UASB+生物接触氧化处理酸性饮料废水工程实例
2016-12-29梁文钟周伟坚谢丹平朱家亮
梁文钟,周伟坚,谢丹平,温 勇,朱家亮
(环境保护部华南环境科学研究所,广东广州510655)
工程实例
UASB+生物接触氧化处理酸性饮料废水工程实例
梁文钟,周伟坚,谢丹平,温 勇,朱家亮
(环境保护部华南环境科学研究所,广东广州510655)
针对某企业酸性饮料废水水质、水量以及pH波动大等特点,采用上流式厌氧污泥床反应器(UASB)+生物接触氧化工艺进行处理。生化处理系统(处理规模1 600 m3/d)运行30 d,COD平均去除率达到95%,出水水质稳定达到《污水综合排放标准》(GB 8978—1996)中的一级标准要求。
饮料废水;上流式厌氧污泥床反应器;生物接触氧化
近年来,饮料行业已成为我国食品工业发展最快的行业之一。其中维生素饮料是经过预处理的工艺水、糖浆、调味剂、香料及色料等按照一定比例调配制成〔1〕。饮料废水主要来自制备纯水、加工原料、清洗设备和生产车间地面等产生的废水以及残次品、不合格产品的废液。湖北某饮料企业主要生产维生素功能饮料,产生的废水有机物含量高、可生化性好,酸性缓冲溶液较多。为使废水处理达标排放,该企业要求并委托设计、建设一套污水处理系统,处理能力为1 600 m3/d,排水水质要求达到《污水综合排放标准》GB 8978—1996中的一级标准,其核心是上流式厌氧污泥床反应器(UASB)和生物接触氧化法组合处理工艺。
UASB的工艺设计方法及配套设备已经非常成熟,为厌氧处理的主流工艺之一。由于UASB具有污泥浓度高、处理效率高以及抗冲击负荷高等优点,被广泛用于处理化工、制药、印染、食品加工以及饮料等行业产生的中、高浓度有机废水〔2〕。生物接触氧化法是以生物膜为净化主体的一种高效水处理工艺,兼有活性污泥法和生物膜法的优点〔3〕。因其具有高效节能、耐冲击负荷、运行管理方便等特点而被广泛用于各行业的污水处理。笔者对该企业的污水处理工艺流程、主要构筑物设计、运行效果和运行成本进行了介绍。
1 污水处理规模及水质特征
该污水处理站设计处理规模为1 600 m3/d。根据建设单位提供的废水水质资料,废水主要含有糖类、醇类等长链有机物,有机物含量高。加上车间生产线经常更换饮料品种,排料多,酸碱清洗频繁,导致废水COD、pH波动较大,水质变化大,不易处理。该工程设计进、出水水质见表1。

表1 进、出水水质
2 污水处理工艺
2.1 工艺选择
饮料废水的处理工艺很多,其中厌氧+好氧组合工艺应用最多〔4〕。该饮料废水的有机物浓度高,可生化性好,酸性缓冲溶液多。采用UASB+生物接触氧化法组合工艺可有效去除废水中的污染物,同时具备较高的抗冲击负荷能力,确保高效稳定的处理效果〔5〕。
2.2 工艺流程
具体工艺流程见图1。

图1 废水处理工艺流程
废水经过格栅井去除较大的悬浮物、漂浮物,进入集水池。高浓度排料和清洗设备的强酸、强碱废水由提升泵泵入事故池;正常废水则泵入调节池。经过调节池均质匀量后,再由提升泵提升至UASB,其中大部分有机物被厌氧分解为沼气排出。UASB出水自流进入接触氧化池,经好氧处理后进入絮凝反应池,当好氧处理出水异常时,在絮凝反应池中投加混凝剂、絮凝剂,以保证处理效果。接着进入二沉池进行泥水分离,其中污泥根据需要回流至生化反应系统或被排至污泥池;若出水异常时,二沉池出水回流至调节池重新进行处理,出水正常则自流进入清水池,最后流入排放口达标排放。污泥池污泥经压滤机压滤后,滤液回流至调节池处理,泥饼外运至有资质单位处置;事故池事故废水根据运行情况通过提升泵分批泵入调节池进行混合处理。
2.3 主要构筑物及设计参数
(1)格栅井。用于拦截较大的悬浮物和漂浮物,保证后续设施的正常运行。格栅井尺寸为4.0 m× 1.2 m×5.0 m,选用1台BLQ-1200机械格栅,栅条间隙为5 mm,功率0.75 kW。
(2)集水池。用于储水、缓冲作用,正常情况下将废水抽送至调节池;当有高浓度排料或强酸、强碱清洗水排放时,通过自控系统切换阀门将废水抽至事故池。集水池尺寸为5.3 m×7.4 m×5.0 m,有效容积60 m3,水力停留时间(HRT)为0.9 h。选用2台ZS80-65-125/5.5提升泵(Q=100 m3/h,H=13 m,P= 5.5 kW),1用1备。
(3)调节池。设计尺寸为10 m×12 m×5.0 m,有效容积533 m3,HRT为8 h。配置1套酸碱加药系统,以稳定废水pH在6.5~8.5;在距离池底10 cm处设置1台MA0.85/8-260-740潜水搅拌机和1套穿孔曝气系统,用于均化水质、水量;选用ZS65-50-125/3.0提升泵(Q=50 m3/h,H=13 m,P=3.0 kW,1用1备)将废水提升到UASB的脉冲罐。
(4)事故池。尺寸为10.7 m×4.3 m×5.0 m,有效容积202 m3,HRT为3.0 h。配置1套酸碱加药系统调节废水pH;在距离池底10 cm处设置1套穿孔曝气系统均化水质。根据污水处理系统的运行情况,选用MS160/0.75提升泵(Q=9.6m3/h,H=13.8m,P=0.75 kW,1用1备)将事故废水少量分批泵入调节池进行混合稀释处理。
(5)UASB。设置2座,单座尺寸为10 m×7.0 m× 7.0 m,有效容积455 m3,HRT为17 h。每座UASB由进水配水系统、反应区、三相分离器、集气室及处理水排出系统组成。进水配水系统由脉冲发生器与高效脉冲布水器组成,通过脉冲布水可使反应区的污泥层始终处于悬浮态,有利于废水与反应器中厌氧微生物的充分混合,有效提高UASB厌氧降解有机物的效率。在清水区设置三相分离器,分离气、水、泥,沼气通过集气室、气体收集系统输送至燃烧火炬点燃,上清液从沉淀区上部排出系统进入接触氧化池,污泥沿着三相分离器斜壁返回至反应区。
(6)接触氧化池。设置2座,单座尺寸为10.0 m× 8.4 m×5.0 m,有效容积371 m3,HRT为11 h,设计气水比12∶1,溶解氧质量浓度为2~4 mg/L。为了防止废水在处理过程中发生“短流”现象,每座接触氧化池设置2道导流墙,保证废水处理的水力停留时间。选用SSR-100罗茨鼓风机(Q=6.71 m3/min,H=5.0 m,P=7.5 kW,2用1备)作为充氧设备,通过离池底10 cm处设置的微孔曝气系统,可有效提高溶解氧在废水中的传质效率,保证填料载体上生物膜的需氧量,维持稳定高效的处理效率。
(7)絮凝池。当接触氧化池出水水质异常时,在絮凝池投加PAC、PAM,以保证二沉池的沉淀效率。其尺寸为1.0 m×1.5 m×4.5 m,有效容积6.3 m3,HRT为6 min。
(8)二沉池。设计辐流式沉淀池中心进水,四周出水,尺寸为D10m×4.5m,表面负荷0.85 m3/(m2·h),HRT为3.5 h。配置1台中心传动XZG-10刮泥机,在池底设置排泥管,通过SP4-1150无堵塞污泥泵(Q=72 m3/h,H=9.0 m,P=5.5 kW,1用1备)将剩余污泥回流至生化系统或排至污泥池。另外在集水槽设置1条连接至调节池的超越管道,当出水不达标时,回流不达标出水至调节池进行重新处理。
(9)污泥池。尺寸为4.0 m×4.0 m×4.0 m,有效容积52 m3。选用6661T3-344-C气动隔膜泵、W-0.9/8空气压缩机以及7.5AC空气冷冻干燥机组成污泥抽吸系统;通过抽吸系统将污泥抽至XAZ30/800-UK压滤机(过滤面积为30 m2)进行脱水,泥饼外运至有资质单位处置。
3 运行效果分析
3.1 运行情况
为方便日后系统的运行和维护,工程设置了1#、2#两套平行生化处理系统。污水站调试运行稳定后,生化处理系统的运行效能见图2、图3。
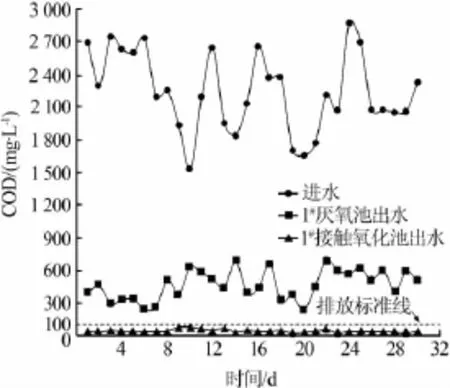
图2 1#生化处理系统运行效能
从图2、图3可以看出,1#、2#生化处理系统运行稳定后,在30 d的运行过程中,UASB出水COD在500 mg/L左右,平均去除率均接近80%;经过生物接触氧化的好氧生物处理后,出水COD基本保持在40 mg/L左右,并均低于100 mg/L排放标准线。因此,采用UASB+生物接触氧化组合工艺处理酸性饮料废水,能有效去除该酸性饮料废水的污染物,COD平均去除率达到95%,出水水质稳定达到《污水综合排放标准》(GB 8978—1996)中的一级标准。
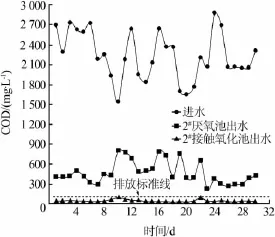
图3 2#生化处理系统运行效能
3.2 运行成本分析
该工程总投资为788万元,正常情况下总运行费用为0.792元/t,其中电费0.241元/t,人工费0.25元/t,药剂费0.30元/t,水费0.001元/t。
4 结论与建议
(1)采用UASB+生物接触氧化组合工艺处理酸性饮料废水,COD平均去除率达95%,出水水质稳定达到《污水综合排放标准》(GB 8978—1996)中的一级标准要求。
(2)建议生产车间的高浓度排料、强酸强碱清洗废水应单独设置排污管直通事故池,这样可提高事故废水的收集率,同时可以避免事故废水对格栅井、集水池设备的腐蚀,保证污水处理设施运行的稳定性和持续性。
[1]祝美云,张平安,田莉,等.维生素水饮料生产工艺分析及改进[J].安徽农业科学,2008,36(7):2922-2923.
[2]王红叶,侯银萍,彭党聪,等.上流式厌氧污泥床反应器处理饮料废水[J].环境工程学报,2015,9(2):743-748.
[3]吴国旭,杨永杰,王旭.生物接触氧化法及其变形工艺[J].工业水处理,2009,29(6):9-11.
[4]李志健,迟金娟.果汁废水处理技术的研究进展[J].工业水处理,2010,30(11):5-8.
[5]王红叶,侯银萍,彭党聪,等.上流式厌氧污泥床反应器处理饮料废水[J].环境工程学报,2015,9(2):743-748.
Case study on the treatment of acidic beverage wastewater by up-flow anaerobic sludge bed-biological contact oxidation process
Liang Wenzhong,Zhou Weijian,Xie Danping,Wen Yong,Zhu Jialiang
(South China Institute of Environmental Sciences,Ministry of Environment Protection of PRC,Guangzhou 510655,China)
Aiming at the acidic beverage wastewater characteristics,such as water quality,the amount of water,the fluctuation of pH,etc.in an enterprise,the wastewater has been treated by the up-flow anaerobic sludge bed(UASB)-biological contact oxidation process.The treatment scale of the biochemical treatment system is 1 600 m3/d running for 30 d,and COD average removing rate 95%.The effluent quality is stable,meeting the first level requirements specified in the Integrated Wastewater Discharge Standard(GB 8978—1996).
beverage wastewater;up-flow anaerobic sludge bed;biological contact oxidation
X703
B
1005-829X(2016)12-0103-03
梁文钟(1986—),硕士,工程师。E-mail:liangwenzhong@ scies.org。
2016-10-20(修改稿)
水体污染控制与治理科技重大专项(2014ZX07204-008)
