基于VERICUT的模具数控加工仿真及加工路线优化
2016-12-29邓奕
邓 奕
丁 科
付 宏
马桂军
(1. 湖南工程学院机械工程学院,湖南 湘潭 411101;2. 湖南省风电装备与电能变换协同创新中心,湖南 湘潭 411101;3. 陕西航天动力高科技股份有限公司,陕西 西安 710077;4. 杭州开兰数控机床有限公司,浙江 杭州 311402)
基于VERICUT的模具数控加工仿真及加工路线优化
邓 奕1,2
丁 科
付 宏
马桂军
(1. 湖南工程学院机械工程学院,湖南 湘潭 411101;2. 湖南省风电装备与电能变换协同创新中心,湖南 湘潭 411101;3. 陕西航天动力高科技股份有限公司,陕西 西安 710077;4. 杭州开兰数控机床有限公司,浙江 杭州 311402)
VERICUT是一款既能够进行虚拟加工又能进行刀具优化的三维软件。通过VERICUT数控仿真软件对带商标图案模具零件进行加工仿真及刀路优化,检验程序加工过程可能产生的干涉碰撞和过切,改善刀具路线,减少不必要的走刀时间,展示了在VERICUT环境下的加工仿真及优化过程。
VERICUT;虚拟加工;数控仿真;刀路优化
VERICUT是美国CGTECH公司开发的一款专门的数控加工仿真和优化软件,它可以在软件中建立虚拟加工环境,通过三维显示对NC程序进行动态模拟,能够很好地模拟数控机床的加工环境和运动过程,从而能够有效地保护机床并提高加工效率[1]。Mastercam是一款数控加工的仿真软件,能够通过零件的几何模型生成加工刀路,并导出NC程序。VERICUT 软件可以仿真多种数控加工设备的加工过程,同时对现有的NC程序进行优化,优化后的NC程序可有效缩短加工时间,在仿真的过程中可以检查数控机床加工过程是否出现过切、欠切情况,在实际加工中可以防止机床碰撞、超行程等错误[2-3]。因此,将Mastercam与VERICUT相结合的方法可以有效避免它们各自不足,取长补短。
本试验在MastercamX9中对某带商标模具进行几何建模、仿真加工,经过后处理生成NC程序,通过VERICUT软件的优化模块对切削参数进行优化。
1 零件的建模与数控加工
给出的*.JPG格式文件不能直接进行仿真加工,利用专用的刻字软件进行矢量化处理,可将*.JPG格式的文件转换为*.IGS格式文件,但是会与原始图形产生些微偏差,出现精度下降,因此需要依据图纸的技术要求进行编辑处理。可以通过Mastercam 的位图矢量化功能对商标零件的图形进行矢量化处理,调出模具三维模型图,将处理后的商标矢量图形插入到模具指定位置中,见图1。
通过对该模具的结构特点分析,该模具零件为一凸台结构,上表面为一复杂曲面,内有凹槽,因此很难用手工编程的方法进行数控程序的编写。于是采用Mastercam X9对该模具零件进行自动编程,对该模具零件进行三维建模,建模完成后,通过Mastercam X9的数控加工功能的加工模块对该零件进行数控仿真加工,生成刀具轨迹路径和相应的NC 程序。
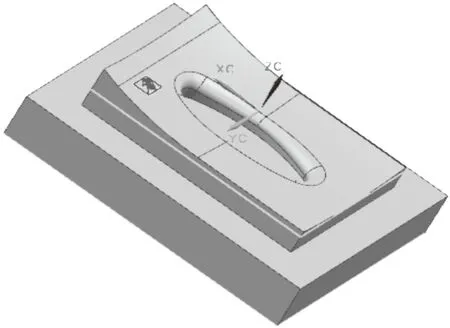
图1 零件模型Figure 1 Part model
1.1 零件工艺分析
该模具材料采用预硬钢8Cr2MnWMoVS,该材料在使用前已经先进行了相关的热处理,硬度值达到42~48 HRC,在这个硬度下的材料可以直接进行铣削、雕刻等成型加工,且在精加工完成后不需要再进行热处理就可以直接使用,可以很好地避免零件材料在精加工完成后热处理所引起的变形,降低了制造误差,保证了产品精度。根据零件模型的特点,在数控机床上可采用机用平口虎钳夹紧,以坯料上表面中心为工件坐标系的原点,加工过程工序路线见表1。
1.2 切削用量的确定
切削用量是指数控机床在切削过程中相关参数的选用量,主要包括主轴转速、背吃刀量、进给速度3个重要因素[4]。针对不同的机床和切削材料,所选用的切削用量也会有所差异,在零件加工的不同环节切削用量的选择也都不相同。在加工过程中,选用合适的切削用量直接关系到加工的质量。粗加工时,待加工零件对工件表面的精度要求比较低,切削余量较大,为了提高生产效率和降低产品的生产成本,一般采用较大的切削用量。精加工和半精加工时,零件表面精度要求高,切削余量较小,要保证零件的加工质量,应适当提高主轴转速并且减少背吃刀量[4]。
(1) 背吃刀量ap(mm)的选择首先要考虑被加工零件的材料属性,对于易加工材料可以适当增大背吃刀量。其次要考虑铣削加工所用刀具的种类,要在刀具刚度允许的范围内选用合理的背吃刀量。背吃刀量的选择也要充分考虑机床、夹具所组成的系统的刚度,在刚度允许的条件下可选用较大的背吃刀量以提高生产效率[4]。
(2) 主轴转速n(r/min)的选择可以根据切削速度Vc(m/min)的值计算后选取。

很多夫妻之所以会走到离婚的那一步,往往是因为平时没有及时处理婚姻中出现的各类问题或矛盾。当婚姻中出现问题的时候,夫妻之间需要及时沟通。出现问题并不可怕,可怕的是当问题出现后,彼此熟视无睹,互不相让,导致婚姻中的问题越堆越多。夫妻间应坦诚相处,做到相互关照,这样比赠送礼物更令人高兴。
(1)
式中:
N——主轴转速,r/min;
Vc——切削速度,m/min;
D——工件或刀具直径,mm。
(3) 进给速度的选择要综合考虑加工所用刀具的材料和待加工零件的材料,然后根据材料特性选取合适的进给速度,合理的进给速度可以改善零件的表面质量,提高零件加工的精度。粗加工选用大的进给量时,要考虑机床、刀具及夹具所组成的系统的刚度,要在刚度允许的条件下选用较大的进给速度。在精加工时,表面粗糙度要求高时,进给速度应较小。由计算查表得切削用量见表1。
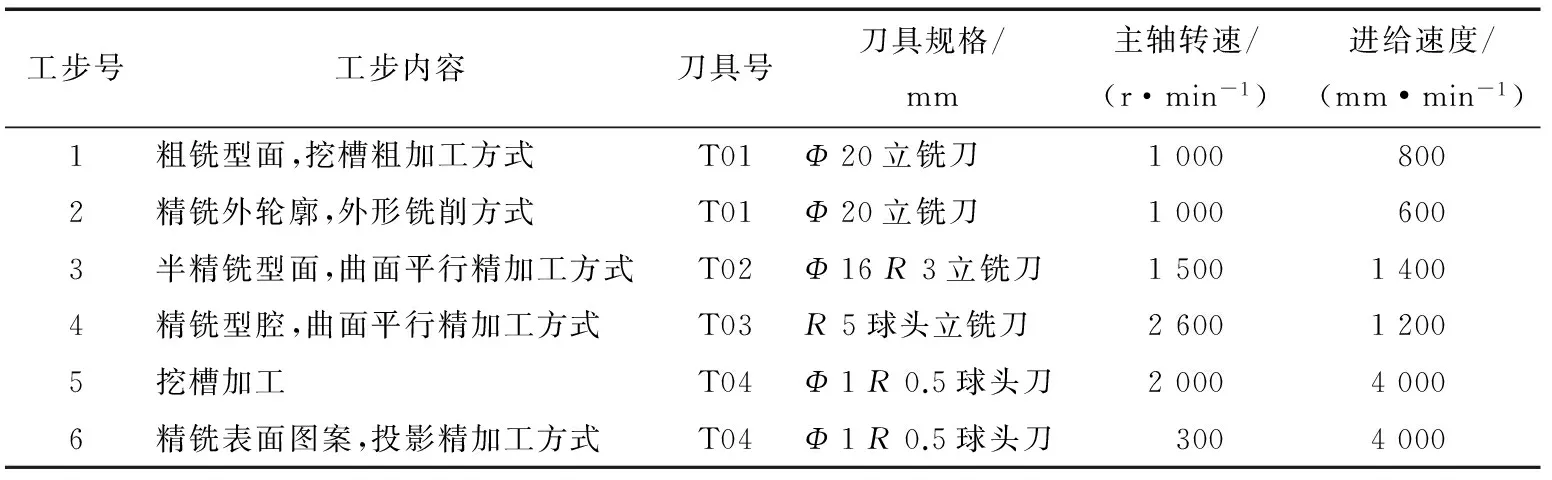
表1 数控加工工序卡片Table 1 NC machining process card
1.3 零件的加工仿真
根据零件的工艺分析和工序卡,在MastercamX9中对该零件进行数控加工。首先进入加工界面,先进行粗铣型面,加工过程:
(2) 粗铣型面。依次选择“刀具路经”,在下拉栏中选择“曲面粗切”,选择“粗加工挖槽加工”选项。选择待加工曲面,设置曲面切削参数,创建加工刀具路径,完成该模具零件粗加工第一步工序。刀路见图2。
(3) 按照步骤二类似可完成剩余工序的刀路创建,见图3。

图2 粗铣型面刀具路径Figure 2 Tool path of Rough milling surface
(4)NC代码的生成。选择后处理选项,选择好输出文件的路径,生成各加工刀具路径的NC程序。

图3 全部加工刀具路径Figure 3 Full Tool path
2 零件加工仿真与优化
2.1 VERICUT仿真加工与优化
VERICUT仿真优化就是对生产过程进行模拟,根据数控程序中所使用的刀具及每步运动轨迹,计算出每一步程序的切削量,然后与切削参数值进行比较;通过计算分析,当余量大时,降低进给速度;当余量较小时,就提高进给速度,VERICUT软件可以对程序进行修改,同时插入新的进给速度,最终使数控加工程序更安全、高效[5]189。
优化刀具轨迹优点:优化切削过程的进给速度,改善了刀具路径,缩短了零件的加工周期,提高了加工的效率;优化后的程序加工更加平稳,降低了加工过程中刀具颤振,减少刀具磨损,延长了刀具寿命;提高了工件表面的加工质量。
刀具轨迹优化的基本步骤:① 导入加工设备和设计零件;② 导入数控程序;③ 刀具轨迹进行优化准备;④ 设定优化控制程序;⑤ 选择交互式优化生成优化刀具轨迹库,并在“刀具管理器”对话框中生成优化刀具记录[5]202。
2.2 VERICUT仿真加工与优化基本过程
利用VERICUT对数控加工程序进行仿真的基本步骤见图4[6]。

图4 VERICUT工作步骤Figure 4 Work steps of VERICUT
2.2.1 建立虚拟机床模型 启动UG软件后,对机床模型、夹具模型、毛坯模型、刀具等进行建模,并设定系统参数和模型坐标系,完成后导出STL格式,建立机床组件模型见图5[7]。
2.2.2 加工仿真 调用“fanuc0”控制系统,导入在UG中建模完成后导出STL格式的MV610机床模型,建立起虚拟机床模型,创建机床项目树见图6。导入夹具和待加工零件模型,创建系统刀具库见图7,最后对工件进行虚拟机床仿真加工。根据仿真结果可观察到工件在加工中是否发生碰撞、干涉等情况,通过主界面菜单栏中“分析”→“自动—比较”对话框可以对仿真加工后的零件进行残留和过切的比较。加工过程见图8。

图5 虚拟机床模型Figure 5 Virtual machine tool model
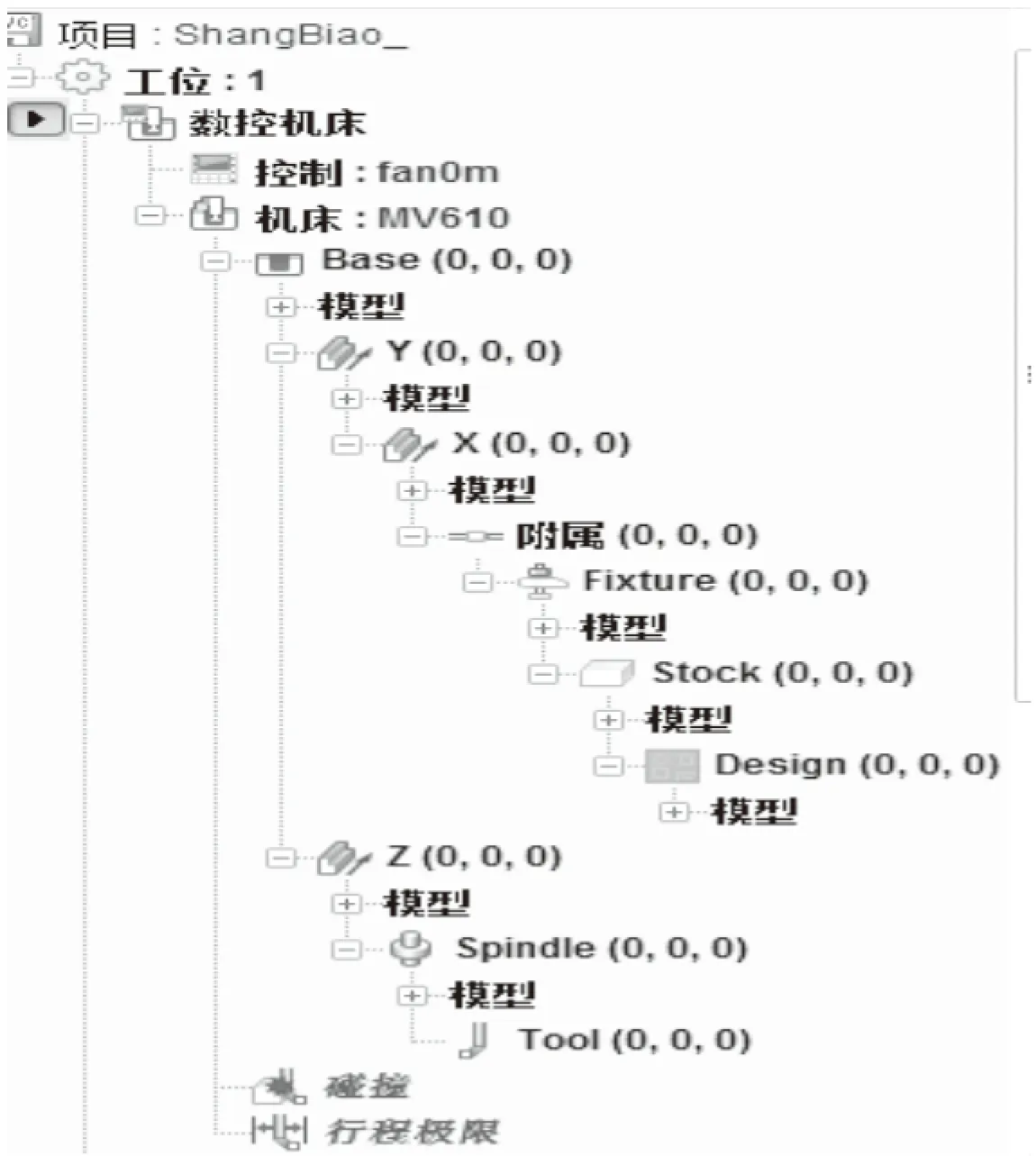
图6 机床项目树Figure 6 Project tree of machine tool
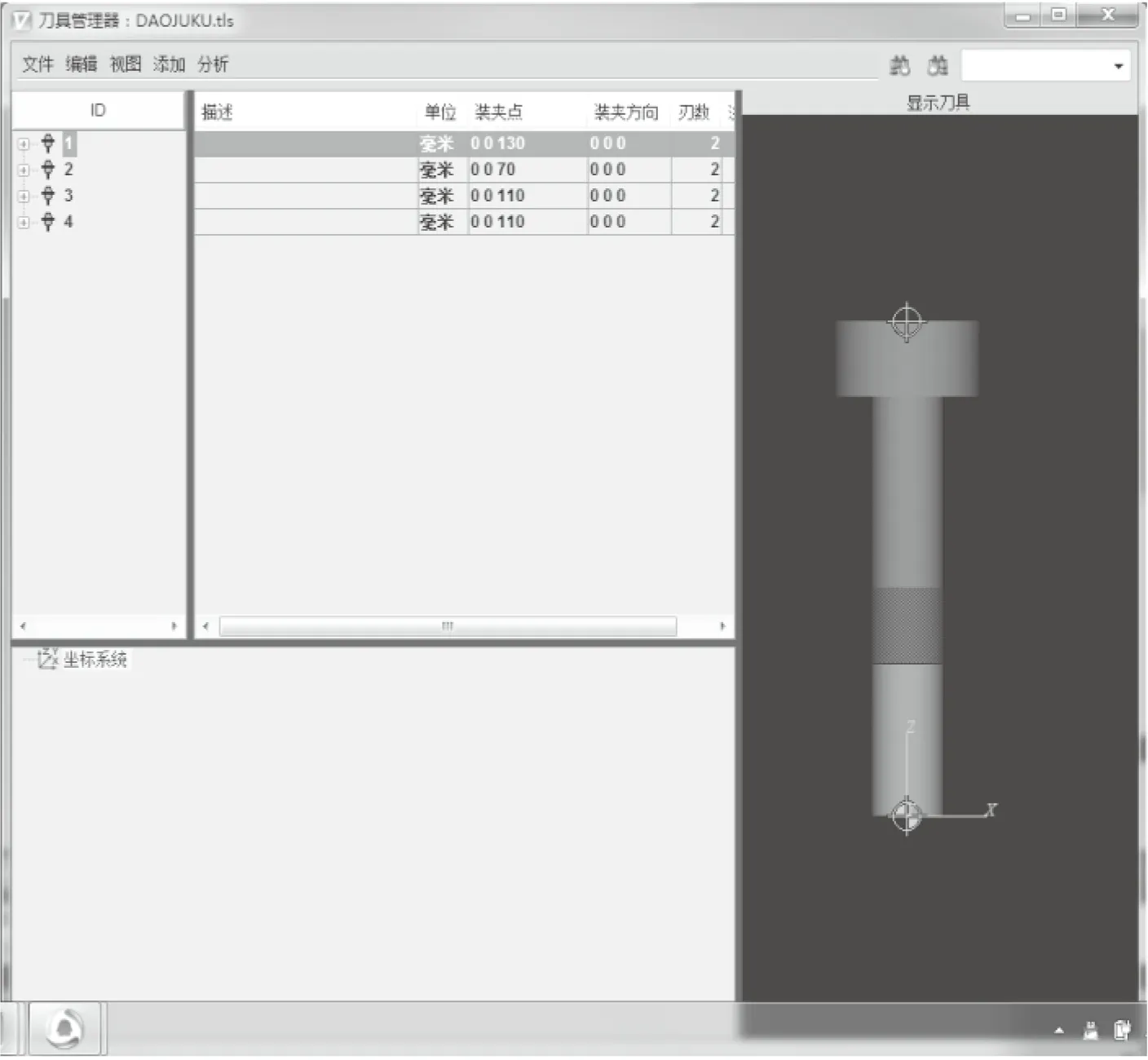
图7 刀具库Figure 7 Tool magazine

图8 VERICUT加工过程Figure 8 VERICUT Process
2.2.3 程序优化 在VERICUT系统中,选择项目树上“加工刀具”双击进入刀具管理器界面,选择需要添加优化的刀具,右击选择“添加优化”→“新”命令,系统弹出如图9所示的“优化名”对话框,配置1号刀具优化库,设置零件材料和机床名字。根据同样的操作可分别配置后续刀具的优化库,点击“进给/转速”选项卡,设置“轴向切深”“每分进给”“主轴转速”的相关参数,单击“设定”按钮,设置“最小进给率的改变”和“整理进给率”参数。点击“极限”按钮,设置“最小切削进给率”和“最大切削进给率”。最后单击添加按钮,添加该优化参数记录表刀具库。
刀具轨迹优化库添加完成后,点击主界面中菜单栏中的“优化”→“控制”选项后,在优化控制菜单栏的“优化方式”中选择“开”选项打开优化功能。在“优化的文件”对话框中选择优化后文件的保存路径,系统会自动生成文件名,也可以自行更改文件名。在材料选项中设置零件毛坯的材料属性,在机床选项中指定加工的数控加工机床,点击“确定”即可完成设置。然后在主界面的菜单栏中选择“信息”点击“图表”。最后重置模型后再对工件进行仿真加工,系统自动输出优化后的数控程序文件。
2.3 优化结果
VERICUT优化后的NC程序文件自动保存在工作目录下,可以通过主界面菜单栏中的“优化”→“比较文件”对优化前后的NC程序进行查看和对比。截取部分程序代码对比,见图10。优化前后加工时间以及优化率也可以通过相应的日志文件查看。首先利用VERICUT对粗铣型面所生成的刀具路径进行仿真加工,并利用其优化功能对NC代码进行优化,仿真优化结果见图11,按加工顺序对所有数控程序进行仿真得到零件加工优化时间见表2。
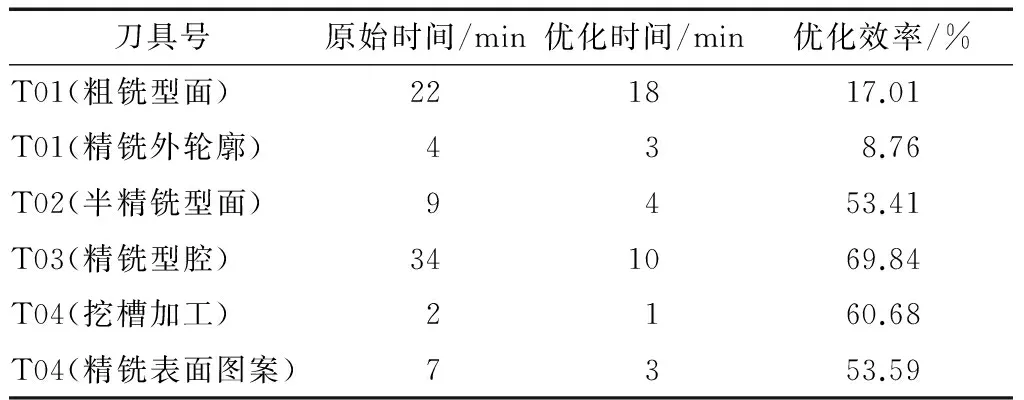
表2 优化前后工时比较Table 2 Comparison of time before and after optimization
由表2可知,优化后比优化前加工时间大大缩短,尤其在复杂曲面上更加明显;在精铣型腔曲面是优化效率达到了69.84%。通过对比优化前后的NC程序(图11)可以看出,优化后的程序段明显增多,刀具步进距离变短,优化后程序空的切削运动减少,极大地提高了空行程的进给速度,同时随着切削深度、宽度、角度改变刀具的进给速度也在不断地变化,而不是原来的固定不变的切削速度。
NCVewer软件是一个NC程式检验程序,可以仿真NC代码,初步检验各种cad/cam软件产生出来的NC程式的可靠性,通过NCViewer软件可以对优化前后的刀具路径进行对比。在NCVewer软件中打开优化前的图案加工程序,点击“操作”“执行”,优化前的图案加工刀具轨迹模拟见图12,同样模拟出优化后程序的加工刀具轨迹见图13。通过对比程序优化前后的刀具轨迹可以看出,优化前后的刀具轨迹并没有发生变化,优化后加工时间的缩短主要是因为提高了刀具在空行程的进给速度以及对切削参数的优化。
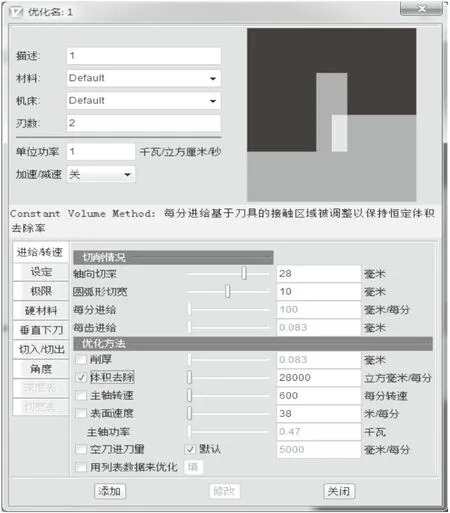
图9 优化刀具库建立Figure 9 Establish optimization tool base
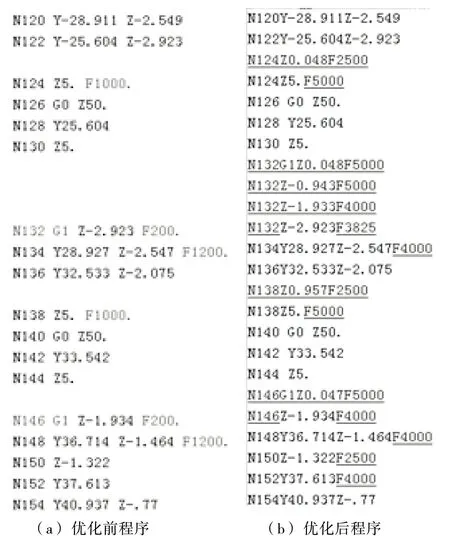
图10 优化前后程序对比Figure 10 Comparison of the program before andafter optimization
3 结论
本试验通过VERICUT虚拟仿真加工平台对带商标模具零件的虚拟仿真加工及刀具路径优化,系统地介绍了VERICUT虚拟软件的仿真过程,通过对比仿真前后的NC程序,可以看出刀路优化后的NC程序变得更加复杂多变,但是刀具路径基本一致。从优化的结果来看,优化后的刀具路径大大节省了加工时间,提高了工作效率。

图11 优化时间计算Figure 11 Optimization time calculation

图12 优化前刀具路径Figure 12 Tool path before optimization
[1] 郑峰, 葛春荣, 周德钊, 等. 汽轮机叶片数控编程及加工过程全景仿真与优化[J]. 组合机床与自动化加工技术, 2013(6): 122-123.
[2] 陈常标, 王保民, 孙柯, 等. 基于UG和VERICUT数控加工与仿真研究[J]. 机械工程师, 2014(11): 174-176.
[3]RUANXiao-guang,ZHAORong-rong,CAIAn-jiang,etal.ResearchandapplicationofcuttingefficiencyoptimizationbasedonVERICUTandUG[J].AppliedMechanicsandMaterials, 2014, 635-637: 612-615.
[4] 周矿兵. 浅析数控加工中切削用量的合理选择[J]. 甘肃冶金, 2011, 33(1): 113-114.
[5] 郑贞平, 黄云林, 陈思涛.VERICUT7.3数控仿真技术与实例详解[M]. 北京: 机械工业出版社, 2015.
[6] 邓集松. 基于VERICUT数控加工仿真与优化的研究与应用[J]. 机械工程师, 2009(2): 125-126.
[7] 丁科, 邓奕. 基于VERICUT的虚拟机床建模及应用[J]. 湖南工程学院学报, 2016(2): 36-39.
Optimization on NC machining simulation and machining processing route based on VERICUT
DENG Yi1,2
1DINGKe1
3FUHong3
4MAGui-jun4
(1.CollegeofMechanicalEngineering,HunanInstituteofEngineering,Xiangtan,Hunan411101,China;2.HunanProvinceCoopperativeInnovationCenterforWindpowerEquipmentandEnergyConversion,Xiangtan,Hunan411101,China; 3.ShaanxiAerospacePowerHi-techCo.,Ltd,Xi’an,Shaanxi710077,China; 4.HangzhouKailanNCMachineToolCo.,Ltd.,Hangzhou,Zhejiang311402,China)
VERICUT is one kind of 3D software, which can not only carry on the virtual machining, but also optimize the cutting tool. The VERICUT processing simulation and tool path were optimized for trademark logo mold parts with inspection procedure process, and may produce collision and cut, improve tool route, reduce unneces-sary tool time. The processing simulation and the optimization of the process were showed in VERICUT environment.
VERICUT; virtual machining; NC simulation; tool path optimization
湖南省科技计划项目(编号:2012GK3077)
邓奕(1968—),男,湖南工程学院教授,硕士。E-mail:13975214119@139.com
2016-10-14
10.13652/j.issn.1003-5788.2016.11.019
