煤粉锅炉水冷壁的焊接方法探究
2016-12-18李波涛江一平霍雅洁
李波涛,江一平,霍雅洁
(中国石油天然气第一建设公司,河南 洛阳471000)
煤粉锅炉水冷壁的焊接方法探究
李波涛,江一平,霍雅洁
(中国石油天然气第一建设公司,河南 洛阳471000)
在煤粉锅炉水冷壁管屏的管集箱和管排焊接时,有时由于处理不当会造成管屏产生波浪变形,个别鳍片出现密封裂纹等缺陷。另外,由于焊接时空间位置的限制,操作相当困难。为了保证管集箱和管排的焊接质量,减少焊接缺陷,更方便地进行焊接操作,设计了一种新型焊接方法,并进行了现场焊接试验。对焊接试样的检测结果表明,该焊接方法可以取得较好的焊接效果,检测一次合格率达到95%。
焊接;压力容器;水冷壁;波浪变形
煤粉锅炉属于锅炉和压力容器的一种,为换热容器。煤粉锅炉水冷壁的主要作用是使工作介质在容器内进行热交换。2015年,中国石油天然气第一建设公司参与了玉门水电厂煤粉锅炉施工,该锅炉炉膛是用材质为20G的管集箱和管排焊接在一起形成水冷壁。其中管排由与集箱管口数相同的Φ60mm×5mm钢管组成,中间用同种材质的扁铁进行焊接。每排水冷壁焊口有19~64道不等,且焊口之间的间距为20mm。煤粉锅炉水冷壁管屏在施工现场组合过程中,在管集箱和管排的焊接时,有时由于处理不当会使管屏出现严重的波浪变形,个别鳍片甚至会产生密封裂纹等缺陷。另外,由于焊接时空间位置的限制,操作相当困难。为了减少焊接缺陷、更方便地进行焊接操作,笔者设计了一种新型焊接方式,采用该焊接方式取得了较好的焊接效果。
1 焊前准备
1.1 焊前客观因素分析
由于采用了组焊的焊接方法,通过对粉煤灰水冷壁的组成结构和材质分析,认为此次焊接过程中容易遇到以下问题:一是组对错口过大,管排在制造中由于扁铁宽度、焊接应力及焊接位置误差造成管中心间距不一致,另外,在运输过程中也会造成变形,进而反映在组焊时焊口上下、左右错口过大;二是组对间隙变化,管排和集箱组焊时一次组对焊口数量为19~64不等,如果定位焊顺序及点焊位置不合适,都会影响组对间隙的均匀性,使间隙变小、甚至挤死,这样就必须把已定位好的焊口磨开重新组对。
1.2 材料选用
(1)钢管。水冷壁材质为20G,钢管规格为Φ60mm×5mm,整个水冷壁分为6扇管屏,每扇管屏都有89根钢管,管与管之间的焊缝间距为20mm。
(2)焊接设备和焊材。选用奥泰ZX700D逆变直流焊机,焊材选用TIG-J50焊丝和J427焊条,规格均为Φ2.55mm,保护气体为氩气,纯度不低于99.95%。
1.3 焊前材料处理
焊前用打磨机将水冷壁管排待焊坡口内外两侧距端头15mm的范围打磨光滑,直至露出金属光泽,打磨好的焊口若不能及时焊接,需用防锈液涂刷。焊接接头的坡口形式如图1所示。由图1可见,对焊坡口为带钝边的单边V形坡口,坡口角度45°,焊缝间隙为20mm。焊前将钢管两端用管塞堵住,防止焊接时穿管风影响氩气的保护效果。

图1 对焊接头的坡口形式
2 水冷壁焊接工艺
2.1 焊前调整
水冷壁由于制造及运输的原因,管口组对时错口较大,必须进行校正。首先在组对前用粉线对管排及管集箱管口进行测量并修复,保证所有管口在同一个水平面,再根据错口的大小,参照成排管的外观尺寸,把钢管之间的扁铁切割开一定间距,左右错口用三角木加外力来调整,上下错口用氧气乙炔火焰校正或用撬棍调整,以便达到满意的对口及成排管整体尺寸要求。
2.2 组焊操作方法
2.2.1 定位
定位时要考虑焊接过程中由于热胀冷缩而造成的收缩变形,若定位顺序不对,会使装配好的间隙变小,甚至挤死。因此,操作中先定位管屏中两端及中间的3根焊管,固定后控制好成排的整体尺寸,然后左右对称交错定位其他焊口。定位过程中注意观察未定位的焊口变化,先定位间隙小的,这样可以避免因焊接变形而导致间隙过小的焊缝出现挤死现象。
2.2.2 点位焊
点位焊必须按工艺要求,所使用的焊丝应和正式焊接所使用的焊丝相同。因该焊件要求单面焊双面成形,故定位焊必须焊透。点位焊缝不能过大,以免焊接到定位焊缝接头处,根部熔合不良而产生断头或未熔合。特别是水平位置应增大定位焊缝的修磨坡口,两端成斜坡状,以便焊至此处时,使焊缝接头过渡良好。点位焊位置必须在12点和6点位置,现场施工照片如图2所示。
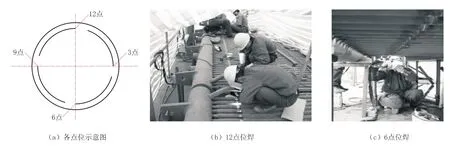
图2 点位焊各点位置及现场施工照片
2.2.3 打底焊和盖面焊
因为焊口成排状且焊口之间的间隙过小,焊口分3点和9点上下两部分焊接。下半部分6点到3点、6点到9点位置焊接时,管排下面焊丝送不到位,需要两名焊工相互配合,一名焊工在下面拿焊枪摆动,一名焊工在管排上面看熔池状况递送焊丝。送丝方式需根据不同位置来调整,目的是保证仰焊位置不凹陷,平焊位置不产生焊瘤。由于仰焊位置熔池温度低,焊接时焊丝熔滴应滴在熔池后方。平焊位置因为重力作用,并且焊接到此位置管子温度最高,熔池容易下坠,所以熔滴滴在坡口根部相比其他位置要少,从而防止了焊瘤的形成。盖面焊采用手工电弧焊,焊条为J507,一般要求打底焊完成后立即进行盖面焊,若时间过长,盖面焊前要求用氧气乙炔加热除去水分,并清理可能出现的锈、泥等杂物。
2.3 焊后处理
每道焊口焊接完成后都要进行返修。磨光机能打磨到的地方和一般返修方法一样,磨光机打磨不到的位置则用直磨机安装锥形合金头进行打磨。为避免直磨机打磨导致根部间隙过大,坡口角度和根部间隙处用三角锉修磨为佳。
2.4 焊接注意事项
(1)焊接时要采用具有起弧和灭弧衰减功能的高频引弧,且具有提前送气和滞后送气功能的焊机。焊枪要选用枪头能转动的软头。焊接过程中要在3点和9点位置调节焊枪倾斜角度,目的是避免收弧不当产生弧坑裂纹和缩孔。
(2)为了操作安全,焊接胎具要牢固可靠,且离地面高度为800mm左右;使用磨光机和直磨机修磨时要用力均匀,以免用力过猛对操作人员造成伤害。
3 结论
(1)焊接过程中,要严格控制好焊机的电压,且要保证焊前保护气体到位,这是保证焊接质量的前提。
(2)该方法前期的组对和准备条件必须严格按照要求执行,打底焊过程中两个人必须配合默契。
(3)焊后处理必不可少,这是探伤检测前的最后一道工序,一定要细心。
(4)使用该方法焊接取得了满意的效果,检测一次合格率达到95%。
[1]姜殿忠,何志涛,张发荣.碱回收炉水冷壁焊接工艺[J].电焊机,2012,42(2):91-92.
[2]石南辉.超临界锅炉水冷壁管屏组合密封焊接工艺[J].现代焊接,2014(4):38-40.
[3]赵醒龙,李越胜.超超临界锅炉水冷壁管屏焊接变形缺陷分析及工艺控制[J].机电工程技术,2008,37(9):110-112.
[4]王世强,张宏伟,张媛.超临界机组受热面密封焊接变形分析与控制[J].山西电力,2013(1):54-56.
[5]宋仁明,罗启云,李洪鹏.浅析如何提高660MW超超临界机组水冷壁中部混合器安装工期和焊接质量[C]//第十五次全国焊接学术会议论文集,2010:56-59.
[6]杜存强.惠来电厂(2×600MW)水冷壁密封焊接裂纹的产生和处理[J].广东科技,2007(S1):303-305.
[7]范保国.管道焊接质量控制的措施探讨[J].中国石油和化工标准与质量,2012(S1):196.
[8]李波,刘明秦.管道焊接中的常见缺陷的成因和防止措施[J].科技风,2011(9):45.
[9]王喜春,朱洪亮.X80管道焊接的整体解决方案[J].电焊机,2009,39(5):131-134.
[10]殷树言.气体保护焊工艺[M].哈尔滨:哈尔滨工业大学出版社,1989.
Pulverized Coal Fired Boiler Water Wall Welding Method Exploration
LI Botao,JIANG Yiping,HUO Yajie
(China National Petroleum First Construction Company,Luoyang 471000,Henan,China)
During tube header and tube bundle welding of pulverized coal fired boiler water wall tube,sometimes due to improper handling can cause severe wave tube deformation,individual fins seal defects such as cracks.In addition,because of the limitation of space position during welding,the operation is very difficult.In order to ensure the welding quality of tube header and tube bundle,reduce welding defects,more easily to conduct welding operation,a new welding way was designed.And the site-welding experiment for this welding way was carried out.The test results of welding sample showed that this welding method can obtain good effect,and once qualified rate reached 95%.
welding;pressure vessel;water wall;wave transformation
TG406
B
10.19291/j.cnki.1001-3938.2016.09.015
李波涛(1975—),男,河南洛阳人,中国石油天然气第一建设公司高级技师,主要从事施工现场焊接工艺研究。
2016-06-06
罗 刚