烷基化废硫酸再生工艺技术对比
2016-12-20申凤玉
申凤玉,丛 军
(1. 中国寰球工程公司 辽宁分公司, 辽宁 抚顺 113006; 2. 中国石油抚顺石化公司石油三厂, 辽宁 抚顺 113001)
SHEN Feng-yu1,CONG Jun2
(1. HQC Liaoning Company, Liaoning Fushun 113006,China;
2. Fushun Petrochemical Company Refinery No.3 of CNPC, Liaoning Fushun 113001,China)
烷基化废硫酸再生工艺技术对比
申凤玉1,丛 军2
(1. 中国寰球工程公司 辽宁分公司, 辽宁 抚顺 113006; 2. 中国石油抚顺石化公司石油三厂, 辽宁 抚顺 113001)
通过对产品指标、尾气排放达标情况、投资、检修、长周期运行情况的对比,论述了国内、国际烷基化废硫酸再生技术的优缺点。
烷基化废硫酸;干法;湿法;再生; 裂解;转化
SHEN Feng-yu1,CONG Jun2
(1. HQC Liaoning Company, Liaoning Fushun 113006,China;
2. Fushun Petrochemical Company Refinery No.3 of CNPC, Liaoning Fushun 113001,China)
烷基化废硫酸再生工艺是将浓度约 89%~90.05%的废硫酸通过废酸裂解炉[1]焚烧裂解、氧化、吸收转化为 98%~99.2%的硫酸,此硫酸可返回上序装置作为烷基化催化剂循环使用。
目前采用较多的废硫酸再生工艺有两种:一是“干法”再生(杜邦MECS SAR技术和国内中石油技术),另一种是“湿法”再生(托普索公司WSA技术和奥地利PandP公司技术)。
从工艺技术和装置运行调研情况,科学分析干法再生技术和湿法再生技术的优缺点,以便给用户选用哪种技术提供依据。
1 干法再生工艺技术和湿法再生工艺技术介绍
1.1 “干法”再生工艺
“干法”再生工艺方框图如下:

“干法”再生工艺需将焚烧炉出来的工艺气先经废热锅炉回收余热后,进行2次水洗净化,再经电除雾后进行干燥,干燥后的SO2气体在1台转化器内经过四段、或五段催化剂床层转化为 SO3,然后在吸收塔内用浓硫酸进行2次吸收生产98%的浓硫酸,由于在净化中需要水洗,从而产生少量含SO2的废水。所谓“干法”再生指的是烟气经干燥后,在无水状态下进转化器内转化。
1.2 “湿法”再生工艺
“湿法”再生工艺方框图如下:

“湿法”再生工艺将焚烧炉出来的工艺气先经废热锅炉回收余热后,进行电除尘,电除尘后的SO2气体在 1台转化器内经过三段催化剂床层转化为SO3,然后进酸雾控制系统,再进酸冷凝器内1次冷凝吸收SO3生成浓硫酸。
与“干法”再生工艺比,少净化和干燥工序,替代的是电除尘器。流程短、设备少。
所谓“湿法”再生指的是烟气不经过干燥,在有水份状态下进转化器内转化。
2 干法再生工艺技术和湿法再生工艺技术特点
2.1 “干法”再生工艺特点
2.1.1 中石油中国寰球辽宁分公司“干法”再生技术特点
中石油中国寰球辽宁分公司“干法”再生技术[3]是把含硫化合物的液体及气体转变为符合国标的工业硫酸 ;
采用两次水洗净化,去掉原料带来的和裂解产生的各种杂质:包括固体、气体杂质、可减少原料带来的铁含量和反应产生的NOX含量,这些杂质在两次水洗中洗掉一部分,在电除雾器中进一步捕捉下来,适用各类废硫酸的再生,包括烷基化废硫酸、乙炔清净产废硫酸、70%以上其它废硫酸;
裂解炉中可以补充H2S气体一起燃烧;
产品硫酸浓度高,98%~99.2%;
催化剂装填后不用再拿出来清理,转化器内压降小;
水管废热锅炉可保证长周期运行,无堵塞连续运转1.5 a以上;
显著优点是:适用各类废硫酸再生、原料范围广、催化剂装填后不用再拿出来清理、水管余热锅炉[4]无堵塞现象,保证长周期运转、投资低、所有设备全部国产化,利于检修维护等。
缺点是:流程较长、占地大、有少量废水排放。2.1.2 杜邦公司MECS SAR“干法”技术特点
把含硫化合物的液体及气体转变为工业浓硫酸;
采用两次水洗净化,去掉原料带来的和裂解产生的各种杂质:包括固体、气体杂质,适用各类废硫酸的再生,包括烷基化废硫酸、乙炔装置产废硫酸、70%以上其它废硫酸;
裂解炉中可以补充H2S气体一起燃烧;
产品硫酸浓度高,99.2%,根据业主要求可生产93.5%、98.5%的硫酸;
催化剂装填后不用再拿出来清理,转化器内压降小;
显著优点是:原料范围广、催化剂装填后不用再拿出来清理、电耗低等。
缺点是:
1)流程较长,占地大,有少量废水排放;
2) 没有设置电除雾器,与国内技术相比捕捉NOX较差,不利于满足NOX的排放要求;
3)进口设备检修维护不便利;
4)动力波阻力大;
5)投资高,是国内干法的2倍左右。
2.2 “湿法”再生工艺特点
2.2.1 托普索公司WSA“湿法”再生技术
把含硫化合物的液体及气体转变为浓硫酸;
托普索公司WSA技术特点如下:
工艺气体无需干燥;
没有稀酸生成;
能耗低;
显著优点是:流程短,占地小,无废水排放,能耗低。
缺点是:
1)排放尾气中酸雾超标;
2)产品硫酸浓度难达到 98%,酸冷凝器内用干燥空气吹冷凝下来的酸后可达到98.3%左右;
3)因电除尘效果有限,经常将转化器中的催化剂拿出来,扫掉催化剂表面上的灰尘后,再装进转化器,以减少转化器的压降,转化器较大,催化剂用量多,转化器内置的3台换热器不能拿出来,不利于检修 ;
4)进口设备检修不便利;
5)废热锅炉有堵塞现象。
2.2.2 奥地利PandP公司技术
奥地利PandP公司技术与托普索公司WSA技术类似,工艺机理一样,奥地利PandP公司技术采用两次转化和两次冷凝,转化和冷凝效果比一次转化和一次冷凝的托普索公司 WSA技术更好一些。奥地利PandP公司技术的显著特点是采用熔融盐换热技术,转化器内置的换热器等换热设备均用熔融盐吸收热量。
熔融盐具有液体温度范围宽,粘度低,流动性好,蒸汽压小,对管路承压能力要求低,相对密度大,比热高,蓄热能力强,成本较低等优点。
熔融盐的缺点是所有管道均采用伴热,使盐始终处在熔融状态中,对操作要求较高,对仪表控制要求高。
3 干法再生工艺技术和湿法再生工艺技术对比
“干法”再生工艺技术和“湿法”再生工艺技术对比见表1。
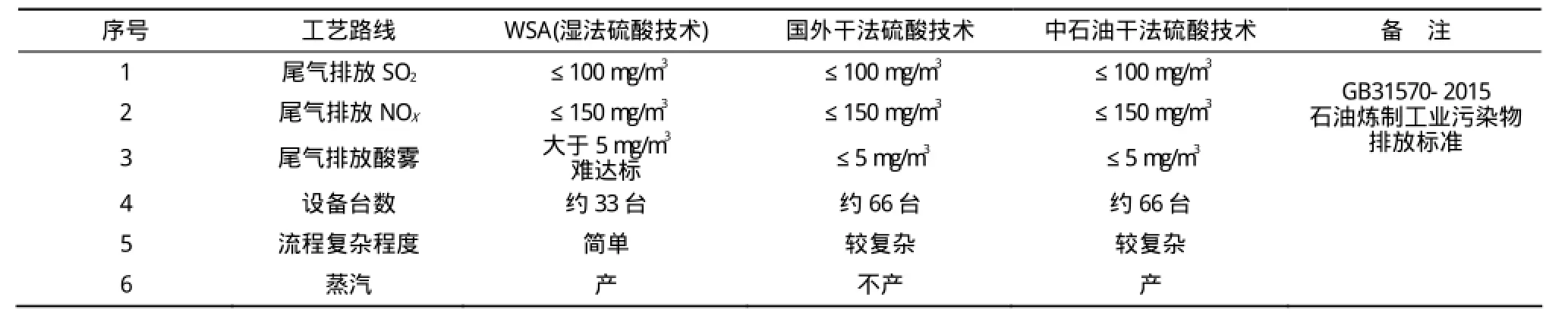
表1 1万t/a干法硫酸技术与湿法硫酸技术的比较Table 1 10 kt/a Dry sulfuric acid technology and wet sulfuric acid technology
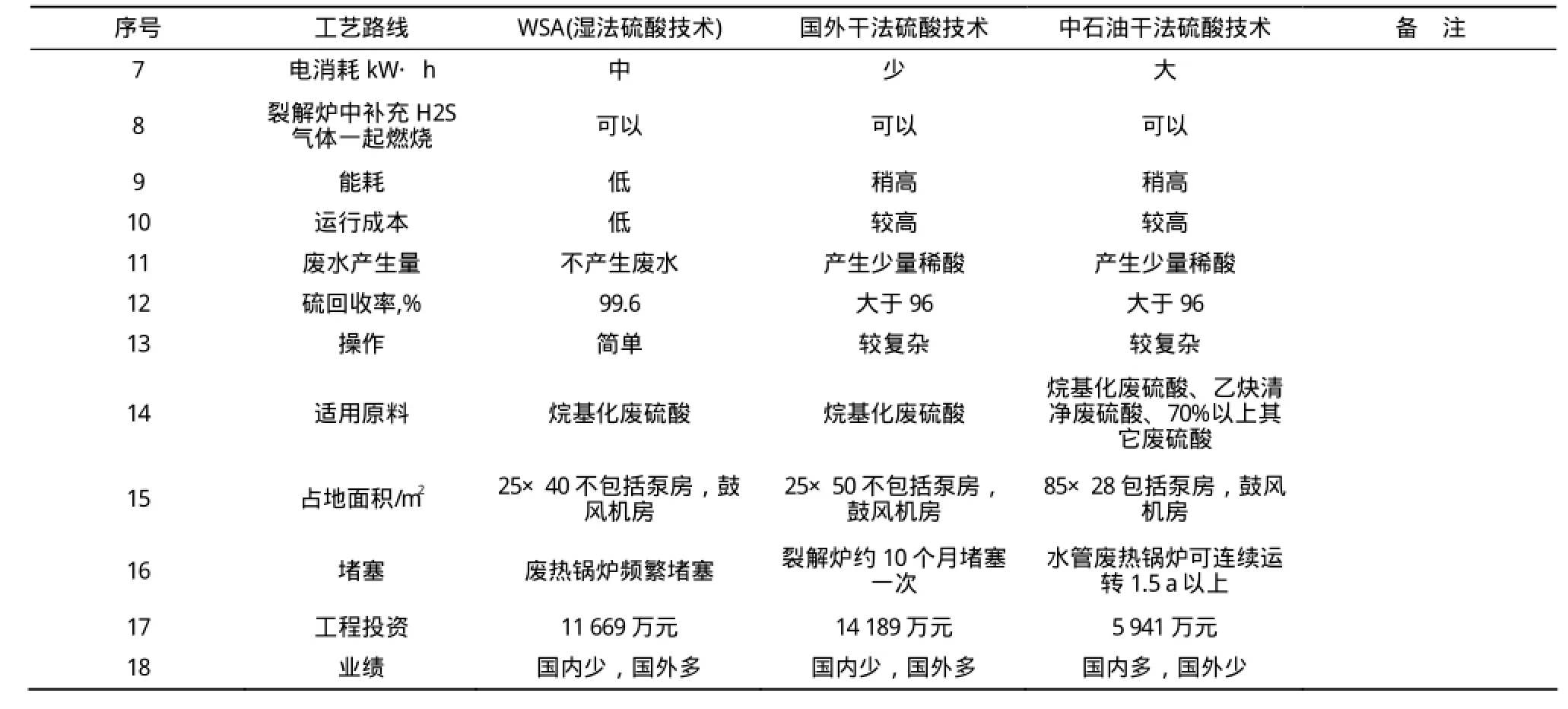
续表
4 干法再生工艺技术和湿法再生工艺技术业绩
两种技术在国内的业绩如表2-表4所示。

表2 国内干法中石油中国寰球辽宁分公司技术在国内的业绩Table 2 Domestic dry sulfuric acid technology

表3 国外干法杜邦公司MECS SAR技术再国内的业绩Table 3 Abroad dry Dupont MECS SAR technology

表4 国外湿法托普索公司WSA技术在国内的业绩Table 4 Foreign wet Top cable company WSA technology
湿法奥地利PandP公司技术在山东联蒙有业绩。开车时间2013年,规模:3万t/a。
5 结 论
湿法托普索公司 WSA技术再生的产品硫酸可以回到上序烷基化装置循环使用,产品浓度98%;尾气中酸雾排放浓度没达到GB31570-2015石油炼制工业污染物排放标准。
湿法奥地利PandP公司技术的产品硫酸可以回到上序烷基化装置循环使用, 产品浓度 98%;尾气采用活性碳吸收SO2,电除雾器吸收酸雾,达到了GB31570-2015石油炼制工业污染物排放标准。
干法杜邦公司MECS SAR技术、国内中石油干法硫酸技术再生的硫酸产品浓度 98%~99.2%,均达到了 GB/T534-2014工业硫酸执行标准和GB31570-2015石油炼制工业污染物排放标准。
通过以上比较,从产品浓度,产品中含杂质情况看,干法再生技术比湿法再生技术好,产品更纯净;
从投资、检修、长周期运行方面看,国内干法技术优于国外技术。
采用杜邦公司MECS SAR技术的装置选用的设备和管道材质比较高,耐腐蚀性更好,电耗较小一些。
[1] 中国寰球工程公司辽宁分公司,洛阳新普石化设备开发有限公司.废酸裂解炉: 中国专利,201210474729.3[P]. 2014-05-05.
[2] 洪凯松, 等. 硫酸工艺设计手册[M]. 化工部硫酸工业科技情报中心站出版,1990-07:274-287.
[3] 中国石油天然气集团公司. 烷基化废硫酸高温裂解生产硫酸工艺过程: 中国专利, 200410077926.7[P].
[4] 中国寰球工程公司辽宁分公司, 自贡东联锅炉有限公司. 一种可长周期运行的废硫酸再生用水管余热锅炉;中国专利, 201620644186.9[P].
[5] 张德姜, 王怀义. 工艺管道安装设计手册[M]. 北京: 中国石化出版社, 2009-09:91-96.
Comparison of Regeneration Technologies for Alkylation Waste Sulfuric Acid
By comparing the product indicators, exhaust emission standards, investment, maintenance and long period operation, advantages and disadvantages of the domestic and international alkylation waste sulfuric acid regeneration technologies were discussed.
alkylation waste sulfuric acid; dry; wet; regeneration; cracking; transformation
TQ 201
A
1671-0460(2016)11-2714-03
2016-10-26
申凤玉(1968-),女,辽宁省沈阳市人,高级工程师,1990年毕业于大连理工大学无机化工专业,研究方向:废硫酸再生工艺设计。E-m ail:shenfengyu@hqcec.com。