石膏板高精度控温系统的开发
2016-12-23杨小东赵瑜伯杨天博
杨小东,赵瑜伯,杨天博
(1.北新集团建材股份有限公司,北京 100045;2.北京机械工业自动化研究所 自控中心,北京 100120)
石膏板高精度控温系统的开发
杨小东1,赵瑜伯2,杨天博2
(1.北新集团建材股份有限公司,北京 100045;2.北京机械工业自动化研究所 自控中心,北京 100120)
通过对传统石膏板控温系统的缺点分析,阐述了石膏板高精度控温系统开发的必要性。同时对该系统中的信号检测,运算处理和显示输出这三部分进行了详实分析。
控温系统;信号检测;运算处理;显示输出
0 引言
石膏板控温系统是石膏板生产线的最重要工序之一,其作用是通过完全封闭的干燥机对石膏板生产线上潮湿的纸面石膏板进行烘干,最终制造出符合工艺要求的合格产品。从控制原理上讲,石膏板生产线的控温系统是对干燥机各区的循环空气入口、出口的温度和湿度的调节与控制-即根据设定温度与采集温度的偏差,通过PID控制调节闸板的开度来调节热空气和冷空气的量,最终达到调节、控制干燥机各区的循环空气入口、出口及其他某一位置的温度和湿度的目的。传统石膏板生产线均采用以上介绍的干燥机控温系统,但干燥机中的湿板数量也会对热负荷产生明显的影响,热源供给如不根据热负荷的大小实时调整,就会导致干燥机温度的波动,这会导致板材成品质量的下降,出现湿板等问题。
1 系统介绍
针对传统干燥机控温系统的缺点,我们研制和开发了石膏板高精度控温系统。本系统对具体系统控制进行了如下深入研究:首创了队首队尾检测判断技术,实现了干燥机内部石膏板队列队首队尾的判断,从而获得了湿板队列的主要信息;首次运用计算机科学中的“队列(Queue)”数据结构,设计获得了石膏板序列的全部信息。该部分研究成功解决了干燥机内部湿板分布的问题,进一步提高了干燥机的控温精度,提高了板材的质量。
2 系统难点分析
石膏板高精度控温系统主要包括以下三部分:信号检测、运算处理和显示输出。下面对这三部分进行难点分析。
1)信号检测:利用了成熟的光电检测和电磁感应检测技术,将石膏板队列的进板信号及辊子旋转信号传至PLC。要得到石膏板的位置信息,首先必知是否有板进入,为此在分配桥上安装了光电开关,石膏板进入干燥机经过分配桥时,光电开关会输出一个开关信号给PLC。因为我们关注的是整个干燥机内各区石膏板的分布情况,而不是某一张板的具体位置,所以如果把一张张依次进入干燥机的石膏板看成一个队列,那么我们只需要知道队列的队首和队尾的位置,这也就确定了这整队石膏板的位置。
知道了是否有石膏板进入后,还需知道已进入的石膏板向前行进了多远的距离,在干燥机主传动辊道的链轮上,安装一个接近开关,辊道每转一圈,接近开关发出一个信号,PLC记录下接近开关信号的个数n,再乘以辊道的周长c,就得到距离s,即s=c.n。系统的安装示意图如图1所示。
2)运算处理
信号检测部分将检测到的信号传送至PLC后,由PLC对采集到的信号进行处理,主要完成以下工作:队首队尾判断、行进距离计算、进行移位操作和异常情况处理等。
当第一组石膏板通过分配桥时,分配桥光电开关输出一个脉冲信号,激活进板显示程序,系统开始工作。这时系统认为石膏板队列的队首到来,开始对辊道转过的圈数n计数,并将结果存储到计数器C5:1中。经现场测量,辊道的周长c=0.288米,那么第一组石膏板的行进距离s=c.n=0.288n。为了方便岗位操作人员快速辨别石膏板的位置,将干燥机分成75个小单元,每个单元从前往后进行编号,编为1~75号,这恰好与干燥机的门一一对应。第一组石膏板也就是队首在行进过程中的位置即所在门序号为m=s/2=0.288n/2,每向前行进2米,门的序号就会加1。
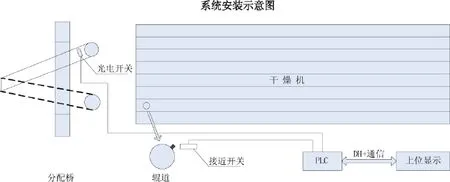
图1 系统安装示意图
队尾的判断:若分配桥一直有板经过,每次进板光电开关都会发出一个脉冲信号,队列不断加长,系统会认为队尾没有到来;若一控断纸或二控放废等原因导致分配桥不再进板,则光电开关在不进板的这段时间内一直都不会发出信号,此时系统会认为队尾到来,正常生产时某一层两次进板间隔时间约为110秒,那么如果两次进板时间大于110秒,这一层的石膏板队列就会中断,即队列的队尾到来。在实际生产中,经过调试,这一时间设为120秒比较合适,间隔120秒以上不进板,系统认为队尾到来。
队首队尾判断出来后,采用移位操作来实时表示队列的向前移动。队列是一种特殊的线性表,队列中没有元素时,称为空队列。在队列这种数据结构中,最先插入的元素将是最先被删除的元素;反之最后插入的元素将最后被删除的元素,因此队列又称为“先进先出”(FIFO—first in first out)的线性表。并通过PLC的移位指令实现队列的功能,如图2所示。

图2 队列结构
在程序中,用75个二进制数组成的数据队列来表示干燥机的75个门,每个单元中用“1”表示有板,用“0”表示无板。开始进板后,系统将“1”移进数据队列,表示1号门有板,根据测量得到的实际距离换算成门序号,石膏板每走过一个门的距离,系统就会实时地将“1”或“0”移进数据队列,原有数据全部向前移动一位,这样来表示石膏板队列向前行进了一个门。具体移位过程是:用C5:1中的辊道旋转圈数n乘以辊道周长c得到距离s,再除以2得到队首所到的门序号m,将这个值与计数器C5:0中的移位计数缓存进行比较,前者减去后者若结果大于等于1,说明从上次移位之后石膏板又前进了一个门,执行一次移位操作,将数据队列前移一位,同时移位计数缓存加1,等到石膏板再走过一个门时进行下一次移位操作。各个计数器的累加值达到预置值后会清零,但不会清空数据队列,计数器的预置值是根据干燥机总长度和门个数设定的。
图3 石膏板高精度控温系统图
本系统设计了异常处理程序,主要针对干燥机紧急
【】【】停止、堵板的异常情况的处理。并设计体育手动清零功能,在干燥机堵板时通过手动清零来清除数据队列的数据,清零后干燥机重新运转时系统可重新投入工作。

图4 石膏板高精度控温系统统软件流程图
3)显示输出
显示部分的工作主要在上位机画面上完成。利用RSviewSE组态软件,将干燥机各区各个门的示意图画在画面上,用75个小矩形代表干燥机的75个门,用不同颜色来表示有板还是无板,绿色表示有板,红色表示无板。
该系统运用计算机科学中的“队列”数据结构、首创的队首队尾检测判断技术,通过信号检测、运算处理和上位显示等环节将干燥机进板情况及内部石膏板分布情况实时显示在上位机画面上,便于热力车间对干燥机进行精确的温度控制。
3 结束语
石膏板高精度控温系统具有“更稳定的温控”效果以及“减少能耗、降低污染、提高产品品质”等特点,为使石膏板成为更节能、更环保的行业做出了重要的贡献。
[1] 向才旺,建筑石膏及其制品[M].北京:中国建材工业出版社,1998:368-370.
The exploitation of high precision temperature control system for plasterboard production
YANG Xiao-dong1, ZHAO Yu-bo2, YANG Tian-bo2
TQ177
A
1009-0134(2016)07-0080-03
2015-12-06
杨小东(1976 -),男,内蒙古人,高级工程师,本科,主要从事电气工程设计、调试及集成工作。
