炼厂污水处理场恶臭气体治理实践
2016-12-30龚朝兵李海华
龚朝兵 陈 伟 李海华
(中海石油炼化有限公司惠州炼化分公司,广东 惠州516086)
工业化应用
炼厂污水处理场恶臭气体治理实践
龚朝兵 陈 伟 李海华
(中海石油炼化有限公司惠州炼化分公司,广东 惠州516086)
炼化企业污水处理场属于重要的恶臭污染源,亟需进行污染治理。根据污水处理场恶臭污染特点,分为高浓度废气和低浓度废气,高浓度废气经化学洗涤后与低浓度废气分别进组合生物除臭装置进行净化处理,处理后的废气进活性炭吸附装置进行深度处理。实践结果表明:该复合技术对污水处理场恶臭治理具有明显的净化效果,其中臭气浓度低于100,非甲烷总烃质量浓度不超过6.5 mg/m3,硫化氢质量浓度为0.004 mg/m3,均远低于国家标准。
污水处理场 恶臭治理 化学洗涤 组合生物法 吸附 臭气浓度
炼化企业污水处理场负责接收和处理各装置排放的含油污水、含硫污水和含盐污水等,隔油、浮选、污泥处置和生化单元排放的恶臭物质主要有硫化氢、氨、有机硫化物和非甲烷总烃等,对周边环境及现场操作与维护人员的身体健康造成了较大影响。恶臭污染与气象因素有密切关系,一般天气晴朗、风速较大的天气,恶臭污染投诉较少,污染程度较轻;而天气阴雨潮湿、弱风气压低的天气相对较易导致恶臭污染的发生。炼化企业需要针对不同污水处理单元的特点采取各种组合工艺进行恶臭污染的治理,以尽可能减少无组织废气排放造成的环境污染[2-7]。
中海石油炼化有限公司惠州炼化分公司(以下简称惠州炼化)原有化学洗涤系统一套,处理事故罐、隔油池、污水池、气浮产水池、内循环生物曝气滤池(RBF)所产生的废气,废气经处理后虽然满足臭气浓度(无量纲)不大于2 000的标准(标定均值臭气浓度为1 362),但现场气味仍然较大,在低气压下更为明显,需要进行治理。针对污水处理场的废气排放特征,惠州炼化采用“化学洗涤+组合生物除臭+活性炭吸附”的复合工艺治理污水处理场恶臭污染,治理后废气的臭气浓度不超过100,远低于《恶臭污染物排放标准》的臭气浓度限值2 000,恶臭污染治理成效显著。
1 污水处理场废气处理工艺的选择
惠州炼化污水处理场包括含油污水处理系统和含盐污水处理系统,两列污水处理设计负荷均为300 m3/h。污水处理场臭气来源有两类:一类系直接从污水中挥发,另一类来自于污水中微生物生化反应形成分解物,与厌氧菌活动有关。污水处理场一般通过采取敞口池加盖或密闭抽气的方法,将敞口池无组织排放的废气改为有组织排放,并对收集起来的废气进行净化处理。臭气收集系统材质一般采用玻璃钢,其质轻强度高,减小了覆盖材料自重荷载和钢构件的自重。
目前恶臭治理技术常用的有物理处理法、化学处理法和生物处理法。由于污水处理场各处理工序臭气的性质和浓度不同,采取单一的治理措施很难达到设计效果,对于排放废气的臭气浓度要求非常低的苛刻情况下一般需要采取组合工艺进行治理。污水处理场预处理单元的废气量较小,但恶臭气体浓度大,可采用化学洗涤法进行预处理,即利用碱液吸收臭气中的硫化氧、硫醇类、有机酸等组分,以达到气体初步净化的目的;生化处理单元的废气量大,但臭气浓度较低[1-2],适合采用生物法进行净化处理。生物净化工艺主要分为生物洗涤法、生物过滤法和生物滴滤法,采用二级生物除臭的组合,除臭效果更好,负荷能力大,耐抗冲击负荷强,对废气臭气浓度突变适应性更强,有利于装置的稳定运行。由于生物处理后的废气中还含有非常微量的恶臭成分,为满足低臭气浓度与低挥发性有机物(VOCs)排放的要求,可采用活性炭进行吸附处理后达标排放。
1.1 废气处理的工艺流程
根据污水处理场废气的性质特点,其废气分为两股,一股为预处理单元产生的高浓度废气,一股为生化处理单元产生的低浓度废气,两股废气先分别进行处理以降低操作波动,再合进吸附装置进行深度处理后达标排放。经过论证比选,惠州炼化决定采用“化学洗涤+组合生物除臭+活性炭吸附”的复合工艺治理污水处理场恶臭污染,以满足治理后废气臭气浓度不超过100的目标。流程示意见图1。

图1 废气处理流程示意
为保证恶臭气体治理的效果,预处理单元和污泥处理单元的高浓度废气先经化学除臭,再进生物除臭单元。化学除臭系统以氢氧化钠和次氯酸钠作为吸收剂,废气与循环碱液逆流接触。生物除臭分为两列,一列处理经化学除臭装置处理后的高浓度废气,一列处理生化单元产生的低浓度废气。生物除臭单元采用“生物滴滤+生物过滤”的二级生物除臭工艺,并采用火山岩、海绵、花球的不同比例组合作为多孔惰性填料,硫系污染物与其他污染物依次在第一级与第二级生物除臭罐得到去除。经生物除臭单元处理后的两列废气经引风机进入深度处理单元,该单元主要由预处理单元、吸附解吸单元组成,主要针对生物除臭系统没有处理完全的恶臭物质采用活性炭纤维进行吸附处理,吸附后通过30 m烟囱达标排放。
1.2 废气处理的主要设备
生物滴滤罐采用花球、火山岩和海绵作为填料,填料高度为2 m。生物过滤罐采用多孔填料级配堆填,从上至下分别为:①火山岩、海绵、花球;②火山岩、海绵;③火山岩、花球;④花球。填料高度分别为1,0.5,1.8,0.2 m,总填料高度为3.5 m。吸附罐以活性炭纤维为吸附材料,滤芯规格为Ф500 mm×3 000 mm。废气处理系统的主要设备规格见表1。

表1 恶臭气体治理系统主要设备规格
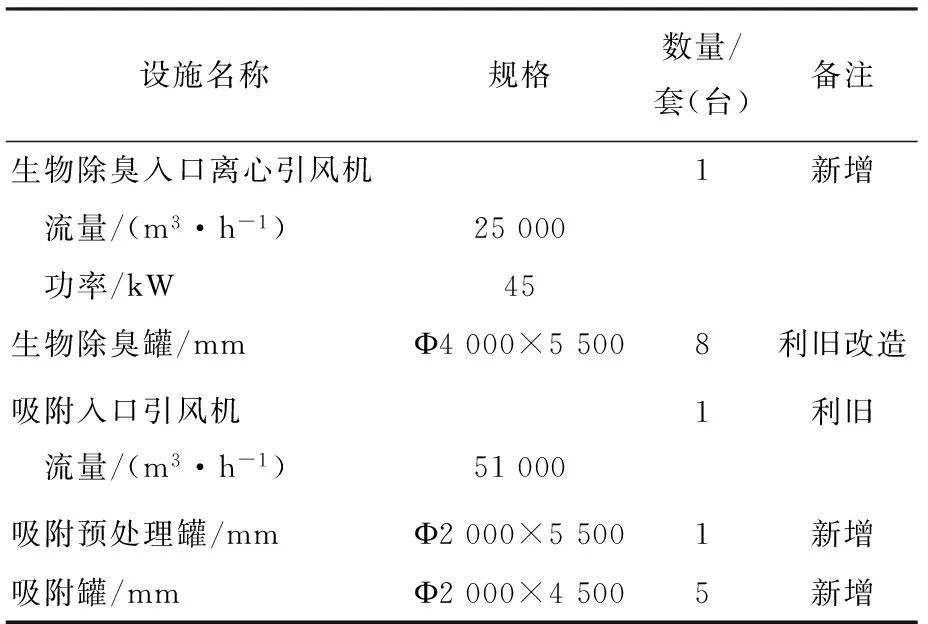
续表1
2 废气处理系统的设计指标及控制方法
根据污水处理场各建(构)筑物的规格及运行工况,高浓度恶臭气体与低浓度恶臭气体的设计处理量均为25 000 m3/h,深度处理单元设计规模为50 000 m3/h。根据《石油炼制工业污染物排放标准》(GB 31570—2015)及深度处理后尾气臭气浓度低于100的目标,确定生物除臭单元和深度处理单元的设计指标见表2。

表2 生物除臭和深度处理单元的设计指标
化学除臭的碱液质量浓度按照4%配制,化学洗涤塔循环溶液pH按照8~10控制,碱循环溶液pH偏低时补加部分碱液。生物除臭设备的增湿循环和补充用水采用二沉池出水,控制二沉池出水化学需氧量(COD)不高于350 mg/L。第一级生物滴滤池的特点是挂膜时间较长,压损小,使用寿命较长,需要连续喷淋,喷淋最大水量为25 m3/h。滴滤池上部设有喷淋装置,通过循环液泵将营养液喷淋至生物滤料上层,一方面保持床层滤料的湿度,同时也为滤料床层内的微生物的生长补充营养。第二级生物滤池的特点是挂膜时间短,压损较大,只需间断喷淋,主要控制指标是循环液的pH值。臭气深度处理装置采用活性炭纤维吸附原理,通过填料过滤和吸附废气中非常微量的恶臭成分。当吸附达到饱和时,利用蒸汽进行再生,填料的解吸温度控制在150~200 ℃。废气处理系统主要设计参数见表3。

表3 废气处理装置主要设计参数
3 废气处理装置工艺运行分析
惠州炼化污水处理场的生物除臭系统于2014年12月19日安装完成后投入运行,废气深度处理系统于2015年6月1日调试完成后投入运行,废气处理系统投运以后稳定运行。2015年9月22日对该系统进行了标定,废气处理监测结果见表4。
标定期间,其他参数满足设计要求,但低浓度恶臭气体的组合生物除臭系统的循环水pH无法达到设计值(3~6),主要是低浓度废气中的H2S含量低,不利于硫细菌的生长,而硫细菌主要是将废气中的H2S氧化成硫酸盐,从而降低组合生物除臭系统的pH值。因此,标定期间低浓度恶臭气体的组合生物除臭系统的循环液pH基本维持在6~8之间,但经长期运行后,低浓度废气的组合生物除臭系统的循环液pH可控制在5~6,满足设计指标。
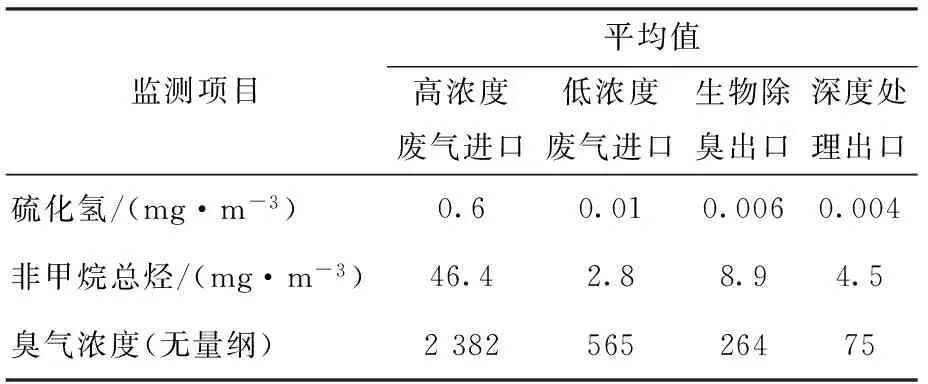
表4 废气处理各单元分析数据
从表4可知:经生物除臭处理后,硫化氢质量浓度降至0.006 mg/m3,非甲烷总烃质量浓度为8.9 mg/m3,均远低于控制指标及国家标准,臭气浓度降至264,说明生物除臭效果良好。臭气浓度与非甲烷总烃质量浓度满足控制指标,硫化氢远低于控制指标,其中氨、三甲胺、甲硫醇、甲硫醚、二甲基二硫、二硫化碳、苯乙烯未检出(均低于仪器检测下限),说明吸附效果满足要求。从装置运行情况可以得出,废气处理装置工艺选择合理,处理效果良好。
4 结论
炼化企业污水处理场的恶臭污染治理有利于改善周围环境和操作人员的身体健康。采用“化学洗涤+组合生物除臭+活性炭吸附”的复合工艺治理污水处理场恶臭污染,装置运行实践证明生物除臭采用“生物滴滤+生物过滤”的组合工艺,恶臭气体经生物除臭后,臭气浓度低于500,非甲烷总烃为8.9 mg/m3,废气再经活性炭吸附后,其臭气浓度低于100,说明采用复合工艺治理污水处理场恶臭污染取得了显著的效果。
[1]闫松,尹天亚,单广波,等.炼油企业污水处理厂恶臭污染分布特征及规律.环境监测管理与技术,2010,22(4):61-62.
[2]王刚.复合生物法处理炼化污水厂恶臭气体.环境科技,2015,28(1):35-38.
[3]齐国庆,刘发强,刘光利.生物洗涤+生物滴滤组合工艺处理炼油污水场恶臭气体工程设计.环境工程,2013,31(1):56-58,76.
[4]刘志林.生物过滤技术应用及运营管理.石油化工安全环保技术,2011,27(2):52-55,59.
[5]王浩英,张成藩.生物除臭技术在炼油污水处理厂臭气治理中的应用.工业用水与废水,2012,43(3):35-37.
[6]陈浩玺.炼化企业污水处理场恶臭气体治理技术探讨.油气田环境保护,2012,22(2):10-21.
[7]陈和谦.生物除臭技术在石化废水处理厂臭气处理工程中的应用.上海建设科技,2012(3):38-40.
吉林康乃尔甲醇制烯烃项目进展
吉林康乃尔化学工业有限公司600 kt/a甲醇制烯烃项目正在有条不紊推进。该项目已报吉林省发改委正式备案,环境评价报告公示已经完成。该项目位于吉林经济技术开发区化工产业园区,投资约37.3 亿元,建设600 kt/a甲醇制烯烃。项目计划分两期建设,每期均为300 kt/a,乙烯、丙烯产品销售给园区企业。
另据悉,惠生工程技术服务有限公司(简称惠生工程)获得了该项目一期300 kt/a甲醇制烯烃装置EPC总承包合同以及烯烃分离单元专利技术许可和工艺包编制及技术服务合同。该项目将采用UOP公司技术和惠生工程的高收率烯烃分离技术。惠生工程负责该项目中甲醇制烯烃反应及浓缩单元、烯烃分离单元、烯烃裂解单元及部分辅助设施的设计、采购、施工总承包工作。项目预计于2017年10月交付。
(中国石化有机原料科技情报中心站供稿)
Odor Gases Treatment Practice of Sewage Treatment Plant in Refineries
Gong Chaobing,Chen Wei,Li Haihua
(CNOOCHuizhouRefinery,Huizhou516086)
Sewage treatment plants in petrochemical enterprises are important odor pollution sources which need to be controlled.The odor gases in sewage treatment plants are divided into two strands (namely high concentration exhaust gas and low concentration exhaust gas) based on the characteristics of odor pollution.The high concentration exhaust gas is chemically cleaned and then mixed with the low concentration exhaust gas into the combined biological deodorization device for purification treatment,and the treated exhaust gas is subjected to advanced treatment by an activated carbon adsorption device.The results showed that the composite technology had obvious purifying effect on the odor treatment of sewage treatment plant,in which the odor concentration was less than 100,the non-methane total hydrocarbon was less than 6.5 mg/m3,the mass concentration of hydrogen sulfide was 0.004 mg/m3,which were much lower than the national standards.
wastewater treatment plant,odor control,chemical washing,combined biological technology,adsorption,odor concentration
2016-06-12。
龚朝兵,男,1973年出生,毕业于中国石油大学(北京),工学硕士,高级工程师,主要从事炼油技术管理工作,已发表论文50多篇。
1674-1099 (2016)05-0037-04
TE992
A
