新型直缝埋弧焊管坡口预热装置
2016-12-18韩保材
李 钢,韩保材,张 辉
(1.北钢管业(营口)有限公司,辽宁 营口 115007;2.中冶京诚工程技术有限公司,北京100176)
新型直缝埋弧焊管坡口预热装置
李 钢1,韩保材1,张 辉2
(1.北钢管业(营口)有限公司,辽宁 营口 115007;2.中冶京诚工程技术有限公司,北京100176)
为了提高原有直缝埋弧焊管坡口预热处理装置的生产效率和热利用率,减少能源浪费,降低工人劳动强度,设计了一种龙门框架结构可升降的自动直缝埋弧焊管坡口预热装置。该装置能够在线对焊管坡口进行预热,并且采用履带式陶瓷加热器,可以根据所生产钢管的规格和长度,按需要进行加热,从而最大限度地节约能源,节省工装,降低工人劳动强度。通过实际生产运行,该装置运行良好,操作方便,尤其对冬季焊管坡口预热生产提供了可靠保障,取得了较好的经济效益。
焊管;直缝埋弧焊管;坡口预热;加热装置;生产效率
直缝埋弧焊管采用JCOE或者UOE方式将钢板成型,每根钢管在纵向有一条焊缝,采用埋弧焊接工艺焊接[1-4]。直缝埋弧焊管的生产工艺灵活,可生产范围内的任何规格与壁厚。虽然生产效率较高频焊接钢管、螺旋焊接钢管要低,但其最大优势就在于可以生产其他焊接钢管、甚至无缝钢管都不能生产的规格型号。
近年来,直缝埋弧焊管产品随着应用领域的拓展有了更高的要求,低合金、大壁厚、高钢级焊接钢管逐渐成为发展方向。低合金焊管和压力容器管道[5]在焊接前,为了降低焊接残余应力[6],改善焊缝的组织与性能,焊缝坡口应进行焊前预热处理[7]。高钢级焊接钢管在冬季生产时,为了防止产生焊接缺陷,也要对焊缝坡口进行焊前预热处理。预热处理可以控制焊接接头的冷却速度,减少或避免热影响区淬硬马氏体的产生,降低热影响区硬度,从而降低焊接应力,有助于氢从焊接接头中充分逸出。本研究介绍了一种直缝埋弧焊管焊接坡口预热装置,操作方便,通用性强,可降低工人劳动强度,大幅度提高生产效率。
1 原有焊接坡口预热装置的弊端
1.1 生产效率低
现有直缝埋弧焊管企业焊缝坡口预热装置普遍采用简易机构,受生产线工艺流程的制约,大多在进入内焊[9]工序前将预焊后的管筒吊离生产线,放置到专门的焊缝坡口预热装置上进行坡口加热,待加热完成后再吊入制管生产线进行内焊工序。因反复倒运降低了生产效率。
1.2 加热效率低
非在线坡口预热装置大多设备工装比较复杂,反复倒运造成加热好的坡口再次降温,尤其是北方冬季生产时,为了弥补热损失,可能要提高预热温度,从而造成能源浪费,降低了加热装置的加热效率,增加了生产企业制造成本。
1.3 加热装置通用性差
以往的加热装置多为固定式,不可调整,一套工装对应一种规格的钢管,或者一套工装对应尺寸规格相近的几种钢管,不能适应多种管径及长度的变化,每次更换产品规格就得更换相应的加热工装,不但延长了更换产品规格的时间,而且增加了工人的劳动强度。
2 新型直缝埋弧焊管坡口预热装置设计
本研究设计的直缝埋弧焊管坡口预热装置由龙门框架[10]、 升降机构[11]、 悬挂装置[12]、 加热装置和旋转托辊组成。其中,龙门框架的横梁上设有升降机构,升降机构包括多组同步运行的蜗轮升降机,悬挂装置沿龙门框架纵向设有长梁,长梁上部与蜗轮升降机中的升降丝杆连接并可随之升降,加热装置中的陶瓷加热器纵向设置在悬挂装置长梁下方,龙门框架下方的地面上设有支撑、转动钢管用的多个旋转托辊装置,其安装轴线与加热装置纵向中心线在同一立面内。坡口预热装置结构如图1所示。

图1 坡口预热装置结构示意图
图1 中主体是龙门框架,为焊接加工件,龙门框架的横梁上安装有驱动装置,驱动装置与升降机构相连,加热装置安装在升降机构中,运管车负责将钢管运输到预热工位并将预热后的钢管运出,旋转辊负责将钢管进行旋转,将焊接坡口旋转到12点方向。坡口预热装置工作流程如图2所示。
2.1 龙门框架结构
龙门框架由两根立柱和一根横梁组成,立柱和横梁都为型钢焊接的钢结构组件,横梁上焊接有加强筋,用于提高框架的整体刚性及抗弯能力[13]。龙门框架的两个立柱分别由地脚螺栓紧固在地面上。
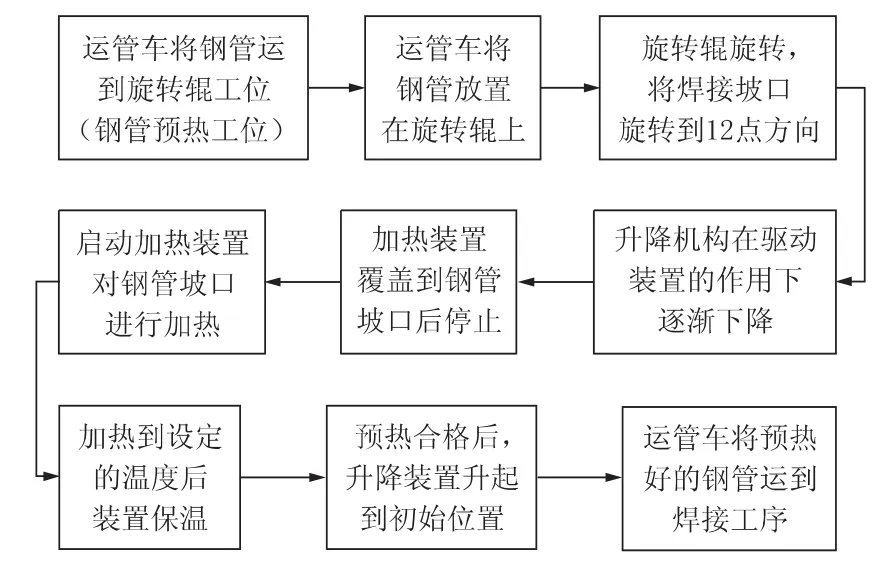
图2 坡口预热装置工作流程
2.2 驱动装置
焊接坡口预热驱动装置结构如图3所示。驱动装置由减速电机[14]、涡轮升降机、联轴器、固定盖和连接螺栓组成。其中,减速电机通过联轴器连接在涡轮升降机上,三组涡轮升降机又通过联轴器连接在一起,保证了蜗杆上下运动的机械同步性;固定盖通过连接螺栓连接在升降机构上,从而能将驱动装置的动力传递给升降机构,确保升降机构能够自由上下运动。
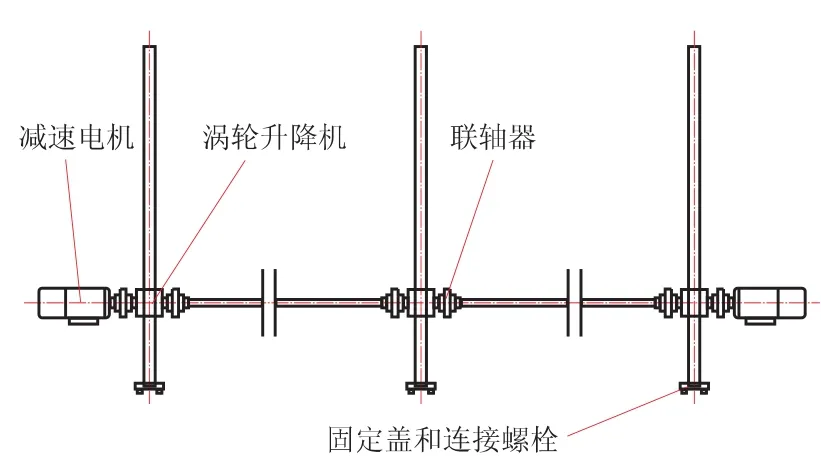
图3 坡口预热驱动装置结构示意图
2.3 升降机构
升降机构由升降支座、连接轴、轴承、压盖、锁紧螺栓、连杆、开口销、销轴和弹簧板组成。其中,升降支座为焊接加工结构件,是整个升降机构的主体,在两侧安装有导向机构[15],轴承通过连接轴及压盖和锁紧螺母固定在升降支座的两端,当升降机构上下运动时,轴承沿着龙门架内侧滑动,从而起到很好的导向作用。升降支座的下端通过连杆、销轴和开口销预弹簧板相连,使其形成一个整体。
2.4 运管机构
坡口预热装置运管机结构如图4所示。运管机构由V形升降托架、联轴器、减速电机和液压站[16]组成。其中,V形升降托架在液压站动力源的作用下,可以控制其升降,从而完成钢管举升和落下动作。减速电机通过联轴器与车轮连接,控制小车的前进和后退。
2.5 旋转装置
坡口预热旋转装置结构如图5所示。旋转装置由轴承座、旋转辊、减速电机、支座和地脚螺栓等组成。减速电机和轴承座通过轴和轴承连接为一体,轴承座通过螺栓安装在支座[17]上。整个旋转装置通过地脚螺栓固定在地面上,旋转辊通过电气控制,可以实现钢管的正转和反转,完成钢管焊接坡口12点的找正。
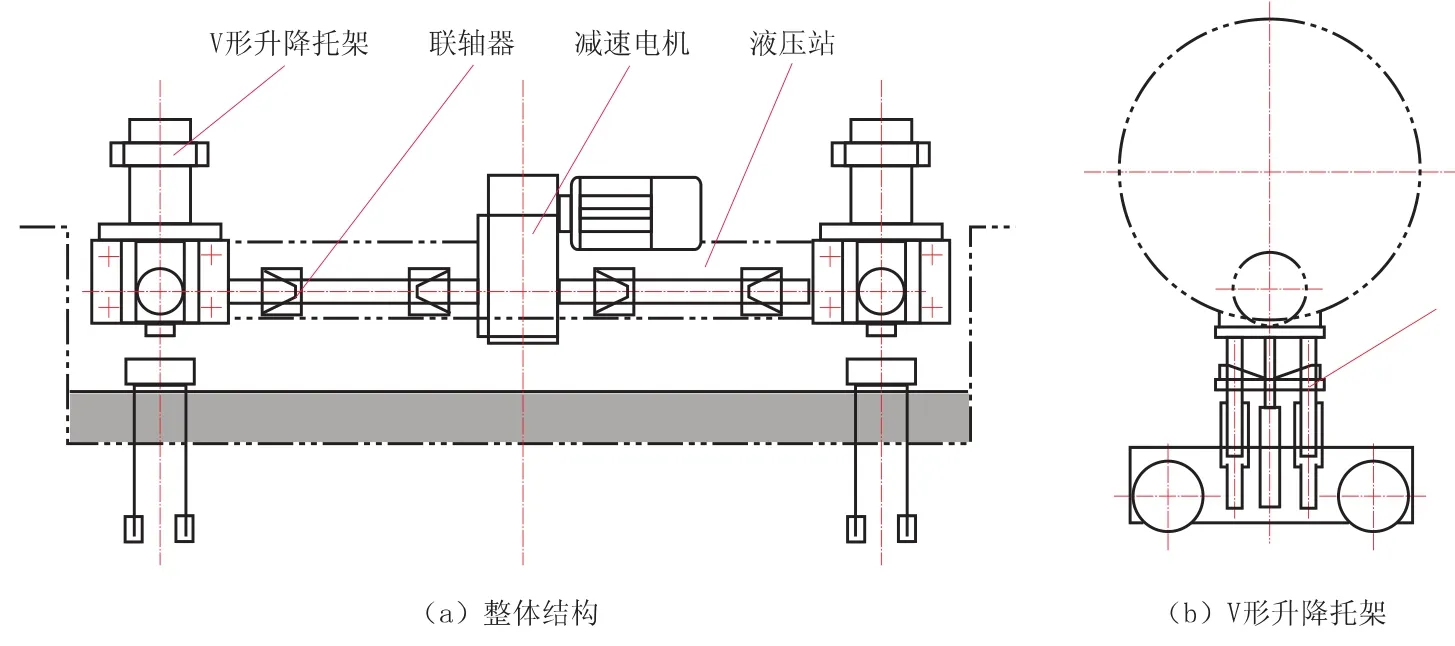
图4 坡口预热装置运管机结构示意图
2.6 加热装置
加热装置由保温棉、陶瓷加热垫以及加热供电系统等组成。陶瓷加热垫为履带式陶瓷加热器,由多个履带式连接的加热单元组成。每个加热单元的加热元件为柔性镍铬合金丝缆,表面覆盖有氧化铝陶瓷绝缘层。加热单元横截面为300~700mm的长方形,表面温度可达1 050℃,抗电强度2 000 V/min,热态绝缘电阻>5 MΩ。加热单元可以任意拼接和弯曲,从而实现对应区域的加热或停止操作。该加热单元具有使用范围广、升温速度快、热利用率高、操作方便等特点。另外,加热单元可以实现自动控制[18],安装、维修方便,即使内部发热材料损坏,外部的陶瓷器件仍可回收利用。

图5 坡口预热旋转装置示意图
3 实际应用
研制的新型直缝埋弧焊管坡口预热装置可以根据所生产钢管的长度,提前在电控系统中设置好加热单元的数量和位置,按需要进行加热,能够最大限度地节约能源。达到加热温度后,升降机构带动加热装置上升,将悬挂装置抬起,预热好的钢管由运管车输送到下一工位进行焊接,而后可以进行下一根钢管的焊缝坡口预热工作。该装置在北钢管业(营口)有限公司投入运行以来,应用效果良好,为整条生产线的顺利生产,尤其是冬季生产提供了可靠保障,取得了较好的经济效益。
4 结 论
(1)研制的新型直缝埋弧焊管坡口预热装置能够在线对焊管坡口进行预热,不影响正常生产。
(2)该装置调整使用方便,由电控系统实现加热区域和温度的自动控制与调节,对焊缝坡口及钢管预热区可以完全契合覆盖,加热速度快、热利用率高、节能效果显著、使用安全可靠。
(3)该装置结构简单、操作方便,全过程实现自动化操作,降低了工人的劳动强度,大幅度提高生产效率。
(4)该装置通用性强,能够适应不同管径、不同管长的直缝埋弧焊管进行焊缝预热,大大节省了工装投入。
[1]张远生,李延丰.大口径直缝埋弧焊钢管生产线简介[J].焊管,2001,24(6):35-37.
[2]彭在美,沈发楚,稽邵伟.我国UOE/JCOE直缝埋弧焊管机组的现状及发展趋势[J].钢管,2013,42(2):1-5.
[3]黄卫锋.宝钢UOE大口径直缝埋弧焊管机组的技术特点与优势[J].宝钢技术,2008,26(5):11-14.
[4]田锡唐.焊接结构[M].北京:机械工业出版社,2011.
[5]宋苛苛.压力管道设计及工程实例[M].第2版.北京:化学工业出版社,2013.
[6]刘鸣放,刘胜新.金属材料力学性能手册[M].北京:机械工业出版社,2011.
[7]刘天佑.金属学与热处理[M].北京:冶金工业出版社,2009.
[8]GB 986—1988,埋弧焊焊缝坡口的基本形式及尺寸[S].
[9]李以善,刘德镇.焊接结构检测技术[M].北京:化学工业出版社,2009.
[10]邱宣怀.机械设计[M].北京:高等教育出版社,2010.
[11]闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.
[12]成大先.机械设计手册[M].北京:机械工业出版社,2009.
[13]濮良贵,陈国定,吴立言.机械设计[M].北京:高等教育出版社,2013.
[14]张展.减速器设计选用手册[M].上海:上海科学技术出版社,2002.
[15]邹平.机械设计实用机构与装置图册[M].北京:机械工业出版社,2015.
[16]毛好喜.液压与气动技术[M].北京:人民邮电出版社,2009.
[17]杨可桢,程光蕴,李仲生,等.机械设计基础[M].北京:高等教育出版社,2014.
[18]程周.可编程控制器技术与应用[M].北京:电子工业出版社,2002.
A New Type Longitudinal Submerged Arc Welded(SAWL)Pipe Groove Preheating Device
LI Gang1,HAN Baocai2,ZHANG Hui3(1.Beisteel Pipe(Yingkou)Co.,Ltd.,Yingkou 115007,Liaoning,China;2.Capital Engineering &Research Incorporation Limited.,Beijing 100176,China)
In order to increase the production efficiency and thermal utilization efficiency of original SAWL pipe groove preheating device,decrease energy waste and reduce the labor intensity,a kind of automatic SAWL pipe groove preheating device was designed,its portal frame structure can rise and fall.The device can preheat welded pipe groove on line,it adopted crawler-type ceramic heater to conduct heating according to the specification and length of manufactured steel pipe,as well as requirements.It can save energy,save tooling and reduce the labor intensity.Through the practical production operation,the equipment run well,easy to operate,especially provided a reliable guarantee for welded pipe groove preheating in winter production,created the good economic benefit.
weldedpipe;longitudinalsubmergedarcwelded(SAWL)pipe;groovepreheating;heatingdevice;productionefficiency
TE905
B
10.19291/j.cnki.1001-3938.2016.09.009
李 钢(1969—),男,硕士,工程师,北钢管业(营口)有限公司JCOE车间主任,主要从事直缝埋弧焊管生产管理与设备维护工作。
2016-04-28
李 超