直缝焊管生产工艺对X65M钢级钢材屈服强度的影响
2016-12-29杨雄英
杨雄英
直缝焊管生产工艺对X65M钢级钢材屈服强度的影响
杨雄英
(中国石化集团江汉石油管理局沙市钢管厂,湖北荆州434001)
以某X65M钢级钢板为例,分析了直缝焊管生产工艺对该材质焊管最终屈服强度的影响。分析认为:成型工艺对X65M钢级钢板的屈服强度影响较大,成型后母材屈服强度减小30~70 MPa;扩径虽能使屈服强度增加,但增幅不大,不足以弥补成型后造成的屈服强度损失;棒状试样的屈服强度普遍比板状试样的大,但增量不大。建议钢管生产厂对原料的理化性能及金相组织进行充分评估,预测屈服强度变化趋势,避免成品钢管的屈服强度超出标准要求。
直缝埋弧焊管;屈服强度;包辛格效应;金相组织
目前国内大多数钢管生产厂家均采用JCOE法生产直缝钢管,JCOE具有设备投资少、建设周期短、生产钢管规格灵活等特点。在生产JCOE钢管时,钢板经铣边后预弯、J成型、C成型和O成型等多道下压步骤,形成一个不太规则的管坯,随后通过扩径整圆,使其直度、圆度进一步得到优化[1]。在这一系列过程中,钢管屈服强度会发生变化。一般情况下,在JCO成型过程中,钢管内层圆周方向承受压缩变形,外层承受拉伸变形[2]。钢管内层由于承受压缩变形产生了包辛格效应,包辛格效应是指金属材料经过预先加载产生少量塑性变形,而后再经同向加载,屈服强度增大;反向加载,屈服强度减小[3]。在生产JCOE钢管时,成型过程和在随后压平拉伸试样及拉伸试验的过程中,管线钢管经过反复拉压应变,屈服强度减小。在随后的扩径过程中,内外层均承受拉伸变形,管体整个断面均由于承受拉伸变形产生了加工硬化,屈服强度会增大,最终钢板制成JCOE钢管后,屈服强度的增减幅度由这两个因素共同决定[4]。各钢厂由于生产工艺不同,在制成JCOE钢管后屈服强度的大小并不一致[5]。
以某X65M钢级试验材料为例,说明直缝焊管生产工序对该材质钢管最终屈服强度的影响。
1 原材料概况
此批X65M钢级钢板化学成分见表1,满足API Spec 5L—2012《管线钢管规范》及GB/T 9711—2011《石油天然气工业管线输送系统用钢管》标准的规定。X65M钢级钢板的力学性能见表2,进厂验收屈服强度值合格,比钢管的标准值平均高20~70 MPa。X65M钢级钢板母材的金相组织如图1所示,金相组织为铁素体+珠光体[6-7]。

表1 X65M钢级钢板的化学成分(质量分数)%
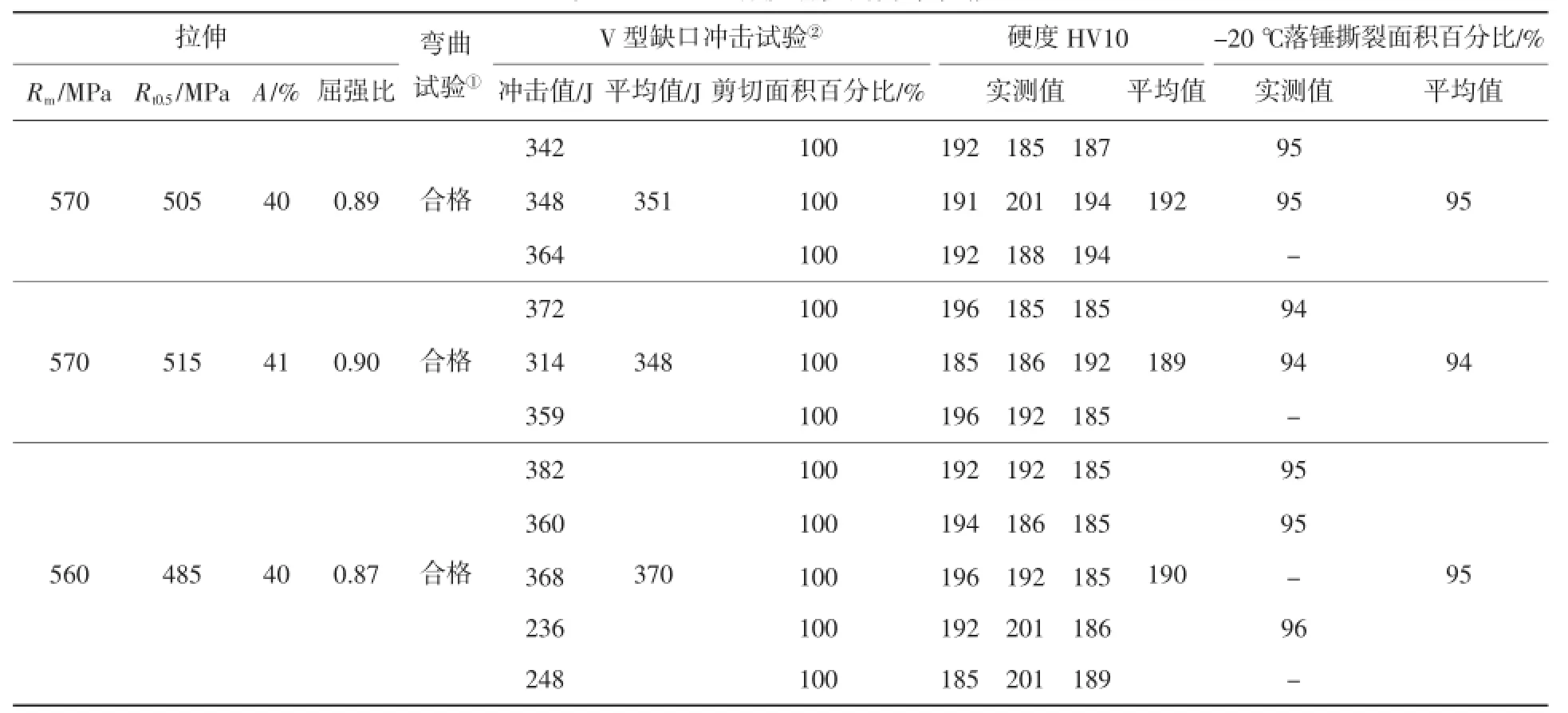
表2 X65M钢级钢板的力学性能

图1 X65M钢级钢板的金相组织
2 直缝生产各工序对其屈服强度的影响
该批X65M钢级钢板制成JCOE钢管后,其屈服强度普遍偏小,有的未达到API Spec 5L—2012规定的450 MPa。由于原材料入厂验收时屈服强度均合格,为弄清屈服强度值在直缝焊管生产的哪个环节发生了损失,进行了以下试验:在JCOE钢管同一部位成型前、成型后和扩径后分别制作块状试样,并进行拉伸试验[8],其屈服强度对比情况如图2所示。
从图2可以看出:JCOE钢管成型后比成型前屈服强度平均减小了30~60 MPa;扩径后母材屈服强度有所增加,但增量不大,不足以弥补成型后造成的屈服强度损失,说明轧制过程对母材屈服强度影响较大;这是因为在成型时钢板内层受压、外层受拉,而在拉伸试样校平时,钢管内层受拉、外层受压,在试验时整个拉伸试样受拉应力,会产生一定的包辛格效应。为弄清包辛格效应的影响力,在不同JCOE钢管的同一部位分别取板状和棒状试样,并进行对比试验,JCOE钢管母材板状、棒状试样的屈服强度对比结果如图3所示。
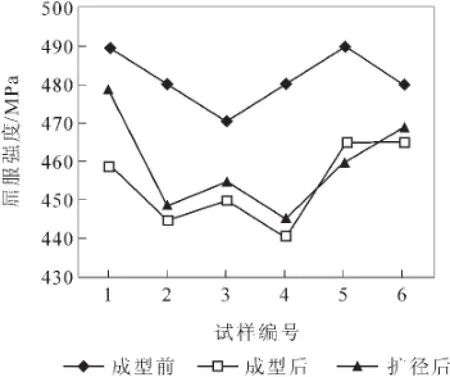
图2 JCO钢管成型前、成型后和扩径后屈服强度对比情况
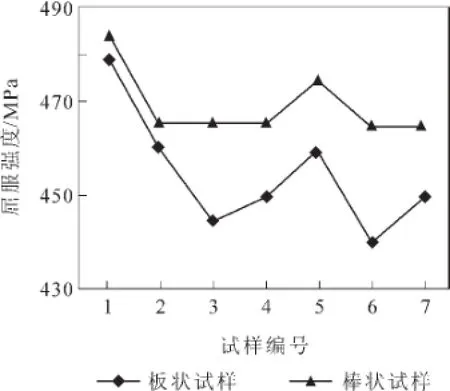
图3 JCO钢管母材板状、棒状试样的屈服强度对比
由图3可以看出:棒状试样的屈服强度普遍比板状试样的大[9],但增量不大,不足以抵消成型后屈服强度值的损失。
由此可见,成型工艺对此种X65M钢级钢板的屈服强度影响较大,成型后母材屈服强度减小30~70 MPa;扩径虽能使屈服强度值有所增大,但增幅不大,不足以抵消成型后屈服强度值的损失。加工成棒状试样的屈服强度普遍比板状试样的略大。
3 原因分析
目前,国内使用的管线钢显微组织主要有两种:一种是铁素体+珠光体型低钢级管线钢,主要包括X65M及以下钢级;另一种是针状铁素体型高钢级管线钢[10-11]。该X65M钢级钢板的显微组织为铁素体+珠光体型管线钢,晶粒尺寸较大,由文献[12]可知,该基体在受力发生形变过程中,铁素体相已发生塑性变形,而珠光体只发生弹性变形,从受力状态回复后,在基体内两相之间就形成了“内应力”,表现为屈服强度值减小。X65M钢板应力-应变曲线如图4所示。从图4可以看出:拉伸曲线有明显的屈服点和屈服平台,所以即使经过扩径,屈服强度值也不能得到明显增大。而针状铁素体型管线钢具有连续屈服行为,在卷曲过程中包辛格效应较小[13-14]。

图4 X65M钢板应力-应变曲线
4 结语
该X65M钢级钢板的显微组织为铁素体+珠光体,且晶粒尺寸较大,拉伸曲线屈服平台明显,在直缝钢管成型过程中,屈服强度损失较大[15],在扩径后形变强化不足,造成部分成品管屈服强度小于API Spec 5L—2012标准规定值(450 MPa)的现象。针对此问题,有如下建议:
(1)在生产前,应对原料的理化性能及金相显微组织进行充分评估,预测屈服强度的变化趋势,避免成品钢管的屈服强度超出相关标准要求范围。
(2)在钢厂采购X65M钢级钢板时,应要求钢板的屈服强度大于API Spec 5L—2012标准规定下限值30 MPa。
(3)钢厂应改进钢板的生产工艺,改变钢板的显微组织状态,细化晶粒尺寸,提高其形变强化的能力,满足钢板制成钢管后屈服强度达到API Spec 5L—2012标准要求的450 MPa以上。
[1]杜伟,娄琦,黄磊,等.管线钢JCOE制管前后力学性能变化分析[J].焊管,2010,33(5):20-23.
[2]孙宏,田鹏,王芳,等.制造工艺对焊管力学性能的影响[J].管道技术与设备,2013(5):17-18,43.
[3]孙宏.管线钢管拉伸试验的研究[J].钢管,2009,32(3):56-58.
[4]高惠临.管线钢的形变强化、包辛格效应与钢管强度[J].焊管,2010,33(8):5-9.
[5]李银华,丁素风.开冷和返红温度对管线钢X65屈服强度的影响[C]//2011年全国轧钢学术交流会论文集,2011:74-77.
[6]张有余.高级别管线钢的组织性能及变形抗力模型[J].钢铁研究学报,2013,25(6):40-43,48.
[7]张晨鹏,田鹏,佘芳睿,等.管线钢带状组织有关评定标准的分析探讨[J].焊管,2011,34(6):58-61.
[8]孙少峰,户志国,王芳涛.制管工艺对热轧钢卷开平板屈服强度的影响[J].焊管,2011,34(6):25-30.
[9]高惠临.管线钢屈强比分析与评述[J].焊管,2010,33(6):10-14.
[10]余宏伟,李银华,易勋.轧制温度和冷却速率对微合金钢组织和性能的影响[J].河北冶金,2011(10):29-32.
[11]彭涛,高惠临.管线钢显微组织的基本特征[J].焊管,2010,33(7):5-10.
[12]王树人,叶苏锦,王长安,等.X80级管线钢管屈服强度测量影响因素的分析[J].焊管,2009,32(12):16-19.
[13]卢国清,齐彪,陈德,等.拉伸试验速率对测试结果的影响[J].物理测试,2015,33(5):1-5.
[14]贾少伟.测量工具对拉伸屈服强度结果的影响[J].全面腐蚀控制,2014,28(2):48-49.
[15]杨志刚,刘雅政,高鑫,等.X65管线钢带状组织对焊接性能的影响[J].河北冶金,2014(4):14-17.
●专利信息
一种无缝钢管斜轧设备
公开了一种无缝钢管斜轧设备,包括一次斜轧延伸机和二次斜轧延伸机。该一次斜轧延伸机和二次斜轧延伸机共用同一内变形工具,一次斜轧延伸机和二次斜轧延伸机之间的距离大于等于一次斜轧后钢管的长度。由管坯加热炉将管坯加热到穿孔温度;管坯在穿孔机上被穿轧成毛管;采用一次斜轧延伸机对毛管进行轧制;一次斜轧后的荒管和内变形工具一起送入二次斜轧延伸机,由定(减)径机对轧制好的荒管进行定(减)径,轧制成成品管,进入冷床、分段锯、精整等后续工序。该实用新型与现有技术相比,可扩大斜轧机组生产的产品规格范围,并实现倍尺生产,提高生产率。(专利申请号:CN201520670369.3公开号:CN204912275U申请日:2015.08.31公开日:2015.12.30申请人:中冶赛迪工程技术股份有限公司)
无缝钢管分段淬火装置
公开了一种无缝钢管分段淬火装置,属于无缝钢管生产设备技术领域,包括若干个支撑轮组。每个支撑轮组均包括两个相对设置的旋转轮,旋转轮均转动安装于机架上,两个旋转轮之间形成用于放置无缝钢管的放料空间,放料空间的一侧设有水平设置的内喷管,内喷管连通第一换向阀;放料空间的上方设有水平设置的外淋管,外淋管内设有隔板,隔板将外淋管分隔成若干个独立布水腔,每个布水腔的底部均设有若干个喷淋管,每个布水腔均通过分水管连通一进水管,每个分水管上均设有第二换向阀。该实用新型保证了无缝钢管的淬火均匀性,进而保证了其整体性能。(专利申请号:CN201520631135.8公开号:CN204918689U申请日:2015.08.19公开日:2015.12.30申请人:山东墨龙石油机械股份有限公司)
一种钢管无缝内径张紧连接装置
公开了一种钢管无缝内径张紧连接装置,包括左钢管和右钢管,其特征在于:左钢管上设置有左外张紧套、左内张紧套;右钢管上设置有右外张紧套、右内张紧套;设置在左外张紧套和左内张紧套之间的连接丝杆。通过连接丝杠上的左连接柱和右连接柱分别与左内张紧套和右内张紧套螺纹连接,工作人员只要利用机械扳手带动连接丝杆转动,即可实现左钢管和右钢管的配合,从而可以将传统规格的短节采用上述方式连接成为超过5 m的可直接加厚的钢管,从而避免了传统生产线的问题,大大提高了工作效率。(专利申请号:CN201520529879.9公开号:CN204921580U申请日:2015.07.21公开日:2015.12.30申请人:江苏华菱锡钢特钢有限公司)
(王元荪)
Influence of SAWL Process on Yield Strength of X65M Steel
YANG Xiongying
(Shashi Steel Pipe Plant,SINOPEC Jianghan Petroleum Administration Bureau,Jingzhou 434001,China)
Analyzed in the paper,taking a certain type of X65M steel plate as an example,is the influence of the SAWL process on the final yield strength of the weld tube.The analysis leads to the following conclusion.The formation process has strong influence on the yield strength of the X65M steel plate,so the yield strength of the base metal after formation will decrease by 30~70 MPa.And although the expanding process may increase the yield strength,the increasement is not good enough to make up for the loss of yield strength resulting from formation. Moreover,the yield strengths of the rod specimens are generally higher than the plate specimens,but the differences are not big.It is suggested that the tube manufacturers carry out sufficient evaluations on the physicochemical property and metallographic structure of the raw material and predict the changing trend of the yield strength,so as to prevent the yield strength of the final tube from going beyond the requirements of applicable standard.
SAWL steel pipe;yield strength;Bauschinger effect;metallographic structure
TG335.75;TG113.25+1
B
1001-2311(2016)05-0056-04
2016-02-23;修定日期:2016-05-03)
杨雄英(1975-),女,工程师,从事焊管工艺及其质量管理等工作。
