O3粉呈深墨绿色,遮盖能力很强,其涂层致密,硬度高,抛光性能好,耐磨粒、硬面和纤维磨损,抗磨损性能优良,在摩擦磨损性能要求高的机器零件中得了广泛的应用。
该材料化学性能十分稳定,不溶于酸、碱、盐及各种溶剂,具有优异的耐介质浸渍腐蚀性能,耐H2S、SO2等腐蚀性气体的高温冲蚀,对大气、淡水和海水以及光极为稳定,该涂层还具有极好的亲水性能,在涂层表面形成一层均匀的水膜。耐腐蚀性能在陶瓷涂层中属上乘。
Cr2O3涂层可用作540 ℃化学介质中使用的耐磨粒磨损、硬面磨损及冲蚀和气蚀磨损涂层。也可用作250 ℃化学介质中使用的零部件的抗腐蚀磨损涂层(表面需先进行适当的封孔处理)。
选用的Cr2O3粉末为进口产品,由欧瑞康美科公司生产。颗粒尺寸为15~35 μm,化学主成分质量分数为:Cr2O3,99.75%;Al2O3,0.03%;Cr,0.05%;MgO,0.04%;Te2O3,0.02%。
从选用的材料与原来使用的材料数据对比看,颗粒致密度更高,颗粒更细,形成的颗粒间隙更小,另外其硬度更高,不容易磨损。
3.1.3 封孔剂
原先使用的石蜡涂层封孔剂,属于加热硬化型,在低温或常温环境下,可有效地阻止各种液体或腐蚀介质从涂层表面渗入。但罗拉工作温度是在100 ℃,加上其渗透性能明显低于现用的封孔剂,即渗入涂层深度不够,不能有效地保护涂层与基体间的结合面免受液体的侵蚀。
因此建议选用德国产“LG185”封孔剂,属常温硬化型,以聚甲基为主剂,醇类为溶剂的有机封孔剂,其特点为易固化且与涂层结合牢固,渗入涂层内部深达涂层基体,能降低涂层原有气孔。
3.2 优化加工工艺
原来的加工工艺存在缺陷,罗拉本体(不论是新制罗拉或修理罗拉)在喷涂陶瓷前,存在一层油污层,由于其存在,使得陶瓷喷涂前的Ni-Cr粉合金粘结层,粘附力不够,并埋下了腐蚀诱因。为了有效去除残留油污层,在粘结底层前增加蒸发工艺,是为了消除基材中微量的油污,以增加结合层粘附力。
4 结语
将根据上述加工工艺,及粘结底层、陶瓷、封孔材料应用于新的陶瓷罗拉制作,已投入运行,使用寿命已经达到3年,比原来的陶瓷罗拉使用寿命增加2倍有余,证明此加工工艺和新材料合理,应用获得成功。
[1]黄克刚.陶瓷热喷涂.山东陶瓷,1998,21(2):26-27.
Exploration of Prolonging the Service Life of Ceramic Roller
Wu Chunqi
(SINOPECShanghaiPetrochemicalCo.,Ltd.Shanghai200540)
The causes of corrosion products were analyzed with chemical qualitative and quantitative analysis methods,and countermeasures were raised accordingly.The service life of ceramic roller in acrylic fiber process were prolonged though measures as improving the processing technology,replacing the ceramic material and hole sealing materials,etc.
ceramic,coefficient of thermal expansion,plasma spraying,roller,corrosion
2016-07-13。
吴春其,男,1967年出生,1988年毕业于上海石油化工高等专科学校,高级工程师,主要从事石油化工腈纶设备管理工作。
1674-1099 (2016)05-0030-03
TQ051.6
A
