多聚甲醛/苯酚配比对热固性酚醛树脂及泡沫阻燃特性影响
2016-12-28李春燕
李春燕
(太原工业学院,山西太原,030008)
多聚甲醛/苯酚配比对热固性酚醛树脂及泡沫阻燃特性影响
李春燕
(太原工业学院,山西太原,030008)
以多聚甲醛和苯酚为原料,氢氧化钡固体为催化剂,在多聚甲醛/苯酚(POM/P)的摩尔比1.2~2.4范围内合成了六种酚醛树脂,并在常温下发泡制备酚醛泡沫。结果表明:树脂粘度、固含量、醚键、亚甲基桥键、氧指数、压缩强度与POM/P摩尔比成正相关,二聚体、三聚体含量及发泡倍数与POM/P摩尔比成负相关。POM/P摩尔比在1.6左右时酚醛树脂固含量为76.20%,粘度2055 mPa·s,树脂活性最好,发泡倍数及阻燃效果最佳,表观密度均匀。
多聚甲醛;苯酚;酚醛树脂;酚醛泡沫
引言
酚醛树脂是通过聚合反应人工合成树脂产品,原料苯酚通过烃化、氧化、精制等工段生产,甲醛通过蒸发、氧化、吸收等工段制取,原料简单易得,生产工艺简单,生产控制参数简易,发泡制备的酚醛泡沫综合性性能优良,成为目前新兴绿色、低烟、低毒、防火阻燃、热稳定优良的建筑、石化等领域的理想环保保温材料[1],其防火阻燃特性也成为当前研究热点[2-4]。酚醛泡沫在高温或遇火情况下,表面发生炭化对内层起保护作用,防止进一步燃烧,并且有热稳定性,防止坍塌造成更大损失。因此,研究高性能的酚醛泡沫对减少伤亡财产损失有重大意义。
1 材料和仪器
1.1 制备酚醛树脂原材料
多聚甲醛,苯酚,物理发泡剂正戊烷,表面活性剂吐温系列,固化剂苯磺酸,增韧剂乙二醇。
1.2 实验仪器
AL204 型电子天平、101型电热鼓风干燥箱、DF-101S型集热式恒温加热磁力搅拌器、NDJ1型旋转粘度计、SH5706A型氧指数测定仪、JJ-1型定时电动搅拌器、WDW-20E型微机控制电子式万能试验机、NICOLET380型傅立叶变换红外光谱仪。
1.3 树脂的合成
将苯酚和多聚甲醛按比例加入500ml四颈瓶中,水浴加热并加入一定量催化剂氢氧化钡固体,调节pH,分批加入多聚甲醛,继续加热搅拌至一定温度,降温,移至塑料烧杯中,用冰醋酸中和,调节混合物pH值为中性,得到树脂,加入定量助剂发泡。
2 试验结果分析
2.1 酚醛树脂物理性能指标分析
不同的原料配比,相同的催化剂用量、反应时间、反应温度条件下合成树脂,并测试有害单体的含量。

表1 实验数据
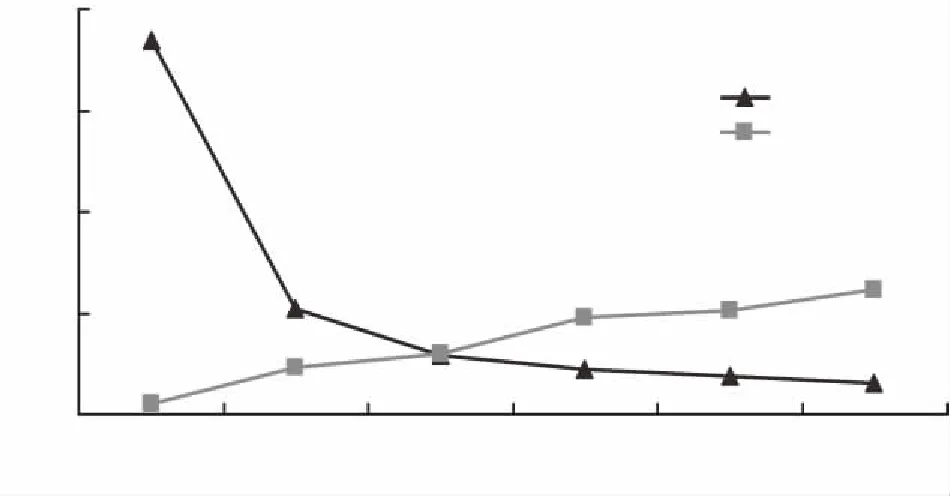
图1 酚醛树脂中游离甲醛和游离苯酚与甲醛苯酚的配比关系图
(1)由表1,随着POM/P配比由1.2增至2.4,酚醛树脂粘度、固含量逐渐增加,当POM/P<1.6时,粘度在2000 mPa·s以下,固含量集中在74%~80%之间,甲醛与苯酚的主要反应为苯酚的羟甲基化,反应位点集中在苯环酚羟基的邻位和对位,形成二聚体,三聚体等苯环上的加成反应,分子量增加不明显,树脂粘度较。当POM/P>1.6时,随着多聚甲醛的增加,在氢氧化钡的碱性催化下多聚甲醛的羟甲基之间、羟甲基与苯酚苯环上的氢之间进一步发生加成和缩聚反应,使多聚甲醛、二聚体等预聚物通过反应交联,使分子量显著增加,树脂粘度也显著增大。多聚甲醛进一步增加,相邻活性位点之间的反应进一步进行,得到立体网络结构的大分子树脂,由温度、时间、催化剂等反应条件限制,其反应基本达到平衡,粘度增速也变缓和。树脂发泡倍数随着粘度增大而减小,树脂粘度对酚醛树脂的发泡过程中的分子流动性和可加工性影响较大。粘度太大,发泡剂、表面活性剂等助剂与树脂中各组分不易充分混合均匀,接触面积减小,导致树脂发泡困难;而粘度过低时发泡剂不易于树脂充分接触,易于挥发,并出现气泡,不利于形成均匀微细的泡孔结构。由此可知,树脂粘度低于2000 mPa·s,树脂中小分子多,游离醛、酚多,含有较多的羟甲基,粘度小,产生气体过量,容易形成大泡孔,发泡速度快,整体发泡率低及效果较差;粘度在2000~3000 mPa·s范围,树脂发泡效果好,泡沫体的表观均匀,泡孔无开孔,且均匀致密;粘度大于3000mPa·s,树脂难以搅拌,气体难以膨胀汽化,发泡倍率低,不易发泡。所以最佳POM/P配比在1.6~1.8之间。
(2)由图1可知,游离甲醛含量随POM/P递增逐渐增大,树脂中的游离酚含量明显降低。因为苯酚结构中苯环有两个邻位和一个对位的三个反应活性点,为三官能度物质,而多聚甲醛为低分子聚合物,单官能度物质,所以当POM/P适当增加时,增加的多聚甲醛,一部分与游离酚苯环上多余的官能团反应,使得多聚甲醛含量继续降低;而另一部分与树脂中的游离酚继续反应,使苯酚含量迅速减小[5]。当POM/P过低时,由于甲醛量的不足会使苯酚分子上的活性点完全利用,最终只能生成热塑性树脂。由图1表明随着POM/P摩尔比的增大,苯环羟基的邻位和对位氢与加入的甲醛发生加成反应,被羟甲基化,并作为活性位点与其他苯环上的活性位点进行缩聚交联。甲醛的加入使苯酚脱离游离态,降低了酚醛树脂中游离苯酚的含量。当POM/P>2.0时,游离苯酚的含量减小的速度变缓慢,基本稳定在2.0%左右。当POM/P<1.8时,游离甲醛含量的增速比较缓慢,保持在2%以下;当POM/P> 1.8时,游离甲醛含量随POM/P摩尔比增加明显增大。所以,通过增加POM/P配比来调节游离甲醛和游离苯酚的含量是一个寻找最佳平衡点的过程。由图1的分析,在两条曲线的交叉点,即POM/P=1.8时,树脂游离甲醛和游离苯酚含量同时达到相对低点,即游离甲醛含量为2.87%,游离苯酚含量为2.99%。
2.2 酚醛树脂红外分析图
由图2可知,在2935cm-1处,苯环上的羟甲基的红外吸收峰会随着多聚甲醛/苯酚摩尔比的增大先增至最大后减小,进一步证明当POM/P=1.2时,其反应主要是加成反应,形成二聚体和三聚体等初始产物。随着多聚甲醛加入量的增多,促进了羟甲基化反应,所以羟甲基含量迅速增加,当POM/P=1.6时,羟甲基含量增至最高,促进四聚体,五聚体,六聚体的形成,说明其酚醛树脂的活性最高[6]。随着多聚甲醛加入量继续增多,促进了缩聚反应,使苯环上的羟甲基之间发生缩聚反应,羟甲基酚与邻、对位氢发生缩合反应,脱去一分子水形成亚甲基键或者羟甲基与羟甲基之间缩合,产生醚键,醚不稳定加热后分解形成次甲基。一羟甲基苯酚和二羟甲基苯酚、三羟甲基苯酚与苯酚间发生缩合反应,最终形成分子量大小不同的多聚体树脂消耗苯环上的羟甲基,使其含量的降低,此阶段是加成反应和缩合反应共同进行的阶段,其主要进行缩合联桥反应,形成六聚体等大分子网状物质。

图2 不同配比的酚醛树脂红外光谱图
2.3 六种酚醛泡沫性能指标
(1)氧指数的测定:
由图3表明氧指数与POM/P配比成正相关,六种泡沫在空气中不燃,说明临界氧指数高于大气中氧气的含量,说明该泡沫体有良好的阻燃性能。酚醛泡沫在火焰直接作用下具有结炭,无滴落物、卷曲、熔化现象。经过火焰燃烧泡沫体结构表面形成了一层“石墨泡沫”层有效地保护了层内的泡沫结构使泡沫体具有良好的耐温性和优异的耐火性,是一种有效的防火材料。氧指数越高,说明酚醛树脂的阻燃性能越好[7],当POM/P大于1.6时,氧指数大于26.5%,阻燃性能较好。由图4可知,相关方程为y=0.1218x+21.997,方差R2=0.9941,说明酚醛泡沫氧指数含量与泡沫密度呈正相关,即氧指数含量随着泡沫密度的增大而增大。这是因为随着甲醛苯酚摩尔量的增加,酚醛泡沫发泡倍数降低,泡沫密度增大,与氧气接触面积减小,越不易燃烧,所以酚醛泡沫的氧指数逐渐增大。

图3 氧指数随反应物配比变化图

图4 酚醛泡沫密度与氧指数变化图
(2)抗压强度测定
由图5可知,随着POM/P摩尔比的增大,酚醛泡沫的压缩强度逐渐增大,随着POM/P摩尔比的增大,酚醛树脂中的羟甲基含量逐渐增多,固化交联程度逐渐增大并发生缩聚反应,形成网状大分子物质,造成泡沫体泡孔越来越紧密。同时,泡沫体密度随着POM/P摩尔比的增大而增大,说明单位体积泡孔缩小,支撑结构越来越多,泡沫支撑作用越来越强,使泡沫体的压缩强度逐渐增大。

图5 泡沫压缩强度与POM/P摩尔比关系图
3 结论
研究表明:酚醛树脂粘度在2000~3000 mPa·s范围内, POM/P=1.6~1.8之间,酚醛树脂常温下发泡倍数大,表观密度均匀。酚醛树脂中固含量、游离甲醛随着POM/P摩尔比增大而增大。当POM/P=1.8时,游离甲醛与游离苯酚含量同时达到相对低点。酚醛树脂中羟甲基含量随多聚甲醛含量的增加先增大后减小,当POM/P=1.6时,羟甲基含量达到最高值,此时酚醛树脂活性最高,酚醛树脂中的主要成分是四聚体、五聚体、六聚体以及少量的七聚体,以加成反应为主。压缩强度随POM/P配比增加缓慢增加,酚醛泡沫氧指数含量与泡沫密度呈线性正相关,当POM/P大于1.6时,阻燃性能较好。
[1] 颜苏芊, 吴爱华. 酚醛泡沫保温材料在空调系统中的应用[J]. 制冷与空调, 20012,2(6):32-37.
[2] K.Lenghaus, G.G Qiao, D.H.soIomon. The effect of formaldehyde to phenol ratio on the curing and carbonization behaviour of resole resin[J]. Polymer, 200l, 42:3355-3362.
[3] 张伟. 甲醛/苯酚配比对可发性甲阶酚醛树脂性能的影响研究[J]. 应用化学,2010,39(7): 370-374.
[4] 张伟.甲醛/苯酚配比对酚醛泡沫塑料性能的影响[J]. 应用化学, 2010, 38(7): 4-8.
[5] 马俊杰.多聚甲醛/苯酚树脂合成及泡沫体的制备研究[D]. 北京化工大学, 2006.
[6] 孙中心. 酚醛泡沫塑料制备和性能研究[J]. 塑料工业, 2007, 35(8):46-50.
[7] 欧阳昆.吴幼青. 酚醛泡沫的制备及改性研究[J]. 广西轻工业,2009, 3(124): 32-34.
Effect ofParaformaldehyde/Phenol Proportion on ThermosettingPhenolic Resin and Foam Flame Retardant properties
LiChunyan
(TaiyuanInstituteofTechnology,Taiyuan030008,Shanxi,China)
With paraformaldehyde and phenol as raw material, barium hydroxide as catalyst solid, Six kinds of phenolic resins were synthesized from paraformaldehyde / phenol (POM / P) in the molar ratio of 1.2 ~ 2.4, and foamed at room temperature to prepare phenolic foam. The results showed that the viscosity, solid content, ether bond, methylene bridging bond, oxygen index, compressive strength were positively correlated with POM/P molar ratio. Dimer, trimer content and foaming ratio were negatively correlated with POM/P molar ratio. When the POM/P molar ratio is about 1.6, the solid content of phenolic resin is 76.20% and the viscosity is 2055 mPa.s, the resin activity is the best, the foaming factor and flame retardant effect are the best, and the apparent density is uniform.
paraformaldehyde; phenol; phenolic resin; phenolic foam
