煤化工气化工艺与设备的关键技术*
2016-12-24张蕊
张 蕊
(华陆工程科技有限责任公司)
煤化工气化工艺与设备的关键技术*
张 蕊**
(华陆工程科技有限责任公司)
对煤化工气化工艺流程、设备和安装检验进行简要说明,强调了钢材检测、构件集中预制、尺寸偏差矫正应严格按照行业规范和标准进行,以确保煤化工气化工艺安全、有效地工作。
煤化工 气化工艺 钢制结构
据统计,煤炭在我国能源结构中占大约70 %份额,煤炭的大量使用对生态环境造成了严重污染。借助先进的科学技术,大力发展清洁型煤炭资源,不仅能解决我国石油能源短缺的问题,同时能降低对环境的污染。煤转化成清洁型资源需要经过煤气化工艺,煤在高温且存在O2、H2等气化剂的条件下,可转化为合成气燃料,这个化学反应的实现需要精密的气化设备,对设备自身的钢结构性能要求很高,需要具备重量小、承载压力高等特点[1~3]。
因此,在了解气化工艺过程的基础上,对煤气化技术工艺进行系统性梳理,对推动我国煤化工技术发展有重要的现实意义。
1 煤化工气化工艺特点
1.1结构特征
气化工艺设备对钢质量有硬性要求,所需的钢材料量非常大[4,5]。一般工艺设备需要钢量至少2 500t,各部件组装工作难度较大,特别是对气化炉的吊装难度更大。在工艺设备组装现场,一般会借助箱型柱,要求在不小于30m 的混凝土结构上进行安装,该设备顶部高度大于50m。
1.2气化工艺特点
气化工艺系统(图1)是煤气化装置的核心,包括许多辅助子系统。煤气化的工艺方法有很多,常用的方法包括移动床气化、流化床气化和气流床气化,这3种方法均已实现工业化[5~8]。
1.3煤化工工艺步骤
煤化工工艺主要分为3个工业化阶段(图2)。
2 关键技术控制
2.1安装施工要点
根据煤化工工艺要求和现场实际情况,设计施工方案,按照行业规定和标准进行安装,确保工程实施质量和安全性[5~7]。施工作业应遵循由内到外、由大到小的原则;根据预制、成片吊装规范进行安装施工,可降低工程成本、减少工程验收时间,同时能保证钢制管架以及设备的安装质量。
煤化工设备的安装应注意:在地面进行构件油漆涂刷;应依据安装工程设计规范进行构件安装;构件安装完成后,根据规范标准对梁柱表面进行防火层作业。各构件尺寸大小偏差应依照规范进行矫正。
2.2钢材检验
气化工艺设备需求的钢材要具备质量证明书,检验时可根据证明书鉴别真伪,使钢材性能质量达到工程设计要求,还可按照国家行业规范标准进行取样,化验分析,确保钢材质量过关。标准要求:钢材表面无疤痕、裂缝,纵向无分层、皱折。钢材在出现少量锈迹、轻微划痕情况下,应保证钢材破损厚度控制在负偏差值的一半以内,否则该钢材要及时进行更换[6~11]。
2.3偏差矫正
在现场施工的过程中,一般会出现钢构件尺寸与标准尺寸有一定偏差,这时应对它进行矫正,常用的矫正方法包括冷矫正和热矫正[5~11]。不管是冷矫正和热矫正,都应使矫正后的钢材达到应用标准,保证钢材表面划痕厚度控制在0.5mm以内,不能出现明显的破损和凹凸现象,钢材表面参数标准偏差见表1。
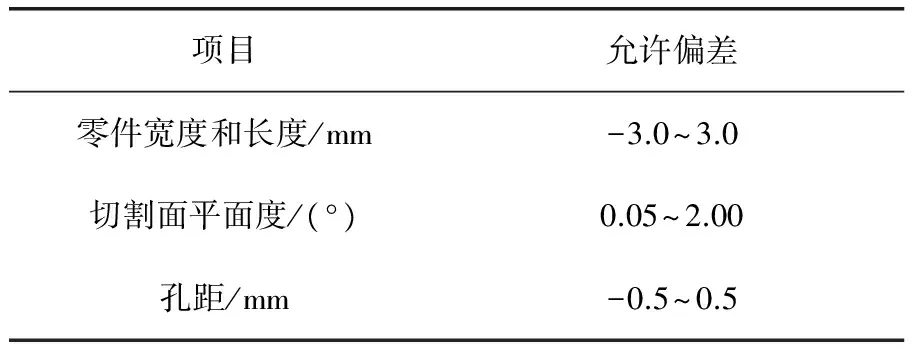
表1 钢结构参数标准偏差
气化设备组装时,会遇到钢梁尺寸偏小的问题,可实时接长,方法包括坡口斜对接以及钢板拼接等。当采取钢板拼接时,钢制构件在避开节点的情况下,长度一定要小于2.5m,当钢制构件厚度小于14mm时,用剪板机对肋板剪切即可达到要求;当钢制构件厚度大于16mm时,则采用自动切割机进行修剪钢板长度。
2.4焊接控制
对气化工艺设备进行焊接时,焊工应该持证上岗,具备焊接专业工作的水平,合理选择焊条牌号和规格,一旦焊接过程中焊缝表面有裂纹出现,必须及时找出原因,并按照质量要求补焊,并定期进行焊接质量检查。
2.5检查验收
检查的内容有很多,包括安装前定位轴线、基础轴线和地脚螺栓位置进行检查,根据行业标准和工程设计规范,对轴线位置、标志以及基准点位置要进行清晰的标识,逐项进行检查与验收,如若有不合规定的设计安装,应及时采取有效的补救措施,尽量避免钢构件表面出现裂纹、划痕等损伤[7~11]。
2.6垫铁的使用
一般在钢结构安装完成并通过了验收后,要对大型的钢架、钢柱进行垫铁放置工作[7,8]。主要是为了确保大型设备在钢柱的立筋轴线上,保证整个钢架平稳,业内要求钢架水平与标高偏差要小于2mm,以保证整个钢制设备各钢件在水平轴线上稳定连接、组装,避免高低不平导致气化工作效率低下,乃至出现工艺质量问题。
3 结束语
通过对煤气化工艺流程、方法和特点进行研究,提出了各施工部门应具备相应的专业经验、确保钢制材料质量、严格遵循行业标准和规范进行检验和安装的观点。煤化工气化工艺设备的投入使用,能大幅提高煤气化效益,在满足清洁能源供应需求的同时保障了我国能源战略安全。
[1] 张明. 现代煤化工产业的现状及展望[J].化工机械,2012,39(3):257~260.
[2] 赵鹏飞,张金生,李丽华,等.我国新型煤化工对于石油化工的挑战和机遇[J] .当代化工, 2014 , 43(12):2670~2672.
[3] 沈宗沼, 郑国运,姚黎明,等.煤气化炉除灰敲击装置活塞杆有限元分析[J].化工机械, 2015,42(1):116~119.
[4] 杜铭华,安星悦.我国新型煤化工发展思路探讨[J].化学工业,2013,31(1):19~22.
[5] 门长贵.干法粉煤加压气化技术的开发现状和应用前景[J].煤化工, 2000 , 18(1):16~19.
[6] 杨筝,秦洪涛. 煤化工中大型空分装置的仪控电源系统设计[J].化工自动化及仪表,2008,35(6):77~79.
[7] 徐振刚,陈亚飞.我国煤化工的技术与发展对策[J].煤炭科学技术,2007,23(8):213~215.
[8] 叶文旗, 赵翠,潘一,等.高级氧化技术处理煤化工废水研究进展[J].当代化工, 2013,42(2):172~174.
[9] 魏方合. 甲醇煤化工项目中自动化仪表的施工管理[J].化工自动化及仪表,2014,41(2):198~203.
[10] 苏万银.煤气化方法的比较及分析[J].煤化工, 2010,38(3):10~14.
[11] 王辅臣,于广锁,龚欣, 等.大型煤气化技术的研究与发展[J].化工进展,2009,27(2):165~167.
**张 蕊,女,1982年10月生,工程师。陕西省西安市,710065。
*国家科技重大专项(2009ZX05038 002)。
TQ051.5
B
0254-6094(2016)05-0685-03
2016-02-27,
2016-09-07)
