基于单极性倍频SPWM调制的电阻焊逆变电源
2016-12-26罗忠福
罗忠福,谢 明
(上海理工大学 光电信息与计算机工程学院,上海 200093)
基于单极性倍频SPWM调制的电阻焊逆变电源
罗忠福,谢 明
(上海理工大学 光电信息与计算机工程学院,上海 200093)
由于单相工频电阻焊机存在工作电流不连续,易产生飞溅,功率因数低的问题。设计了一种基于单极性倍频SPWM调制的电阻焊逆变电源控制方案,将三相工频交流电网电压整流后,采用SPWM逆变技术实现恒流、恒压控制,电源输出电流连续,电流尖峰小,热效率高以及功率因数高的目的。对于某些需要较短焊接时间的焊接工艺,还可提高输出电流频率,实现较短时间焊接。
电阻焊;单极性倍频SPWM;逆变电源
电阻焊因其具有操作简单、焊接质量高、生产效率高,易于实现机械化、自动化等优点,在焊接领域中得到广泛应用,近年来对于电阻焊机产品的需求量不断增加[1-2]。随着电子电力技术、微机技术以及新材料技术的不断进步,作为焊接学科的一个重要组成部分,电阻焊技术出现了前所未有的发展[3-5]。目前市场上广泛采用的是单相工频电阻焊机,此类焊机结构简单、控制方便、通用性强,但输出焊接电流不连续且易产生较大的电流尖峰,焊接时会产生飞溅的现象;当焊接电流越小时,导通角越小,波形就越不连续,因而热效率低,功率因数低[6]。逆变电阻点焊机与传统的电阻点焊机相比,具有良好的工艺性能与动态响应,焊接输出精密可控,焊点质量高,近年来受到了广泛重视[7-8]。本文提出一种基于单极性倍频SPWM调制的电阻焊逆变电源控制方案,针对工频电阻焊工作电流不连续、功率因数低的问题,将三相工频交流电网电压整流后,采用SPWM逆变技术实现恒流、恒压控制,电源输出电流连续,电流尖峰小,热效率高,功率因数高。
1 电阻焊逆变电源工作原理
电阻焊全桥式逆变电源主电路拓扑结构如图1所示。
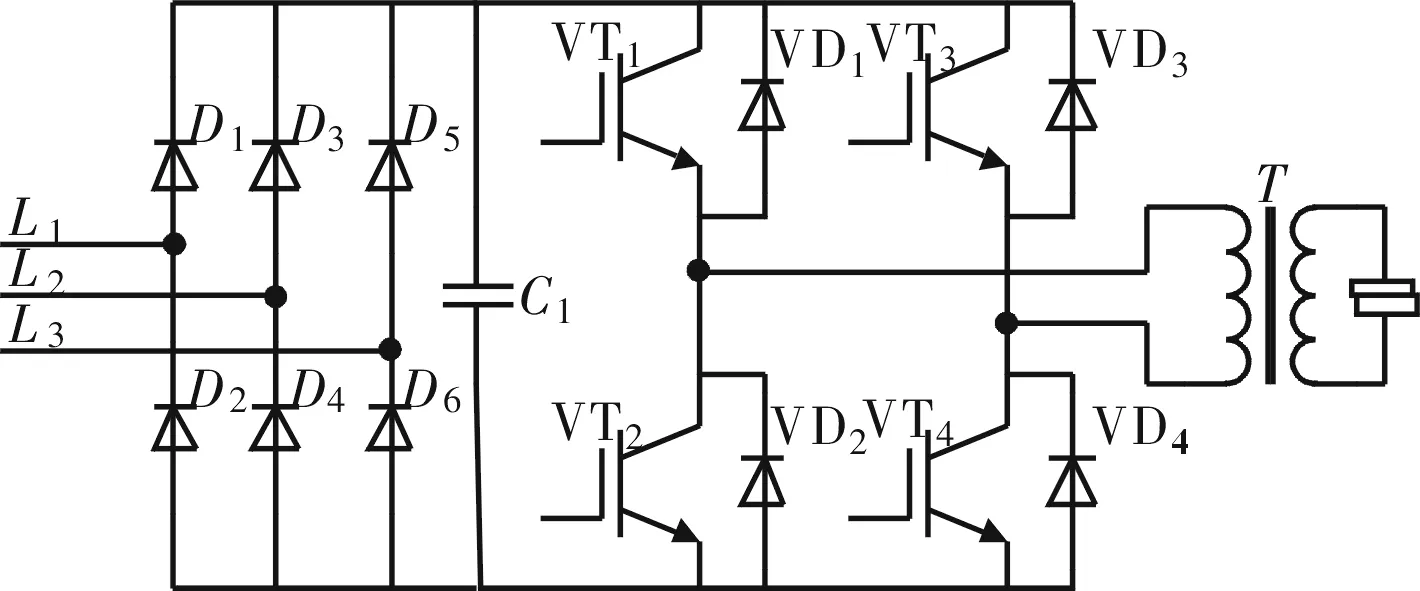
图1 电阻焊全桥式逆变电源主电路
其工作原理为:三相工频交流电网电压经二极管整流后给储能电容C1充电,得到直流母线电压,直流母线电压经过IGBT全桥逆变电路后转化为交流电压,此交流电压经过降压变压器降压后输出到电焊机电极上。
此电路的关键控制部分在逆变电路上,为使逆变输出交流电压接近于理想正弦电压,可采用SPWM调制方式进行逆变控制。在常规SPWM 调制方式中,开关频率和输出电压脉冲频率是相等的,若IGBT的开关频率太高,电路开关损耗增大,且过大的电流将会使开关管发热严重,长时间运行会损坏开关器件;大电流下开关管高速通断,会产生较高的电压尖峰,有可能造成开关管或其他元件被击穿,因此在大功率场合一般开关频率均不能过高[9-10]。由于电阻焊逆变电源就属于大功率工作场合,流过开关管IGBT的电流较大,开关频率不能过高。但开关频率降低会使输出波形中THD 含量变高,因此可采用单极性倍频SPWM 调制方式,这种调制方式下电路实际输出电压频率为开关频率的两倍,使得逆变电源在较低的开关频率下,也能得到较好输出波形。
2 控制方案设计
2.1 单极性倍频SPWM 调制方式
单极性倍频SPWM 调制方式就是用2个幅值相等,极性相反的正弦波与三角波调制产生开关驱动信号[11]。这种调制方式含有2个基波ug和-ug。基波ug与三角波uc调制出的信号及其互补信号作为前桥臂的驱动信号,基波-ug与三角波uc调制出的信号及其互补信号作为后桥臂的驱动信号。图2中给出了单极性倍频SPWM 的调制原理。其中u1、u4分别为开关管VT1、VT4的驱动信号。在输出电压u0的正半周,当u1、u4分均为高电平时,VT1和VT4同时导通,此时u0=Ud(Ud为直流母线电压);当u1或u4有一个为低电平时,则VT2和VT4或者VT1和VT3导通,此时u0=0。因为在正半周内,u1、u4不会同时为低电平,所以VT2,VT3不会同时开通,从而使得输出电压u0中只包含Ud和0 两个电平。同理,输出电压u0在负半周,输出电压u0由驱动信号u2和u3的与逻辑决定,而驱动信号u2和u3与u1和u4互补,因此输出电压u0只包含0 和Ud两个电平。由于u0在一个载波周期内有两次状态转变,所以其频率是开关频率的2倍。
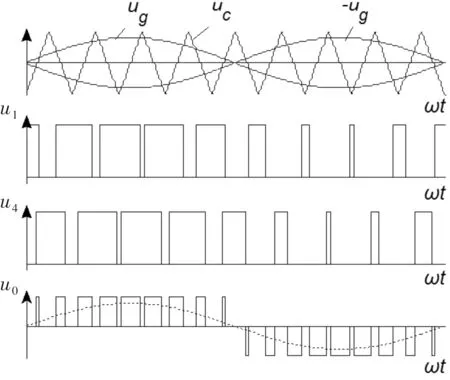
图2 单极性倍频SPWM 调制原理
2.2 电压初相角计算
电阻焊逆变电源工作时负载一般为感性负载,电流工作在连续模式,由于电路中电感负载的储能作用,若电压初相角 与负载阻抗角 不匹配,将导致电流正负半周面积不相等,电流波形正负不对称,即电流中有直流分量存在。电流中直流分量的存在会导致焊接时焊件焊点质量不对称,影响焊接效果,并且由于焊接时电流很大,长时间将不对称电流供给变压器会导致变压器偏磁饱和[12-13]。
当焊接电源工作时,流经IGBT的电流可分为强制分量i1和自由分量i2两部分[14],如图3所示。
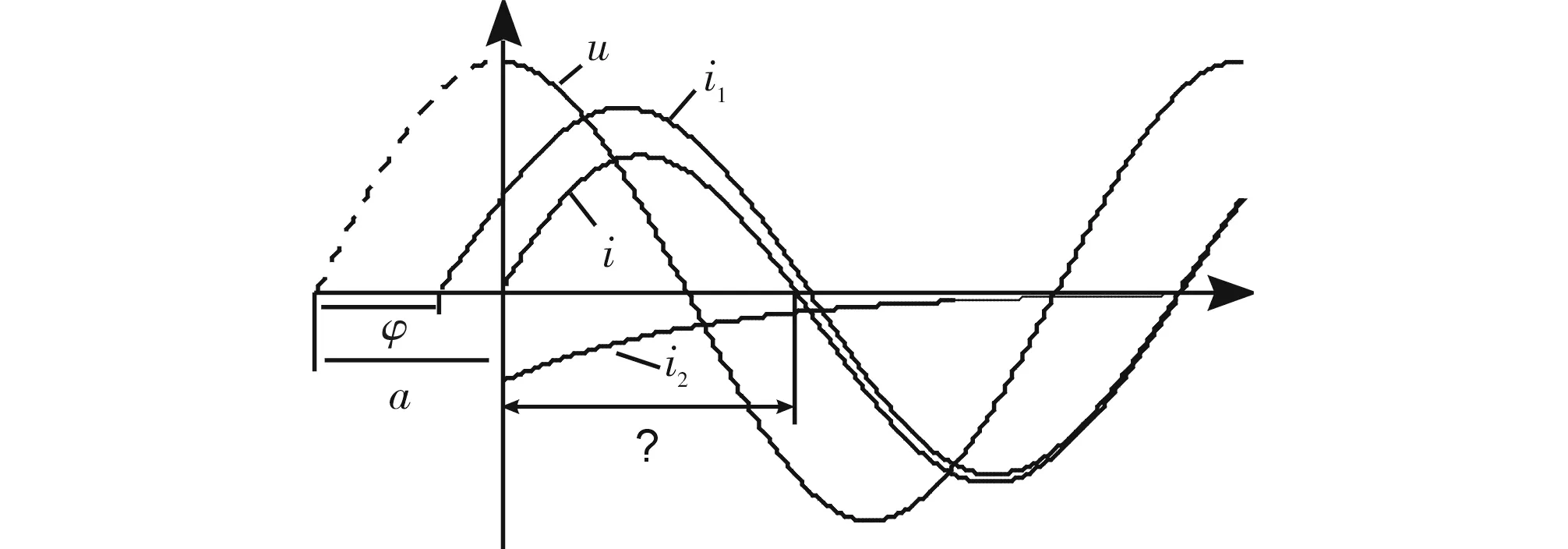
图3 电流分量关系
其中,强制分量i1为
(1)
式中,U为电压有效值;Z为负载阻抗,即
(2)
负载阻抗角
(3)
在ωt=0 时刻,电流应从0开始上升,则
i=i1+i2=0
(4)
由于
(5)
因此ωt=0 时刻,i2的初始值为

(6)
i2的衰减时间常数为
(7)
故自由分量i2
(8)
流经IGBT的电流

(9)
假设电流正半周的导通角为θ,由于电流工作在连续模式,因此电流负半周的导通角为360°-θ。当ωt=θ时,电流衰减到0,此时
i1=-i2
即

经运算得
当负载阻抗角φ为一定时,可解出α与导通角θ的关系,如图4所示。
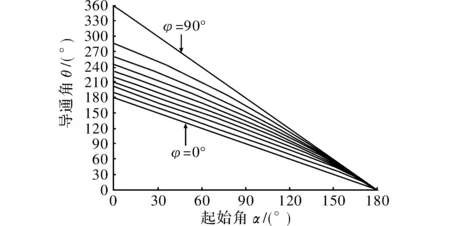
图4 α与θ及负载阻抗角φ的关系
由图4可知,当电压初相角α>φ时,电流正半周的导通角θ<180°,电流负半周导通角>180°,电流正半周面积小于负半周面积。而当α<φ时, 电流正半周的导通角θ>180°,电流负半周导通角>180°,电流正半周面积大于负半周面积。只有当α=φ时,θ=180°,电流正负半周面积才相等,此时电流波形对称,电流中没有直流分量存在。因此当焊接电源工作时,只有给定合适的电压初相角α=φ,才能使电流波形对称,保证焊接质量。
由于在焊接电路实际工作中,并不已知负载功率因数角φ,且因接触电阻不同,导致负载阻抗角变化。而设定的电压初相角α是可知的,因此可由当前设定的电压初相角α和测量得到的电流正半周的导通角θ,根据α与θ及负载阻抗角φ的关系,计算出当前电路负载阻抗角φ。在之后的控制中,设定电压初相角α=φ,使输出电流波形保持对称,电流中没有直流分量存在,以保证焊接质量并避免变压器偏磁饱和,在此控制下电路功率因数即保持为cosφ。
2.3 恒流模式控制
在焊接时常用恒流模式控制,但由于电路输出端电流过大,实际中一般不对输出电流直接控制,而是根据变压器变比的折算关系,对相应的原边电流进行控制。使用传感器采样得到原边电流瞬时值,需要将采样得到的瞬时值进行真有效值转换为原边电流有效值。恒流模式控制流程如下,将给定的原边电流有效值I*与原边电流有效值采样值I作差,所得误差经过PI 调节器进行计算,得到所需的SPWM调制比m;再由测量得到的导通角θ及当前初相角计算出所需的初相角α;根据计算得到调制比m与初相角α以及设定的输出频率f进行SPWM调制,输出SPWM控制信号。
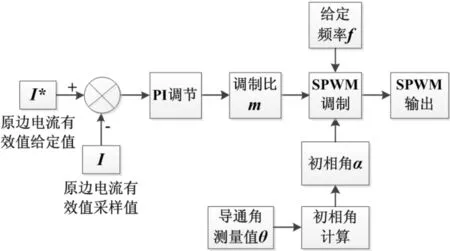
图5 恒流模式控制流程
2.4 恒压模式控制
考虑到不同材料的焊接工艺需要,设计了恒压控制模式,但若直接对电极间电压采样,受干扰较大,处理较为困难。因此也可根据变压器变比的折算关系,将对电极间输出电压的控制转化为对相应的原边电压进行控制。使用传感器采样得到原边电压瞬时值后,进行真有效值转换为原边电压有效值。当采用恒压模式控制时,控制流程与恒流模式控制类似,控制流程如下图6所示。
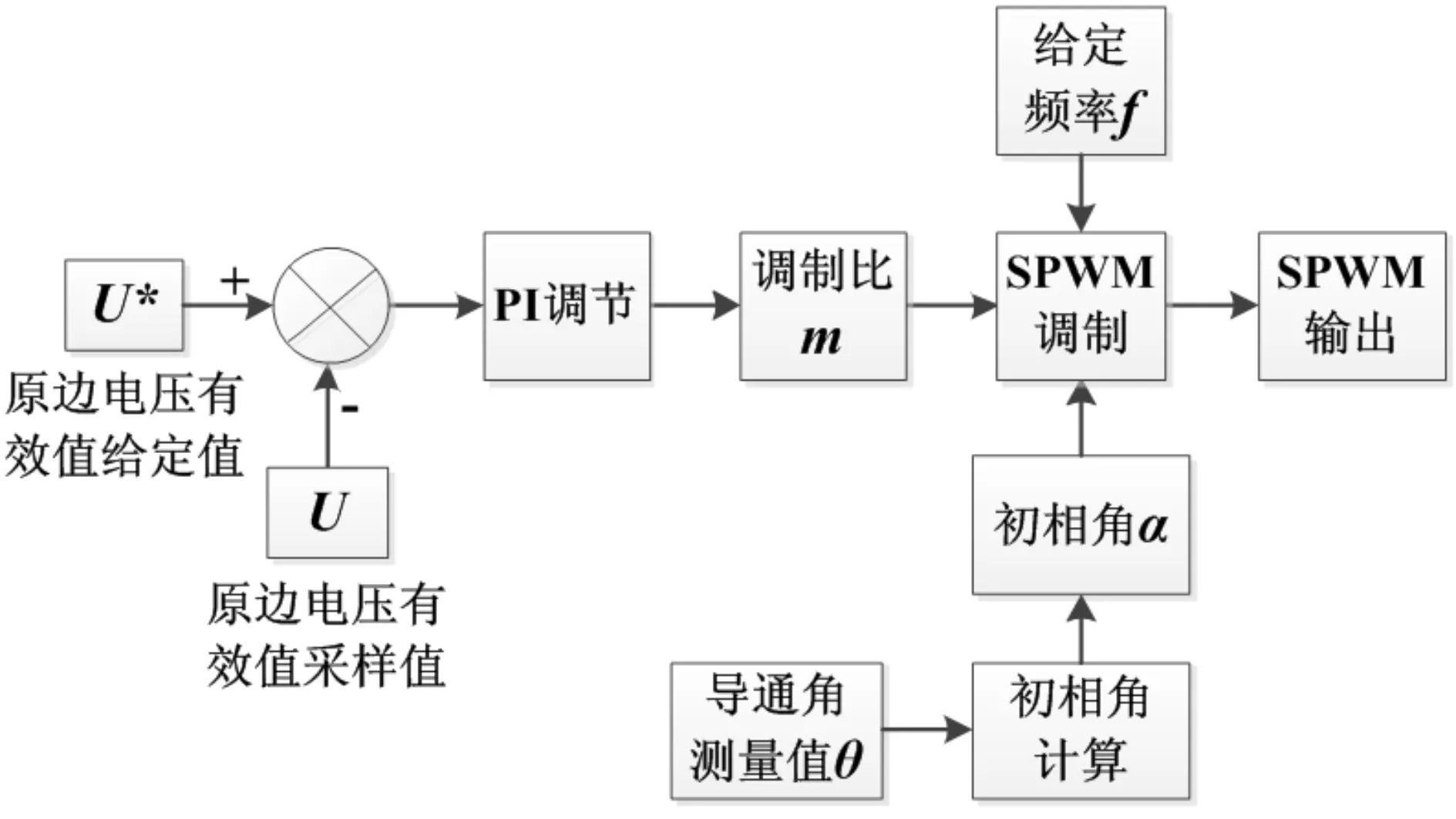
图6 恒压模式控制流程
3 实验结果与分析
根据上述原理与控制,采用Matlab/Simulink 搭建了仿真模型,通过仿真实验,得到如下实验结果。
3.1 恒流控制实验
图7为负载阻抗角φ=75°时,电源输出电流1 000 A、50 Hz的恒流控制波形。假设在实际电路控制中开始输出时并不知负载阻抗角φ大小,因此可设定开始时初相角α为90°,由图可知开始时α>φ,电流正半周的导通角θ<180°,电流正半周面积小于负半周面积。经过两个周期之后电流波形基本对称,说明初相角α已调整到与负载阻抗角φ相等,此时电源稳定地输出有效值1 000 A的正弦交流电流。
考虑到某些焊接工艺需要较短的焊接时间[15],如微型零件的精密焊接,此时可设置较高的电流输出频率,实现较短时间焊接。图8为电源输出电流1 000 A,频率为100 Hz时的恒流控制波形。对比50 Hz波形可知,频率越高,调节速度越快,电流波形也越稳定。

图7 恒流输出1 000 A、50 Hz的电流波形

图8 恒流输出1 000 A、100 Hz的电流波形
3.2 恒压控制实验
图9为负载阻抗角φ=75°,电极间输出电压有效值1 V、50 Hz时的恒压控制波形。与恒流控制类似,输出电压在两个周期后基本对称,电极间稳定输出有效值为1 V正弦交流电压。
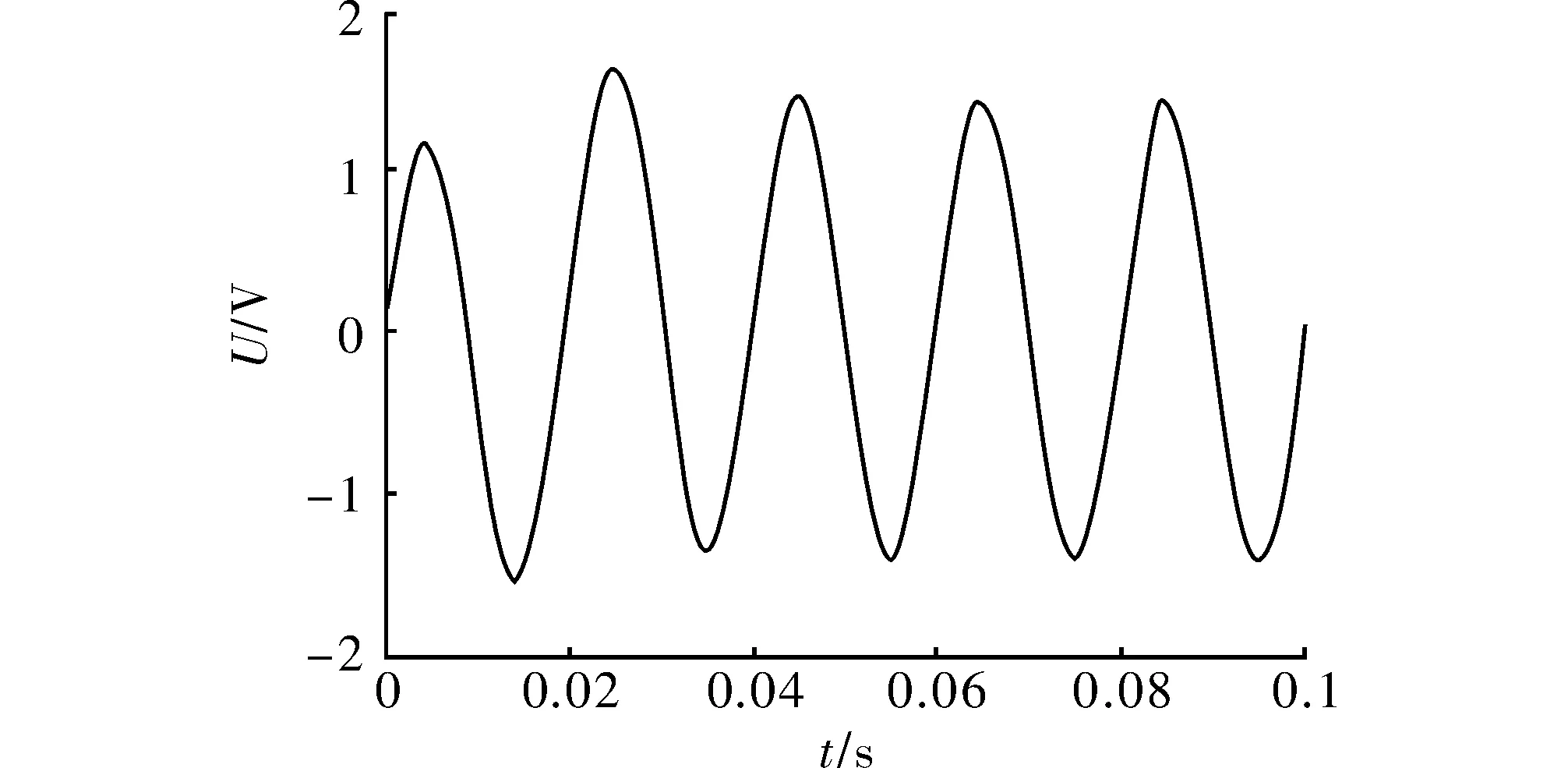
图9 恒压输出1V的电压波形
4 结束语
针对目前市场上广泛采用的单相工频电阻焊机工作电流不连续、功率因数低且易产生飞溅的问题,设计了一种基于单极性倍频SPWM调制的电阻焊逆变电源控制方案,将三相工频交流电网电压整流后,采用SPWM逆变技术实现恒流、恒压控制。通过实验验证,电源输出电流、电压可控,输出电流连续,电流尖峰小,热效率高,功率因数只与负载有关,不随电流减小而降低。对于某些需要较短的焊接时间的焊接工艺,可通过设置较高的输出电流频率,实现较短时间焊接。
[1] 吴英俊.多模式电阻焊机控制器及其控制模式研究[D].上海:上海交通大学,2013.
[2] 王敏.我国电阻焊设备和工艺的应用现状与发展前景[J].金属加工:热加工, 2004(5):19-21.
[3] 张锋.钢轨应力传感器的安装工艺及专用点焊设备研发[D].北京:北京工业大学,2013.
[4] 王福生.国内外电阻焊设备的发展[J].电焊机,2005,35(2):1-4.
[5] 王清,吴林,张相军.电阻焊焊接电源发展方向之探讨[J].焊接,2000(11):7-10.
[6] 李亚平.交流逆变点焊电源的研制[D].广州:华南理工大学,2011.
[7] 甘文军,王敏,孔谅.逆变电阻焊的工业应用及研究进展[J].电焊机,2010,40(5):101-105.
[8] 吴祥淼,黄石生,方平,等.逆变式电阻焊机的研究进展[J].电焊机,2000,30(12):7-8.
[9] 马逊,李耀华,葛琼璇,等.谐波电流最小同步优化脉宽调制策略研究[J].中国电机工程学报,2015,35(5):1211-1220.
[10] 李琛.基于单极性倍频SPWM调制的逆变电源系统研究[J].宁夏工程技术,2009(3):197-200.
[11] 关淼,沈颂华,王永.三态电流滞环调制与单极性倍频SPWM调制比较[J].电气应用,2006,25(10):66-69.
[12] 柳刚,胡绳荪,孙栋,等.焊接逆变器偏磁问题及其防止措施的研究[J].电焊机,1993(4):20-23.
[13] 杜贵平,陈立军,张波,等.全桥逆变器高频功率变压器偏磁问题研究[J].电力电子技术,2006,40(3):74-76.
[14] 王福生.电力电子器件在焊机电源中的应用[J].电焊机,2001,30(1):3-6.
[15] 杨凯,曹彪,余文捷.汽车车灯的精密电阻点焊[J].电焊机,2010,40(5):139-141.
Research on Resistance Welding Inverter Power Supply Base on Unipolar Double Frequency SPWM Modulation
LUO Zhongfu,XIE Ming
(School of Optical-Electrical and Computer Engineering, University of Shanghai for Science and Technology, Shanghai 200093, China)
Single phase power frequency resistance welding machines of widely used in the current market have these problems. The working current is discontinuous. It is easy to occur splash and power factor is low. In view of these problems, it is designed a resistance welding inverter control scheme which based on unipolar double frequency SPWM modulation. After the three-phase AC power grid voltage is rectified, it is used SPWM inverter technology to achieve constant current and constant voltage control. The current of power supply output is continuous and current spikes is small. It is high thermal efficiency and high power factor. For some welding technology of need a short welding time, the output current frequency can be increased to achieve a short time welding.
resistance welding; unipolar double frequency SPWM; inverter power supply
10.16180/j.cnki.issn1007-7820.2016.12.016
2016- 02- 23
沪江基金资助项目(B1402/D1402)
罗忠福(1991-),男,硕士研究生。研究方向:电力电子与电力传动。谢明(1973-),男,讲师。研究方向:电力电子与电力传动。
TM464
A
1007-7820(2016)12-055-04
