粘胶纤维/漂白亚麻85/15 11.8 tex赛络紧密纺纱的开发
2016-12-21李大伟
李大伟
(陵县恒宇纺织品有限公司,山东 德州 253000)
粘胶纤维/漂白亚麻85/15 11.8 tex赛络紧密纺纱的开发
李大伟
(陵县恒宇纺织品有限公司,山东 德州 253000)
文章从粘胶纤维及漂白亚麻纤维的特点和适纺性分析了粘胶/漂白亚麻混纺纱生产中面临的问题,进而改进了工艺参数,优化了工艺流程,最终成功生产出粘胶纤维/漂白亚麻85/15 11.8 tex赛络紧密纺纱,得到了广大用户的普遍好评,并为相关企业提供一定参考。
粘胶纤维;漂白亚麻纤维;新型混纺纱;功能化
粘胶纤维吸湿性好、穿着舒适、可纺性优良,常与棉、麻、毛或各种合成纤维混纺交织,用于服装及装饰用布。亚麻织物挺括、吸湿散热快、透气凉爽,但因亚麻纤维较硬脆,漂白等加工过程很容易出现脆损现象[1]。粘胶/亚麻混纺织物既具有良好的透气性、悬垂性和吸湿性,同时抗霉抑菌,防紫外线,穿着舒适,深受广大消费者喜爱[2~3]。我公司结合市场需求,成功研发了粘胶纤维/漂白亚麻赛络紧密纺系列产品,得到了广大用户的青睐和好评。本文结合生产实践,以粘胶纤维/漂白亚麻85/15 11.8 tex赛络紧密纺纱为例浅析生产过程中的控制要点及注意事项。
1 原料性能特点
1.1 粘胶
粘胶纤维是三友公司生产的,指标见表1。
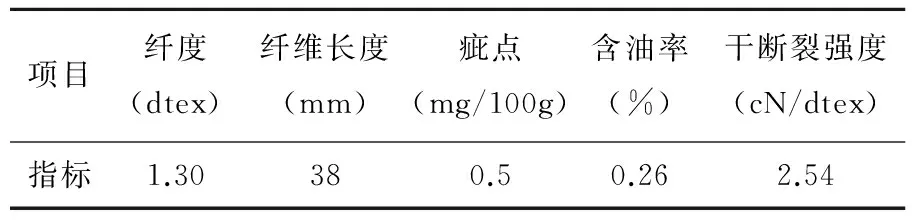
表1 粘胶指标
1.2 漂白亚麻
亚麻是麻纺织业的主要原料,其纤维强韧、柔细,具有较好的光泽。亚麻纤维强力大,在水中不易糜烂,并有防水作用,另有耐摩擦、耐高温、散热快、吸尘率低、不易扯破、不易燃烧、无静电、耐酸碱性好等优点,是绿色环保的纺织原料,被誉为天然纤维中的“皇后”。亚麻衣料能减少人体出汗,吸水速率高于绸缎、人造丝织品,甚至比棉织物都要快几倍。亚麻自然的透气性、吸湿性、排湿性,能使人的体感温度降低4~8℃,被称为“自然空调”。亚麻的长度取决于亚麻的栽培条件和初加工,一般在300~900 mm。经漂白后,手感柔软,但因漂白亚麻长度整齐度差,可纺性差,纺纱过程中需要进行预处理。文章选用的是浙江桐乡漂白亚麻:50 mm以上超长纤维占10.1%,20 mm以下短绒占40%,平均长度27.8 mm,为避免将漂白亚麻长纤维破坏,提高可纺性,在投料前,将漂白亚麻人工撕成拳头大小后进行加湿处理,将抗静电剂与水按1∶10的质量比按原料质量的15%加入,后密封避光存放24 h,再按原料质量的3%加湿,后将原料再调混一遍,确保漂白亚麻纤维受湿均匀。
2 纺纱工艺流程
纯麻纤维可纺性差,在清花不能单独成卷,由于麻纤维比例小,最终采用粘胶和麻盘混工艺。工艺流程如下:
FA002A自动抓棉机—FA035C自动混棉机—FA106A梳针式开棉机—FA46A震动棉箱给棉机—A076F单打手成卷机—FA207B梳棉机—FA316B并条机(两并)—FA472粗纱机—TH518紧密纺细纱机—村田NO.21C型自动络筒机—成包
3 各工序工艺参数和技术措施
3.1 开清棉工序
由于粘胶纤维表面光滑、强力低、含杂少,麻纤维粗,抱合力差,所以采用“多松少打,少落轻打”的工艺路线,尽量减少对纤维的损伤。清花的主要工艺参数:FA106A打手速度为480 rpm,A076F打手速度1000 rpm,风扇速度1200 rpm,综合打手刀片拆除,棉卷罗拉的转速12 rpm,棉卷干定量380 g/m,棉卷长度32 m。
3.2 梳棉工序
麻纤维的强力低,在生产中要注意减少对纤维的损伤。棉网易断,可采用稍小的棉网张力,减少落棉,故梳棉工序采用“大定量,慢速度,大隔距”的工艺原则。降低刺辊速度减少后车肚落棉。各部工艺参数如下:刺辊速度700 rpm,锡林速度300 rpm,道夫速度20 rpm,盖板速度81 mm/min,锡林-盖板隔距0.2 mm、0.23 mm、0.23 mm、0.2 mm,刺辊-给棉板0.30 mm,刺辊-锡林0.18 mm,锡林-道夫0.12 mm,生条干重20 g/5m,出条速度85 m/min。
3.3 并条工序
采用“重加压,大隔距,慢速度,光通道”的工艺原则。头道并条采用6根并和,选用较大的后区牵伸倍数,有利于纤维的伸直平行。末道并条8根并和,选用较小的后区牵伸倍数以改善条干均匀度,提高熟条质量。湿度控制在55%~60%之间,减少生产中的缠绕现象。并条工序主要工艺参数见表2。

表2 并条工序主要工艺参数
3.4 粗纱工序
由于细纱采用赛络纺纱方式,需要两根粗纱喂入,考虑细纱牵伸能力,保证成纱条干均匀度,粗纱要采用轻定量。为提高粗纱条干,粗纱后区牵伸倍数应偏小控制,同时后区隔距要适当放大。粗纱采用的工艺原则是“轻定量,重加压,慢速度,小后牵伸,大后区隔距”。粗纱工艺表见表3。

表3 粗纱工艺表
3.5 细纱工序
赛络紧密纺是把两根赛络纺粗纱经牵伸区后,分别经过紧密纺装置(异型管)表面对应的负压槽,在负压的作用下使纤维集聚,在经控制皮辊输出后合股成纱。赛络紧密纺充分发挥了赛络纺和紧密纺两者的优势,使纺纱指标有了很大提高。
为防止因两根粗纱喂入,牵伸力过大出现牵伸不开而出硬头,细纱采用“重加压,低速度,大后区隔距,小后区牵伸”的工艺原则。细纱后区牵伸倍数偏小选择,罗拉钳口压力偏重掌握,选用间距合理的双联喇叭口,间距要与异型管吸风槽的上口相适应。选用中硬度高弹性胶辊,确保细纱机械状态良好,在操作上应加强巡回,防止出单股纱和吸风槽堵塞而影响集聚效果。
为保证集聚效果,确保成纱质量,同时又减少工作量和消耗,我们在纺11.8 tex和14.7 tex时均采用140目的网格圈,通过改变负压值的方式保证成纱质量。通过对比试验11.8 tex用1800 Pa的负压值,14.7 tex采用2000 Pa的负压值均能达到理想的成纱指标。细纱工序工艺参数:纱线号数11.8 tex,罗拉中心距44 mm×65 mm,总牵伸倍数61.19倍,后牵伸倍数1.19倍,钳口3.0,前罗拉转速140 min,捻系数360。成纱指标见表4。

表4 成纱指标
运用赛络紧密纺纱技术在改善纱线质量上起了很大的作用,降低了毛羽,提高了强力和条干水平,但是在日常维护和保养方面需要投入大量的人力、物力,需要到位的管理和高水平的技术人员,否则会严重影响成纱质量。
3.6 络筒工序
络筒选用在日本村田NO.21C型自动络筒机,使用乌斯特3型电子清纱机,采用“小张力,低速度”的工艺原则。保持纱线通道光洁,防止条干恶化,毛羽增多。合理设计捻接器参数,控制好接头质量,合理设定电子清纱参数,有针对性地切除有害疵点,特别加强细节切除,防止单股流入成品。络筒工艺参数:NSL1 350%×0.5 mm NSL2 210%×1.0 mm NSL3 130%×1.3 mm NSL4 100%×1.4 mm NSL5 40%×20 mm细节T1-45%×4 mm T2-30%×20 mm,络筒线速度1000 m/min。
4 结束语
亚麻织物具有调温、抗过敏、防静电、抗菌的功能,由于亚麻的吸湿性好,能吸收相当于自身重量20倍的水分,所以亚麻织物手感干爽。如今,防皱、免烫亚麻制品的诞生和混纺产品的出现,使亚麻产品的市场进一步拓展。在国际上,亚麻的织造多为片梭织机和剑杆织机,产品包括细致优雅的亚麻手帕、衬衫衣料、绉绸、花式色纱产品、运动装以及麻毛混纺产品。家用产品则包括窗帘、墙布、桌布、床上用品等。我公司把新型纤维和新型纺纱技术融合在一起,所纺出的纱线供不应求,为公司取得了良好的经济效益。
[1] 甘湘委.亚麻漂白、增白筒子纱加工工艺[J].印染,2006,(19):12—13.
[2] 杨晓,刘心愿,杜卫剑.粘胶/亚麻混纺织物前处理工艺[J].印染,2007,(3):13—14.
[3] 赵建伟.棉纺设备开发亚麻粘胶混纺纱的工艺要点[J].棉纺织技术,2011,39(8):36—39.
The Development of Rayon/Bleaching Flax 85/15 11.8 tex Siro-compact Blended Yarn
LiDawei
(Lingxian Hengyu Textile Co., Ltd., Dezhou 253000,China)
The paper analyzed productive problems of rayon/bleaching flax blended yarn from characteristics and spinnability, then improved technological parameters, optimized technological processes. Rayon/bleaching flax 85/15 11.8tex siro-compact blended yarn was successfully produced, had been greatly appraised by all customers. It provided references for relative corporations.
rayon; bleaching flax; a new type of blended yarn; functionalization
2016-06-20
李大伟(1982-),男,山东德州人,工程师。
TS104.5+3
B
1009-3028(2016)04-0010-03
