制药废水零排放技术应用研究
2016-12-29张圣敏李永丽
张圣敏,李永丽
(1.黄河水利职业技术学院水利工程学院,河南开封475004;2.黄河水利职业技术学院土木与交通工程学院,河南开封475004)
制药废水零排放技术应用研究
张圣敏1,李永丽2
(1.黄河水利职业技术学院水利工程学院,河南开封475004;2.黄河水利职业技术学院土木与交通工程学院,河南开封475004)
采用混凝、生化、反渗透(RO)和三效蒸发器组合工艺,对某制药企业生产废水进行深度处理。通过混凝沉淀、生化处理去除部分有机物和氮磷,然后利用RO系统去除剩余的有机物、氮磷和盐分,最后采用三效蒸发器对RO系统浓水进行蒸发浓缩。研究结果表明,出水水质可满足企业生产工艺用水水质要求,并达到零排放的目的。
制药废水;混凝沉淀;生物法;回用;零排放
制药行业每年产生大量废水,其组成复杂、有机污染物种类多、毒性大、难以生物降解,是我国污染最严重、最难处理的工业废水之一〔1〕。目前处理制药废水的方法很多,如混凝沉淀、生物处理、化学氧化等。随着环境保护要求的提高,近年来制药废水的深度处理及回用越来越引起人们的关注〔2〕。
某制药企业新建项目位于我国太湖流域。2007年氮磷富营养化引起太湖蓝藻事件后,该地区要求实行氮磷生产废水的零排放。因此,对该企业的生产废水进行深度处理,实现废水的循环利用和零排放,可达到节能减排的要求。针对普通生化法处理氮磷有机废水不彻底而膜法处理又存在膜污染的技术难题,拟采用混凝沉淀、生化、反渗透(RO)和三效蒸发器组合工艺处理这类废水。该组合工艺不仅可实现废水达标排放,同时进行深度处理实现废水的循环利用和零排放,节能减排效果显著。
1 项目情况介绍
1.1 水量水质
该企业生产废水的水质特征是有机物浓度高、氮磷含量高、可生化性好,其主要水质指标如表1所示,设计处理水量为300 t/d。

表1 原水水质
处理后的回用水需达到回用水质要求,见表2。

表2 回用水质要求
1.2分析方法
COD测定采用重铬酸钾法;BOD5测定采用5日培养法;SS测定采用重量法;pH测定采用玻璃电极法;电导率测定采用电导率仪法;总氮测定采用碱性过硫酸钾紫外分光光度法,检出限0.05 mg/L;总磷测定采用过硫酸钾消解-钼酸铵分光光度法,检出限0.01 mg/L。
1.3 工艺流程
该废水污染物包括有机物、氮磷等。由于氮磷和有机物浓度较高,因此考虑将该废水收集后经pH调整后加药混凝沉淀,出水再次调整pH至中性,然后进入缺氧池和膜生物反应池(MBR池),通过生物代谢作用去除有机物和氮磷,出水经保安过滤器和一级RO、二级RO系统深度处理后淡水直接回用,一级RO浓水经三效蒸发后冷凝液回流到中间水池,浓缩液经冷却结晶、离心脱水后委外处理,二级RO浓水回流到中间水池。具体工艺流程见图1。

图1 工艺流程
1.4 主要构筑物和设备
(1)调节池。该池用于收集和储存生产废水,为钢砼结构,内衬FRP,工艺尺寸为11 000 mm× 8 000 mm×4 000 mm,有效容积308 m3,水力停留时间为24.6 h。设液位控制器3套;设提升泵2台,1用1备,通过液位控制器控制提升泵,高位启动,低位停止,超低位报警;设空气搅拌系统1套。
(2)pH调整池1。在该池向废水中加入碱调节pH到适宜范围,设药剂投加装置1套,设pH控制器1套,用于自动控制定量加药;另设1套机械搅拌设施,使加入的碱与废水快速混合。该池为钢砼结构,内衬FRP,工艺尺寸为2 000 mm×2 000 mm× 2 500 mm,有效容积8.0 m3,水力停留时间为0.6 h。
(3)混合池。在该池投加混凝剂,并机械搅拌,使污染物以混凝剂为凝聚核心,通过水解、吸附、架桥等作用凝结为大的颗粒物。该池设搅拌机设施1套,药剂投加装置1套。该池为钢砼结构,内衬FRP,工艺尺寸为2 000 mm×2 000 mm×2 500 mm,有效容积8.0 m3,水力停留时间为0.6 h。
(4)絮凝池。在该池投加絮凝剂,并机械搅拌,通过改善絮凝颗粒间的静电斥力及其强大的桥联、网络絮凝作用,使混合池形成的混凝颗粒物增大,凝聚到一起,从而分离废水中的悬浮颗粒。该池设搅拌机1套,药剂投加装置1套。该池为钢砼结构,内衬FRP,工艺尺寸为2 000 mm×2 000 mm×2 500 mm,有效容积8.0 m3,水力停留时间为0.6 h。
(5)沉淀池1。采用竖流沉淀池,处理能力大、处理效率高、停留时间短、占地面积小。经过混合絮凝的废水进入该池,在重力作用下进行固液分离,上清液进入下一处理工序,沉淀的泥渣排入污泥池作进一步处理。该池采用钢结构,工艺尺寸为4 000 mm× 4 000 mm×5 000 mm,表面负荷为0.78 m3/(m2·h),有效容积56.0 m3,水力停留时间4.5 h。
(6)pH调整池2。在该池加入酸调节pH到适宜范围,设药剂投加装置1套,设pH控制器1套,用于自动控制定量加药;另设1套机械搅拌设施,使加入的酸与废水快速混合。该池为钢砼结构,内衬FRP,工艺尺寸为2 000 mm×2 000 mm×2 500 mm,有效容积8.0 m3,水力停留时间为0.6 h。
(7)缺氧池。在缺氧条件下,废水中的大分子有机物在微生物水解酶作用下降解为小分子物质,增强其可生化性,同时反硝化细菌在缺氧条件下生存和繁殖,达到脱氮的效果。池内设生物填料,使反硝化微生物附着于填料表面。池内设潜水搅拌机2台,令污泥与废水充分接触。该池为钢砼结构,工艺尺寸为7 000 mm×6 000 mm×4 000 mm,有效容积147 m3,水力停留时间11.8 h。
(8)MBR池。由膜组件(天津膜天膜科技股份有限公司,型号BT-20D,3组,每组20帘,共60帘,有效膜面积20 m2/帘)、膜机架、膜出水泵(12 m3/h,吸程5 m,扬程10 m,功率0.75 kW,2用1备)、膜反洗泵(25 m3/h,扬程30 m,功率3.7 kW,1用1备)、鼓风机(5 m3/min,H=5.0 m,功率7.5 kW)、PLC自控系统以及相应清洗加药系统组成。MBR膜组件为偏氟乙烯材质的中空纤维膜,膜孔径为0.25~0.35 μm,膜通量为10.4 L/(m2·h),最大跨膜压差80 kPa;膜机架为不锈钢材质。设计处理规模为12.5 t/h,24 h连续运行。设混合液回流泵2台,1用1备,混合液回流比控制在100%~200%。该池为钢砼结构,工艺尺寸为11 000 mm×8 000 mm×4 000 mm,有效容积308 m3,水力停留时间24.6 h。
(9)中间水池。经过前道处理后的废水排放到中间水池储存,中间水池设有1个10 m3PE水箱,设提升泵2台,1用1备,水力停留时间0.8 h。
(10)保安过滤器。保安过滤器可去除浊度1度以上的细小微粒,以满足后续工序对进水的要求;设有5 μm过滤器截留上述过滤器的穿透物,保护RO膜。采用美国Pall公司大流量折叠式滤芯XLDM4540,单只滤芯处理量35m3/h,滤芯数量3支。
(11)RO系统。一级RO系统主要由RO膜元件(美国陶氏公司BW30FR-400/34i型,36支)、膜壳(6个)、高压泵、加药系统(阻垢剂、还原剂、非氧化性杀菌剂)、清洗系统、淡水箱、浓水箱等组成。RO膜元件为聚酰胺抗污染反渗透膜,设计处理规模为12.5 m3/h,24 h连续运行,产水率70%。二级RO系统主要由RO膜元件(BW30FR-400/34i型,24支)、膜壳(4个)、高压泵、加药系统(阻垢剂、还原剂、非氧化性杀菌剂)、清洗系统、淡水箱、浓水箱等组成。
(12)三效蒸发器。主要由一、二、三效蒸发器,一、二、三效分离器,水环式真空泵(型号2BV-5131,抽气量400 m3/h,极限真空度-0.097 MPa,功率11 kW)、一效强制循环泵(型号IH150-125-250,流量200 t/h,扬程20 m,功率18.5 kW)、二、三强制循环泵(型号IH100-80-160,流量120t/h,扬程28 m,功率15 kW)、出料泵(型号IH50-32-160,流量12.5 t/h,扬程32 m,功率3 kW)、冷凝水泵(型号H50-32-160,流量12.5 t/h,扬程32 m,功率3 kW)组成,采用平流三效蒸发形式,即原水分别加入各效中,浓缩液也分别自各效底部排出,蒸气流向则由第一效流至二、三效。设计处理规模5.0t/h,每天运行18 h。一效蒸发器温度和真空度为88℃、0.032 MPa,二效蒸发器温度、真空度为73℃、0.076 MPa,三效蒸发器温度、真空度为62℃、0.085 MPa。一效蒸发器、二效蒸发器和三效蒸发器换热面积分别为63、58、55 m2。
2 工程应用情况
该废水处理及回用系统正式投入实际应用以来,各处理工艺段运行情况如表3所示,二级RO系统出水完全可以达到生产工艺用水水质要求,其中TP和TN均低于检出限,一级RO系统产水率稳定在70%,剩余30%的一级RO浓水经三效蒸发器处理后浓缩液委外处理,二级RO系统产水率稳定在80%,蒸发器冷凝液和二级RO浓水收集后返回到中间水池,实现了生产废水零排放。
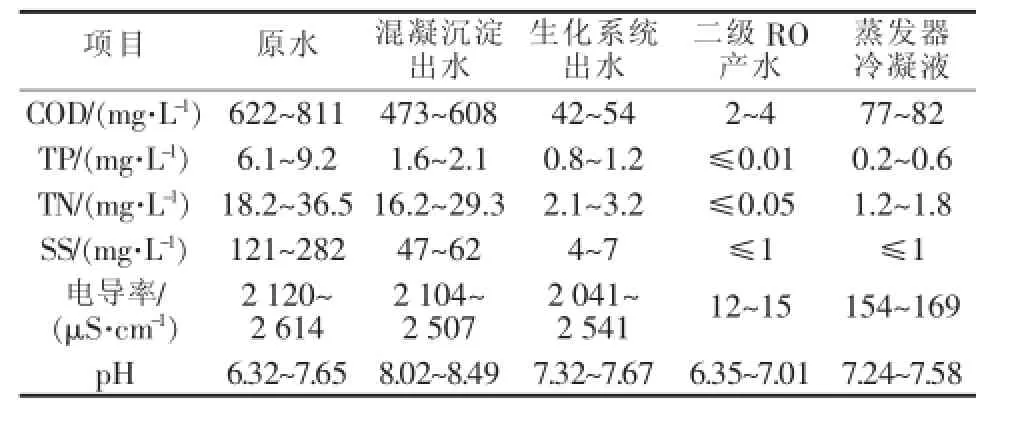
表3 各处理工艺段水质情况
3 处理成本分析
该工程实际运行1年多来,处理水量为300 t/d,处理成本主要包括:电费5.42元/t、药剂费用1.24元/t、燃气锅炉天然气费用79.60元/t、人工费2.68元/t,以上合计吨水处理成本为88.94元。
4 结论
(1)采用混凝沉淀+缺氧+MBR+二级RO组合工艺进行制药废水深度处理及回用,RO系统出水可以达到生产工艺用水水质要求,一级RO浓水经三效蒸发后冷凝液回流到中间水池,浓缩液结晶离心后委外处理,达到零排放目的。(2)在缺氧池设置生物填料有利于强化脱氮效果,混凝和生化系统对总磷和总氮有较高的去除率,原水TP为6.1~9.2 mg/L,原水TN为18.2~36.5 mg/L,生化系统出水TP为0.8~1.2 mg/L,TN为2.1~3.2 mg/L,除磷和脱氮效率分别为80.3%~87.0%、82.4%~94.2%。(3)一级RO产水率为70%,二级RO产水率为80%。当进水COD为622~811 mg/L时,二级RO产水COD为2~4 mg/L,去除率达到99.3%~99.7%,进水电导率在2120~2 614 μS/cm时,出水电导率在12~15 μS/cm,脱盐率为99.3%~99.5%。(4)该工程处理废水量为300 m3/d,工程总投资为985万元,一次性投资较高。在未考虑膜组件更换、设施大修费和设备折旧的情况下,日常运行成本为88.94元/t。
[1]楼菊青.制药废水处理进展综述[J].重庆科技学院学报:自然科学版,2006,8(4):13-15.
[2]王彩冬,苏建文,许尚营,等.抗生素制药废水处理工程实例[J].工业水处理,2016,36(1):93-95.
Research on the application of the zero discharge of the wastewater from pharmacy production
Zhang Shengmin1,Li Yongli2
(1.College of Water Conservancy Engineering,Yellow River Conservancy Vocational Technical Institute,Kaifeng 475004,China;2.Department of Civil and Transportation Engineering,Yellow River Conservancy Vocational Technical Institute,Kaifeng 475004,China)
The wastewater from pharmacy production has been treated in depth by the combined process,coagulationbiochemical treatment-RO(reverse osmosis)-triple effect evaporator.Part of organic matter,nitrogen and phosphorus can be removed by coagulation precipitation and biochemical treatment.Then,the residual organic matter,phosphorus,nitrogen and salinity can be removed by the RO System.At the end,the RO system concentrated water can be evaporated and concentrated by the triple-effect evaporator.The result shows that the effluent quality can meet the water quality requirements for enterprise production technologies and reach the goal of zero discharge.
wastewater from pharmacy production;coagulation precipitation;biological process;reuse;zero dischcharge
X703
B
1005-829X(2016)12-0109-03
张圣敏(1969—),工学硕士,副教授。E-mail:307972558@qq.com。
2016-11-11(修改稿)
